
光伏玻璃生产工艺管理与控制
2022-09-16 06:05:26刘著
玻璃 2022年9期
刘著
(海控三鑫(蚌埠)新能源材料有限公司 蚌埠 233000)
0 引言
光伏超白压延玻璃主要应用于光伏组件产业的盖板或背板玻璃,产品主要特点为低铁、高透光率,采用压延成形的工艺方式。为了实现低铁高透光率的要求,原材料采用低铁化工原料和矿物原料。玻璃成分、窑炉设计思路以及成形工艺特点要求均有别于普通浮法玻璃及超白浮法玻璃。本文就工艺设计、原材料、熔化、成形等相关工艺对产品质量的影响进行阐述。
1 工艺设计
基于光伏超白压延玻璃的低铁、高透光率以及玻璃成形方式等特点,工艺设计相对普通浮法和超白浮法窑炉玻璃成分、窑炉设计上均有所差异,如表1、表2所示。
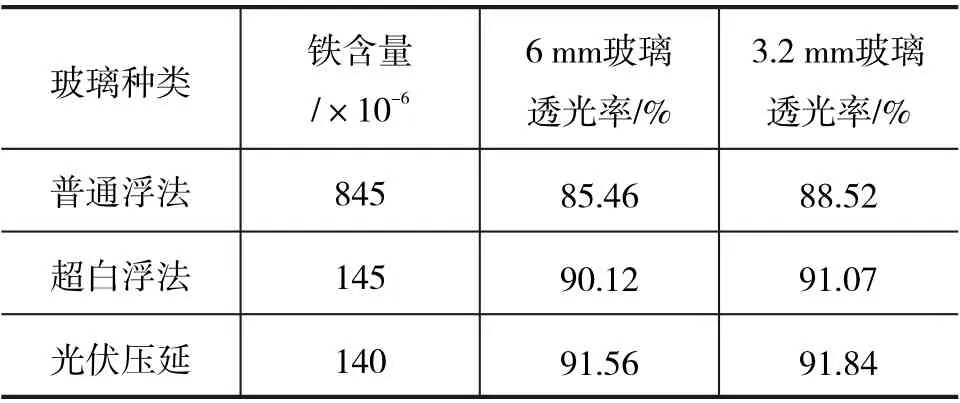
表1 光伏玻璃透光率性能对比

表2 玻璃成分对比 %
为了实现低铁高透光率的要求,光伏玻璃工艺控制需满足:玻璃熔化质量、烟气气氛要求、合理的工艺指标设定等。
相对浮法工艺窑炉一窑一线结构方式,光伏窑炉结构一般采用一窑多线的结构方式,其窑炉产能、质量稳定性相对浮法窑炉较差,为实现高效低成本的光伏玻璃制造稳定运行,工艺控制管理工作需从窑炉设计初衷至生产工艺优化深入挖掘。
2 工艺控制点及管理
2.1 金属铁管理
光伏玻璃对铁要求极为严格,金属铁主要为原材料铁和外来带入铁,外来带入铁含机械铁、外来铁等,为实现低铁的要求产线设计规划时的原料工艺设备选型监制及产线运行后现场防污染控制尤其重要。
机械铁主要源于矿物原材料破碎运输设备以及原料上料配料输送等工艺设备长期磨损造成的,故进行原料工艺设计及工艺设备选型时,需考虑与物料接触的筒体、喂料口、下料溜口等钢体结构,均需采用高密度100万分子量以上的PE板作为内衬,并且做好现场监制工作,可有效延长PE板使用寿命并降低机械铁的带入量。机械铁随着原料工艺设备使用时长的逐步增加,需要定期对关键易磨损设备进行维护检修更换,制定合理检修维护计划。经生产总结,产线机械铁含量一般维持200 g/d以内为正常,对生产造成的影响较低。
外来铁主要源于现场设备维修,产线设备维修未得到合理管控,部分检修金属铁部件进入碎玻璃系统,造成检修期间外来铁出现剧增,如铆钉、螺栓、焊条等,若未得到适当处理对生产影响巨大。
因此,对外来金属物管理形成制度,对金属物突发出现增多时,做好现场排查工作,及时进行整改,既有效排查出设备隐患,又能降低金属物持续性增长给生产带来的隐患问题。
2.2 碎玻璃管理
碎玻璃作为外加原材料之一,作为配合料熔化有效的助熔剂,是玻璃生产企业宝贵的资源。
过低的碎玻璃比例会降低配合料的熔解效率,打破原有的熔化制度,料堆、泡界线及液流均会发生变化,降低产品质量,窑炉能耗升高;过高的碎玻璃比例,虽然可降低碎玻璃库存,但是大量使用时会造成玻璃成分的波动并且易产生二次气泡,降低玻璃产品性能,提高玻璃澄清难度。
如何合理地利用和管理碎玻璃同样也是一个很重要的生产课题。近几年,随着光伏生产企业工艺技术和工艺管理的完善,产品质量和产量跨越式提升,碎玻璃比例一般维持15%~25%,基本可以满足内部消化和吸收。
对于外购碎玻璃,碎玻璃在回收、储存、运输等环节中容易产生污染,会直接影响生产质量稳定性,因此,外购碎玻璃必须加强管控,严格控制碎玻璃的采购标准,采用专车专用的方式进行运输,降低运输车辆造成的风险。
由于玻璃生产企业采用的配方均有差异,做好化验分析,选择满足本企业要求的碎玻璃,才能降低工艺及生产风险。
2.3 熔化工艺管理
光伏玻璃窑炉基本结构与浮法窑炉相同,存在的差异主要为应对光伏玻璃低铁成形工艺等特点需求进行特定的设计:一窑多线结构、窑炉池深偏深结构、溢流口结构、通路结构等。受此类差异性及产品需求特性的影响,光伏熔化工艺管理与浮法工艺制度存在一定差异性。
2.3.1 一窑多线设计
某新建光伏窑炉采用一窑四线结构方式,产能1000~1200 t/d,单线产能250~300 t/d,产能波动性较大。主要原因:原板宽偏宽、溢流口玻璃横向温度波动影响厚度不均、成形日常操作等。单线产能波动3~5 t/d,整体产能波动10~20 t/d,窑炉工艺长时间处于此类变化中,必然会造成长时间的产品质量波动。
光伏玻璃窑炉采用一窑多线的结构方式,成形工序由于压延压辊损伤、溢流口唇砖侵蚀断裂等因素影响,需不定期进行换机换砖作业,窑炉产能降低约25%,熔化温度变化明显,自成形换机换砖开始,熔化区池底玻璃液温度逐步升高,前区对流强度增强,熔化区液流缩短,澄清部池底玻璃液温度逐步降低,澄清区液流缩短,料堆泡界线相应向投料口回收。由于成形换机换砖时间长短存在不确定性,目前基本为4 h以上,熔化燃料分配制度作相应调整,降低前区比例20%以上,稳步维持基本制度,以降低换机换砖作业对熔化温度制度的影响。换机换砖结束后,窑炉玻璃液温度随着产能的提升,熔化区池底玻璃液温度逐步降低,前区对流强度减弱,熔化区液流逐步延长,澄清部池底玻璃液温度逐步降低,澄清区液流缩短,料堆泡界线相应向投料口外移,熔化燃料分配换机换砖结束前提前逐步恢复到位。
光伏窑炉熔化工艺控制过程中,窑炉产能变化频繁性、料堆泡界线制度的稳定性考验整个工艺制度的健全及稳定性,确定产能指标,明确温度制度,最大程度降低产能波动所引发的恶循环。
2.3.2 窑炉池深
在玻璃熔制过程中,火焰是以辐射方式把热量传递给物料。熔化窑炉温度为1500~1600 ℃时,火焰及碹顶的辐射传热在约1500 nm处有一个极大值;另一方面钠钙玻璃中的Fe2+在1050 nm处的吸收值为最大。因此,由窑炉中的辐射传热所造成的熔化池深处玻璃温度分布与玻璃中的铁含量有直接关系,Fe2O3含量为0.088%的玻璃液,池窑玻璃表面与池窑底温差为35 ℃,而Fe2O3达到0.51%的玻璃液,其温差可达380 ℃。而光伏玻璃生产企业均采用低铁原材料,玻璃总铁含量要求0.015%以下,玻璃液热透性更强,沿玻璃液深度方向,所形成温差更小,对流强度相对更弱,物料的熔化效率远远低于浮法玻璃熔化效率,能耗相对同级别的浮法窑炉高。
受此制约,设计之初光伏玻璃窑炉一般采用设计池深为1500~1550 mm,相对浮法1350~1400 mm,增加上下温差,有利于形成较强的对流,达到更高的熔化效率。
经长期生产摸索,从燃料分配比例上进行优化,窑炉的温度制度设计中需强调投料口与热点间的温差,熔化区燃料比例50%逐步提升至60%以上,熔化质量及窑炉状态达到预期要求,配合深池窑炉结构改善熔化区玻璃液前后及上下温差不足的问题。
2.3.3 通路结构
光伏玻璃窑炉设计中通常采用一窑多线结构,而近几年来为降低能耗,提高生产效率,采用窄卡脖深水包的设计。在实际生产中,虽然通路回流较低,但玻璃的成形流相对速度更快,带来的热量相对集中。通过对多座光伏冷修窑炉的观察了解,通路及熔化池池底并无与浮法玻璃窑炉相似的不动层现象,分析原因主要是由于光伏玻璃低铁特性、热透性要远强于普通浮法玻璃。通路易出现大量较为固定的长度为3 mm以上的池底空气泡,随着通路池底温度的波动,气泡数量也随之变化。对于一窑五线光伏窑炉650 t/d窑炉,横通路与支通路合计总长超过100 m,池底面积超过350 m2,不确定性气泡产生源大大增加,直接影响产品质量控制和生产效率。
实际生产作业中,采取以下方式加以控制:
①窑炉设计中,除了考虑耐火材料实际膨胀系数和窑炉结构膨胀外,尽可能地控制集中膨胀缝的数量;
②铺设通路铺面砖时,采用刷浆方式实施找平,禁止采用泥料找平,并且投产前窑炉清理时,重点清理通路横向集中、上升台阶胀缝、盖缝砖膨胀缝等部位;
③成本控制允许条件下,采用双层铺面砖结构,相应错开集中膨胀缝,或采用较宽的条形砖压盖住集中胀缝;
④已投入生产的光伏窑炉,若出现通路池底空气泡,为稳定熔化工艺制度,确保“四小稳”,同时采用通路池底冷却降温方式,降低通路池底温度波动幅度,如增设冷却风机局部冷却,或采用通路整体增设冷却风管系统的方式冷却。
2.3.4 窑炉气氛
透过率是光伏玻璃的重要性能之一,其直接影响组件的光电转换效率。影响玻璃基体透光率的成分主要为铁,铁在玻璃中的存在形式有两种:Fe3+和 Fe2+, 而Fe2+理 论上的着色能力是Fe3+的十倍左右。因此,控制原料COD值的同时,窑炉气氛制度也需要得到有效的管理。
结合各项指标要求,光伏玻璃窑炉工艺对窑炉气氛进行必要的控制且对整体的气氛控制要求要严于浮法。玻璃相同总铁含量时,工艺控制应采 用 抑 制Fe2+产 生,或Fe2+向 Fe3+转 变,从 而 降 低Fe2+对 透光率的影响。如图1[4]所示,Fe2+对光的吸收能力远远大于Fe3+,从540 nm开始以近乎100%的速度急剧上升,直到1000 nm。
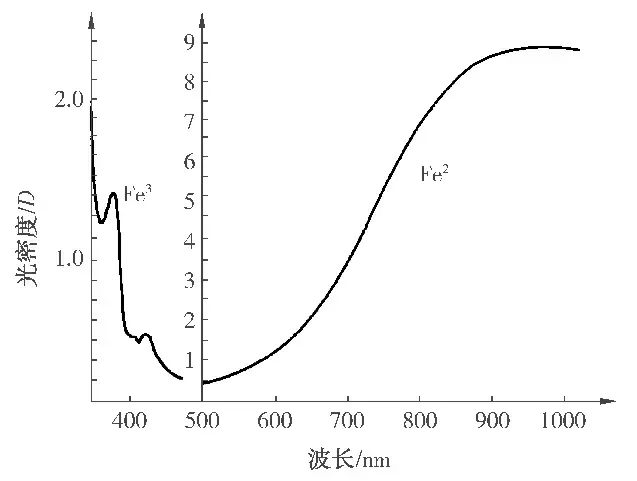
图1 Fe 3+和 Fe 2+的光吸收曲线
光伏玻璃的料单中,采用硝酸钠配合氧化锑、焦锑酸钠或复合澄清剂使用,为达到更好的澄清效果,需对各小炉气氛进行控制(以6对小炉光伏窑炉为例)。窑炉工艺控制中料堆区采用还原性气氛,即1#、 2#、 3#小炉上游为还原气氛,沫子区为氧化偏中性气氛,即3#下游、4#小炉为氧化偏中性气氛,泡界线后区采用氧化气氛,即5#、 6#小炉为强氧化气氛,见表3。燃烧器调整过程中5#、 6#小炉燃烧器角度在确保强氧化性的同时火焰不得冲击玻璃液面,防止与玻璃液接触后造成的火焰不完全燃烧而形成的局部还原气氛,确保最大程度地促进Fe2+向 Fe3+转变。同时前区的还原气氛工艺控制特点实现了降低硝酸钠和芒硝的提前分解来促进澄清剂的利用率,达到了优化澄清效果。

表3 窑炉各气氛分布
在光伏玻璃的实际生产中,严格控制窑炉后部区域气氛,确保玻璃液处于氧化气氛,可有效降 低Fe3+向 Fe2+的 转 变,降 低Fe2+的 含 量 占 比,相同铁含量玻璃透光率的提升带来明显的改善。
2.4 成形工艺管理
成形工序作为企业生产的一个核心工序之一,有成形机构、压辊管理、唇砖管理等方面。
2.4.1 溢流口管理
光伏窑炉成形端采用敞开方式的溢流口结构,敞开区玻璃液宽度达2.5 m以上,成形玻璃深度较浅,约110 mm。玻璃液横向温差达50 ℃以上,温降较大。在玻璃液流模拟分析中,光伏玻璃成形所需液流主要为上表面成形液流,抗外界干扰能力较弱。
受产品的多样性、玻璃液温度、环境温度变化等影响,未能实现实时自动化调整,压延成形设备基本采用人工干预调整,由于有时存在一定的滞后性,影响较大,随着新建产线规模增加,单线产能可达250 t/d以上。在采用压辊材质均匀、偏心一定的条件下,成形玻璃液温度与玻璃厚度呈一定线性关系,压延参数不动条件下,成形玻璃液温度升高,玻璃原板厚度降低,反之,厚度提高,最终体现产能相应变化。图2为3.2 mm玻璃有效板宽厚度与溢流口温度关系。
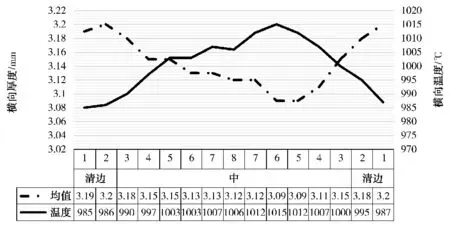
图2 溢流口温度分布与横向厚度关系
由于成形溢流口端采用敞开方式作业,冷热气流交替,易出现冷凝产物,生产期间做好定期清理工作,避免冷凝产物富集过多,玻璃表面易出现滴落物,影响产品质量和生产效率。
2.4.2 压辊管理
压辊作为光伏生产成形设备关键构件之一,其质量稳定性直接影响换机周期,入厂装机前后需做好相关的检查检测工作,并对每根压辊制定台账,主要为内外辊径、壁厚、花纹、粗糙度、运行跳动等参数,相关参数直接影响产品的外观质量及相关性能指标。一对压辊上线后,其正常使用周期基本3个月以上,装机后也需按相关压辊管理制度进行严格检验检测,对异常压辊做好隔离处理。
2.4.3 唇砖管理
唇砖作为光伏压延玻璃生产过程中成形工艺关键设备,由于直接接触玻璃液,要具备良好的耐侵蚀性、热稳定性、低气孔率,较小的线性膨胀,且上线后排泡时间短等优点,对生产稳定和高效性具有决定性的作用。
目前唇砖基本采用a-b刚玉材质和锆莫来石材质,两种砖材由于材料特性及成型工艺的不同各有利弊。
a-b刚玉材质唇砖耐侵蚀能力优于锆莫来石唇砖,上线后可达6个月以上,但是排泡时间受a-b刚玉唇砖成型工艺影响较大,在砖材验收过程中,无法通过外观进行识别,上线后需有较为严格的升温制度,对砖材需长时间的稳步升温预热,防止投入使用后出现砖材断裂,造成产品出现隐线、固定泡源问题。
锆莫来石材质唇砖相对刚玉质唇砖排泡时间短,上线后稳定,可作2700 mm以上整砖制作,降低分体砖中间存在隐线或气泡源的风险。但作为整体砖使用时,如果安装或引板前预热时间未按要求执行,极易出现断裂或裂纹,降低唇砖的使用寿命和产品质量。
唇砖安装前需提前烘干,将唇砖放置在窑炉澄清部区域进行烘干。安装过程严格遵循唇砖安装标准和安装程序执行,对上线后唇砖整体标高进行测定并调整,降低唇砖与尾砖的高度差,防止唇砖口出现下扒或上翘等问题。
目前唇砖采用整体砖结构逐步成为趋势,长度可达2700 mm以上,故引头子前后按计划调整唇砖顶丝,防止唇砖过度膨胀、中间位置鼓起或出现挤压断裂等问题,引发玻璃隐线重、固定泡源等质量问题。
3 结语
玻璃生产企业需控制物料的源头,尤其是针对低铁高透光率的光伏玻璃生产,企业应实施提效降本管理,做好进场物料按品位实施等级管理,如物料的铁含量、颗粒度、主体化学成分等,不同批次不同等级差异性搭配,最大化降低品位差异带来的工艺性波动。
光伏玻璃生产工艺控制需深入了解光伏窑炉设计的初衷,工艺调整、窑炉结构以及成形方式相结合。由于光伏窑炉结构及成形方式的差异性,工艺控制点较多,工艺技术人员需要更长时间的工艺摸索,采用实时监测和控制方式,通过生产实际不断优化改进,挖掘更为合适的工艺控制方式,为实现低成本高质量的光伏发展作出贡献。
猜你喜欢
建材发展导向(2021年13期)2021-07-28 07:15:04
装备维修技术(2021年45期)2021-03-03 00:22:53
渔业致富指南(2020年6期)2020-12-19 22:38:58
消防界(2019年9期)2019-09-10 07:22:44
江苏建材(2018年2期)2018-05-21 12:24:28
含笑花(2018年1期)2018-01-24 15:28:06
数位时尚(幼儿教育)(2017年4期)2017-04-25 02:50:10
佛山陶瓷(2017年1期)2017-02-23 13:44:17
中国陶瓷工业(2015年4期)2016-01-05 11:48:04
建材与装饰(2015年27期)2015-04-16 05:31:37
