
线接触曲线圆柱齿轮的加工方法与仿真
2022-09-19 06:57:20张学刚谢永春王鹏飞
机床与液压 2022年16期
张学刚,谢永春,王鹏飞
(攀枝花学院智能制造学院,四川攀枝花 617000)
0 前言
曲线圆柱齿轮是一种新型平行轴传动齿轮,其轮齿呈圆弧形。齿轮在啮合过程中,根据齿面的接触形式不同,分为点接触曲线圆柱齿轮和线接触曲线圆柱齿轮。目前,线接触曲线圆柱齿轮的传动性能已被国内外学者广泛研究,但是一直没找到一种高效的加工方法。尽管许多学者一直都在不断地探索各种加工方法的可行性和高效性,但是都没有取得较好的效果。宋爱平等提出了一种平行连杆式加工机构用于加工这种齿轮,但是该机构刚度较低,不能加工硬度较大的材料,并且加工效率低。唐锐等人设计一种基于单刃面铣刀的专用加工机床。FUENTES等提出采用双刃面铣刀加工其中一个齿轮,另一个齿轮采用单刃面铣刀分别加工凹齿面和凸齿面,单刃铣刀的公称直径略大于双刃铣刀,具体大多少,需要通过复杂的理论计算确定。这种方法需要3把不同的刀具,而且需要调整单刃刀盘的公称直径,加工工艺较复杂。UZUN和INAN利用球头铣刀在立式数控铣床上加工出了线接触齿轮,但是这种加工方法效率极低,齿面光洁度很难达到要求。SUN、ZHANG等提出一种行星轮系统,用于加工线接触齿轮,该结构安装刀头数量有限,加工效率较低。
本文作者提出一种无需专用机床和专用刀具的加工方法,利用现有的加工弧齿锥齿轮的单刃面铣式盘形铣刀和六轴数控铣齿机加工线接触曲线圆柱齿轮。基于啮合理论推导齿面方程,建立齿轮的三维模型;利用VERICUT软件验证所提加工方法的可行性。
1 线接触齿轮成型原理
用单刃面铣刀盘加工线接触曲线圆柱齿轮副的基本方法如下:
(1)采用外刃半径为的单刃面铣刀盘铣削加工齿轮的凹齿面,加工时,保证刀具的节平面与待加工齿轮的节圆相切,刀盘以一定的速度左右移动,齿轮毛坯绕自身旋转中心转动,转动速度与刀盘移动速度紧密联系,使它们之间始终处于纯滚动状态,直到一个齿的凹齿面加工完成;加工下一个齿的凹齿面时,齿轮毛坯转动一个分度360°/,其中,为待加工齿轮的齿数,重复上一步,使刀具与毛坯之间保持纯滚动,如此重复,直到所有齿的凹齿面加工完成,然后齿轮复位,如图1(a)所示;
(2)采用内刃半径为的单刃面铣刀盘铣削加工齿轮的凸齿面,加工时,使刀具旋转中心与加工凹齿面所使用刀具的旋转中心之间偏置π/2,为待加工齿轮的模数,然后重复加工凹齿面时所提及的展成运动,进行分度加工,直到所有凸齿面加工完成,如图1(b)所示;

图1 单刃面铣刀盘加工示意
(3)与之配对的另一个齿轮仍然采用这2把单刃面铣刀,用同样的方式加工凹齿面和凸齿面。采用这种加工方法所成型的齿轮副在啮合过程中可以实现完全线接触,在理论上已得到验证,只是没有找到合适机床对其进行验证。
2 齿轮的三维模型
为验证所提加工方法的可行性和加工精度,用理想的齿轮三维模型与加工后所得到的齿轮模型进行对比分析。然而,理想齿轮三维模型的构建,是以齿轮齿面的数学模型为基础,基本构建步骤:利用推导的齿面数学模型求解齿面点云;将点云导入三维建模软件中进行齿轮三维模型的构建。
2.1 齿轮数学模型
基于线接触曲线齿轮的成型原理,利用微分几何和啮合理论推导出曲线齿轮的凹齿面、凸齿面、凹齿面过渡曲面和凸齿面过渡曲面的方程。
图2所示为单刃铣刀盘刀头断面。图中几何参数的定义:表示顶系系数;表示底系系数;表示刀刃过渡圆角系数;表示压力角;表示主切削刃长度的变量;表示过渡圆角的角度变量。图2(a)所示的外刃刀头用于加工齿轮的凹齿面,与图1(a)对应;图2(b)所示的内刃刀头用于加工齿轮的凸齿面,与图1(b)对应。

图2 单刃铣刀盘刀头断面示意
将内刃刀头和内刃刀头的直线部分表达在坐标系中:

(1)
式中:上标i表示内刃计算符号;o表示外刃计算符号。
将内、外刃刀头的过渡圆角部分表达在坐标系中:


(2)
将两种刀头切削刃的直线部分和过渡圆角部分转换到坐标系中:

(3)

(4)
式中:当上标=i时,表示内刃刀头;当上标=o时,表示外刃刀头;()为坐标系到的变换矩阵,可表示为
(5)
式中:表示生成铣刀虚拟表面的参数。式(3)的几何意义为铣刀主切削刃关于参数和的曲面方程;式(4)为铣刀过渡部分曲面关于参数和的方程。
将铣刀主切削刃曲面和过渡曲面表达在齿轮毛坯坐标系中,如下:

(6)

(7)
式中:为加工齿轮过程中,齿轮毛坯的旋转角度;()为坐标系到的坐标变换矩阵:
(8)
式中:
=(sin-cos)+cos
=(cos+sin)-sin
根据微分几何与啮合理论,齿面的啮合方程与齿根曲面的啮合方程可分别表示为

(9)

(10)
将式(6)代入式(9)中,可求出齿面关于参数和的双参数方程;将式(7)代入式(10)中,可求出齿根过渡曲面关于和的双参数方程。
2.2 齿轮三维模型的构建
基于所推导的双参数齿面方程,可根据参数的取值范围求解齿面的数据点云坐标,将点云坐标导入到三维建模软件中,即可构建出齿轮的三维模型,具体实施步骤如图3所示。
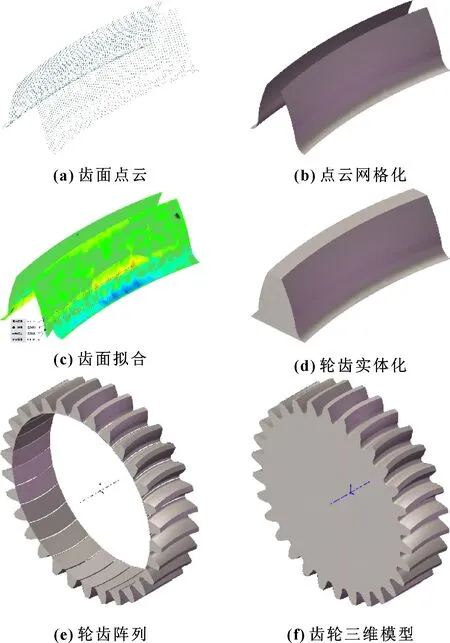
图3 齿轮三维模型的生成
(1)基于齿轮基本参数,利用MATLAB求解出齿轮凹齿面和凸齿面的点云数据,导入三维建模软件中(图3(a));
(2)将凹、凸齿面点云网格化(图3(b));
(3)拟合出凹、凸齿面,使拟合出的齿面误差尽可能小,文中所拟合的齿面最大误差为0.06 mm(图3(c));
(4)构建轮齿的两侧面、底面和顶面,使轮齿封闭,然后缝合各曲面,使轮齿实体化(图3(d));
效标关联效度是指护士工作满意度与外在效标间关系的程度,这里的效标是指假定的客观标准,作为评判评估手段的有效性的指标。一般认为,系数为0.4~0.8较好,本研究中通过条目“对护士工作满意度整体印象得分”进行效标关联度的检测,其相关性为0.767,P=0.000,提示效标关联效度较为理想[17]。
(5)根据齿数绕齿轮中心阵列轮齿(图3(e));
(6)填充齿轮轮毂部分,合并所有实体(图3(f))。
3 齿轮数控加工仿真
3.1 机床与刀具构建
本文作者在无须重新设计专用机床的情况下,借助于市面上已有的六轴数控铣齿机和格里森单刃刀盘,在VERICUT软件中模拟线接触曲线齿轮的加工过程。目前,这种六轴数控铣齿机主要用来加工螺旋锥齿轮、准双曲面齿轮等。
在VERICUT软件中模拟线接触曲线齿轮的加工,首先要在软件中搭建机床三维模型、运动拓扑模型以及刀具几何模型等。所搭建的六轴数控铣齿机如图4所示,包含、、3个轴的移动自由度和、、3个轴的转动自由度。其中,轴控制齿轮毛坯的转动,轴控制刀具的高速旋转。在加工线接触曲线齿轮时,始终需要保证轴与轴处于正交状态,即轴固定不动。同时,在加工时,将轴调整到合适位置后也需要保持固定不动。

图4 六轴数控铣齿机示意
将机床三维模型导入VERICUT后,还需要建立机床6个运动轴之间的拓扑运动关系、参考坐标系、工作偏置和刀具等信息,如图5所示。

图5 六轴数控铣齿机各轴拓扑关系
文中驱动六轴数控铣齿机各轴运动的数控系统采用FANUC公司的fan320im。基于第1节中的齿轮加工原理,需要将加工凸、凹齿面2种单刃铣刀盘的参考坐标系分开创建,假设凸齿面的参考坐标系为Csys1,那么凹齿面铣刀盘的参考坐标系Csys2在轴上必须相对Csys1偏置π/2。此外,还需对两参考坐标系设置工作偏置,如图5所示。
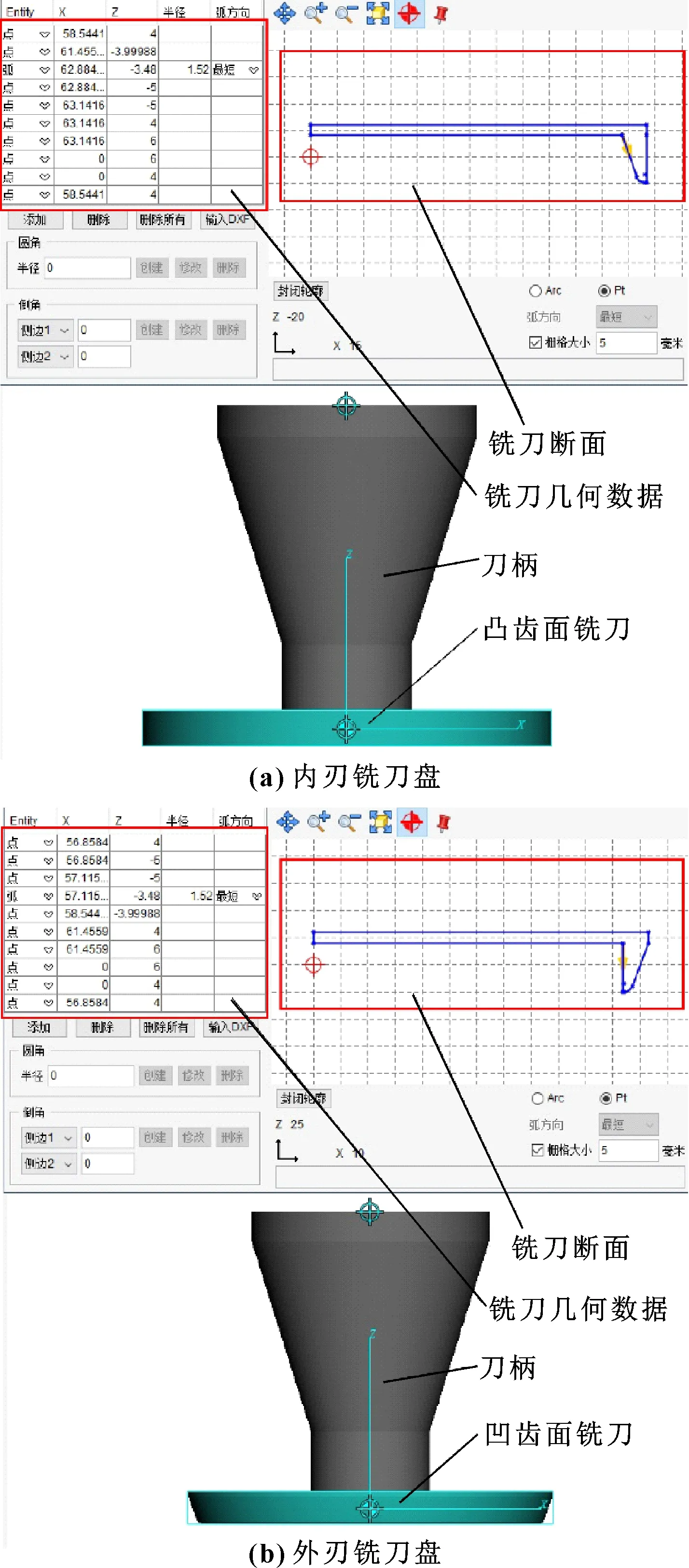
图6 铣刀和刀柄的创建
3.2 加工仿真
根据第1节中所描述的曲线齿轮加工原理,编写数控加工程序。凸齿面加工过程如图7所示。
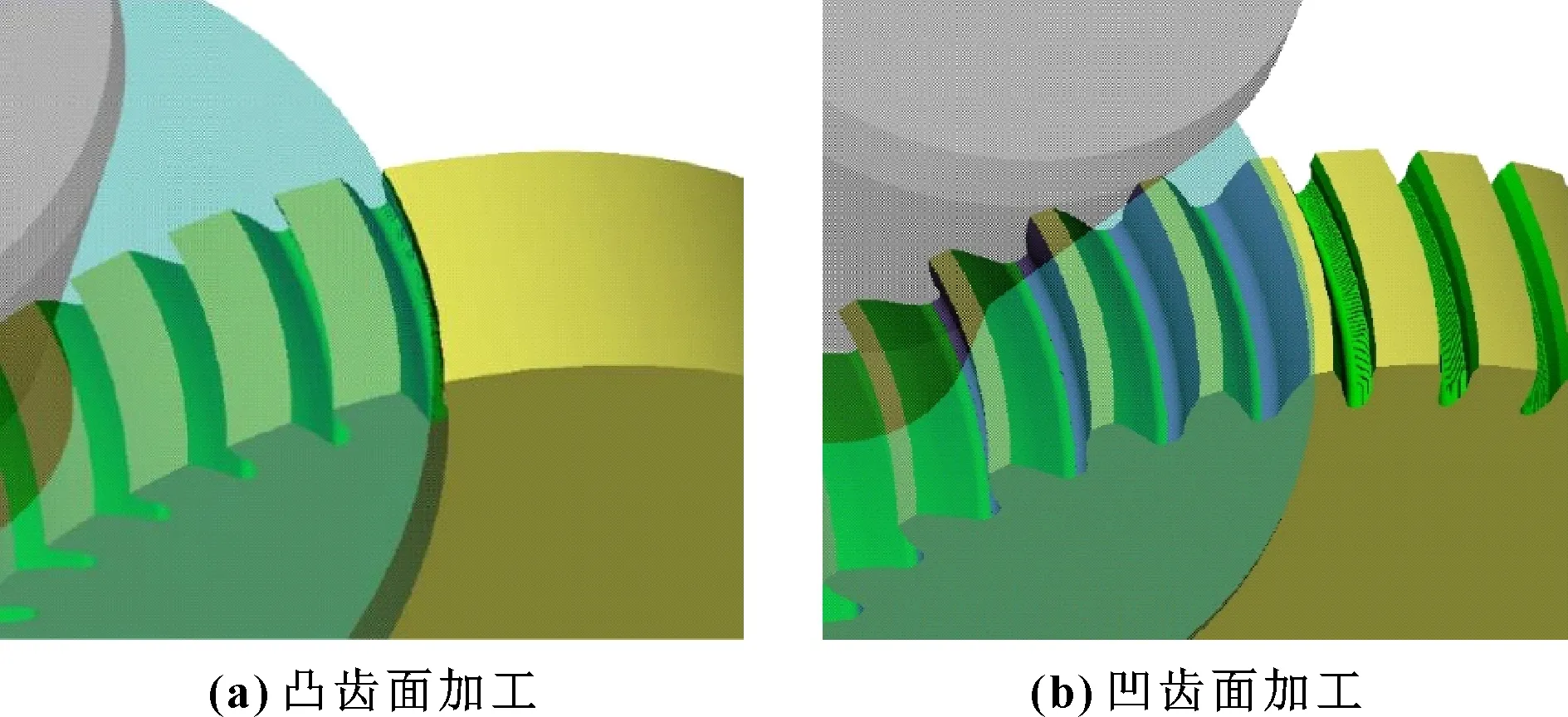
图7 齿面加工成型过程
3.3 仿真结果分析
以齿数=31、模数=4 mm、单刃铣刀半径=60 mm的齿轮为例进行仿真加工。待齿轮加工完成之后,将第2.2节中所建立的齿轮三维模型导入VERICUT中,对比分析所加工齿轮与理论齿面之间的偏差,结果如图8所示。可以看出:凸齿面的齿根部分有0.1 mm的材料残留,齿面部分的材料残留在0.06 mm以下;凹齿面的齿根部位存在0.06 mm的过切,齿面部分存在0.04 mm的过切和0.06 mm的材料残余。这些偏差包含了齿轮三维建模时曲面拟合所产生的误差,实际所加工出的齿面误差可能会更小。
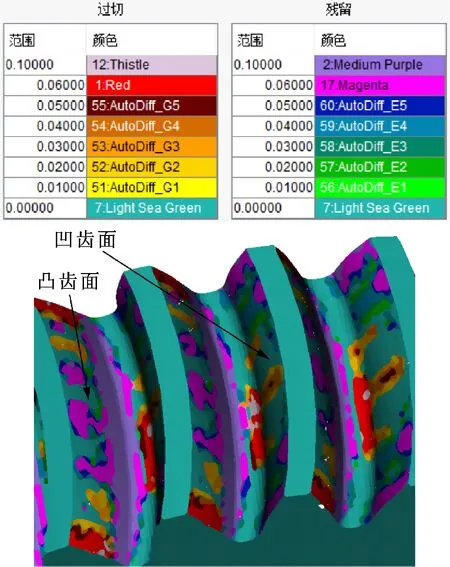
图8 加工齿面偏差分布
4 结论
本文作者提出了一种线接触曲线圆柱齿轮的加工方法,基于啮合理论推导了线接触曲线齿轮的数学模型,并构建了齿轮的三维模型,利用所构建的三维模型与加工出来的齿轮进行了偏差对比分析。主要结论如下:
(1)将2个不同的单刃铣刀盘安装在现有的六轴数控铣齿机上加工线接触曲线齿轮,成本更低、效率更高。但是相对于采用1个双刃铣刀加工的点接触曲线齿轮来说,其加工效率较低;
(2)通过偏差对比,所加工齿轮齿面的最大偏差为0.06 mm,但是这部分偏差包含了齿轮三维建模的偏差,实际偏差可能远小于这个值;总体上说,采用文中所提的方法是可行的;
(3)文中所提的加工方案可减少科研人员对专用线接触曲线齿轮机床研究的投入,为线接触曲线齿轮的工业化批量生产提供参考。
猜你喜欢
设备管理与维修(2021年13期)2021-09-05 13:05:56
重型机械(2020年3期)2020-08-24 08:31:46
医学理论与实践(2020年7期)2020-04-13 09:05:48
模具制造(2019年10期)2020-01-06 09:13:08
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年12期)2017-02-02 07:05:05
西南交通大学学报(2016年6期)2016-05-04 04:13:08
大型铸锻件(2015年1期)2016-01-12 06:33:01
人间(2015年23期)2016-01-04 12:47:44
金属加工(冷加工)(2014年21期)2014-12-02 01:35:40
