机床转台角度与偏心误差的分析与校正
2022-09-15 06:22:42刘宏伟杨锐向华陈超超
机床与液压 2022年12期
刘宏伟,杨锐,向华,陈超超
(1.湖北文理学院机械工程学院,湖北襄阳 441053;2.襄阳职业技术学院,湖北襄阳 441053;3.襄阳华中科技大学先进制造工程研究院,湖北襄阳 441053;4.陆军第955医院,西藏昌都 854000)
0 前言
机械零件的加工精度由机床自身的精度所决定,带转台的数控机床是加工复杂零件的主要工具。测量转台所产生的几何误差,然后进行分析和校正,能够有效提高机床的加工精度。机床转动轴误差对机床精度的作用要大于直线轴所产生的影响,所以旋转轴的精度对提高机床整体精度至关重要。
旋转台的角度一般由旋转编码器来显示,编码器由一片随主轴转动的圆光栅盘和一个固定在外筒座的光感测器所构成,而且旋转编码器一般都装在主轴的下方。旋转台装配时存在误差,使得旋转台偏离主轴中心轴线,导致实际的旋转台中心轴线和理想状态下的轴线偏离一定的距离,造成旋转角度误差和偏心误差。常规的装配误差方法是利用测试棒和千分表配合使用检测机床旋转台的装配误差,但这种方法的检测精度不高,受操作者人为因素的影响较大。 KHAN和CHEN提出了对旋转轴产生的误差进行分离求解的方法。ZHAO等通过转台的轮廓误差分析转台的运动精度。
对于机床转台的角度误差和偏心误差,本文作者提出一种快速的分离和测量方法,依据测量的结果进行分析和校正,最后验证该方法的有效性。
1 机床转台的误差
1.1 机床转台的角度误差分析
如图1所示,制造和安装误差使得机床转台在运动时产生角度误差,理想轴心线和实际轴心线的夹角为。该角度误差的产生是由于旋转台绕轴心线转动时产生了3个转角误差,分别为转台自身绕轴的滚动角误差、转台偏向轴的俯仰角误差和转台偏向轴的偏摆角误差,在三维空间上可表示为

图1 机床转台的角度误差

(1)
式中:Δ′、Δ′和Δ′为转台所产生的转角误差;′为转角误差的变换矩阵。


(2)
由于、和的值很小,则cos≈cos≈cos≈1、 sin≈、 sin≈、 sin≈。上述矩阵可简化为
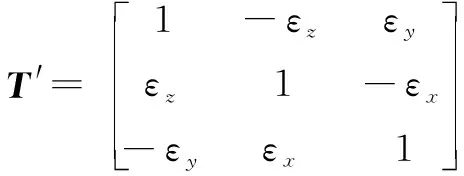
(3)
1.2 机床转台的偏心误差分析
机床转台的理想轴心线和实际轴心线之间除了角度误差外还存在偏心误差,如图2所示。此偏心误差为转台分别在方向、方向和方向的移动误差、和。空间上该移动误差可表示为
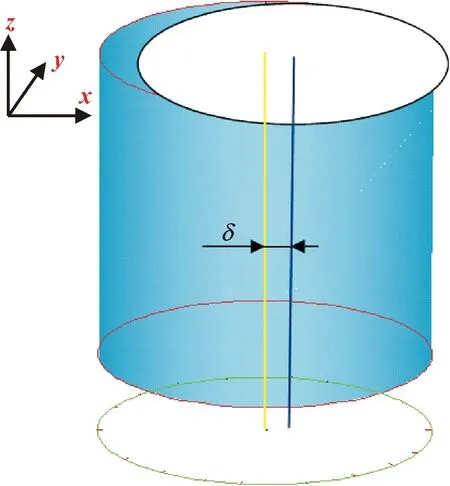
图2 机床转台的偏心误差
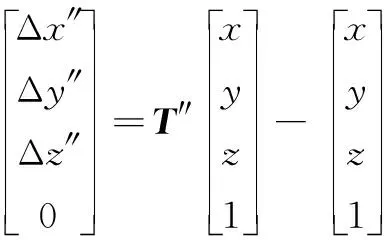
(4)
式中:

(5)
式中:Δ″、Δ″、Δ″为转台所产生的移动误差;″为移动误差的变换矩阵。
综合以上分析可得机床转台在空间上产生的几何误差为

(6)
其中:

(7)
由此,机床转台的转角误差和偏心误差被分离出来。分别校正这两项误差,均能够使转台的中心轴线调整到接近理想位置上,进而提高转台的运动精度。
2 机床转台误差的校正
假设转台工作时绕轴旋转,所产生几何误差导致旋转台的理想轴线和实际轴线不重合,此误差由转角误差和偏心误差所构成,如图3所示。旋转台工作时旋转的角度通过旋转编码器检测后发送给数控系统。旋转编码器由光栅盘和光感读数头两部分组成,加工时光栅盘转过一个角度,光感读数头则会检测到该角度值,从而反馈给数控系统达到控制的目的。分解旋转台的几何误差,其中一项误差为转角误差。

图3 机床转台的几何误差 图4 旋转台的水平调整
根据旋转台的直径选择水平仪的量程范围,要求水平仪的量程近似等于旋转台的直径。根据水平仪的测量结果调平旋转台,如图4所示。
调平后的旋转台仍然存在偏心误差,使得实际旋转台的中心轴线和理想位置不重合。利用角摆仪测量调平后的旋转台。安装角摆仪时首先将角摆仪的发射头放在三脚架上,调整三脚架与地面的高度,使得发射光水平地通过主轴的中心轴线;其次,将角摆仪的反射镜放置在主轴的正下方,调整主轴和角摆仪的发射头,使得主轴轴心线和角摆仪的发射光相互垂直,垂足刚好汇交于反射镜内,如图5所示。
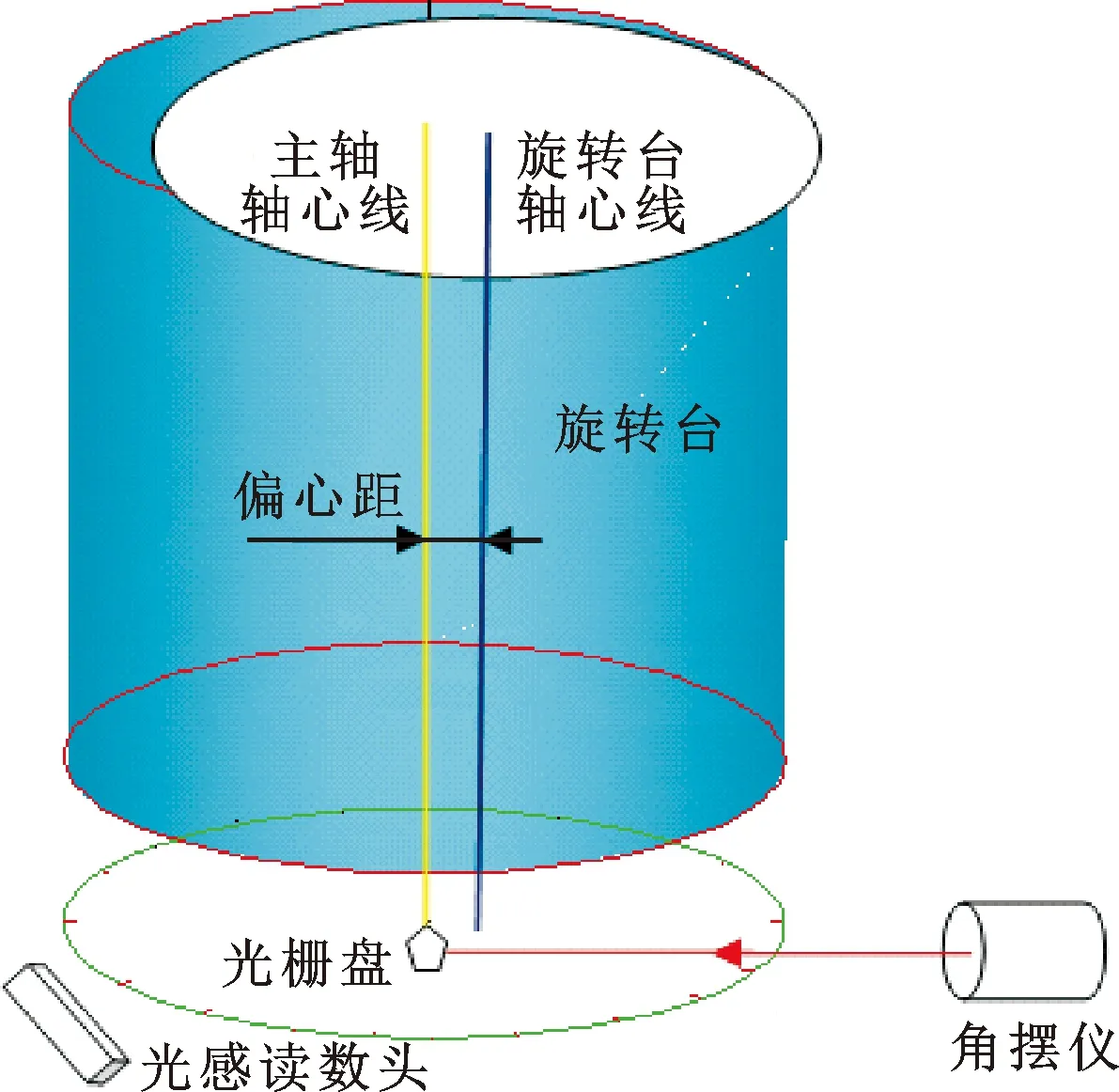
图5 旋转台的偏心调整
根据以上测量方法,理想和实际状态下转台误差描述如图6所示。理想状态下旋转台正下方的编码器的圆心为,实际状态下的圆心为′;旋转台绕轴线旋转角,其旋转半径为′,该参数由旋转编码器测得;而采用角摆仪测量时,其旋转中心为点,半径为′,其理想的旋转角度为;由此得出理想的旋转角度和实际的旋转角度之差可表示为=-;矢量是Δ′的一条边。分解矢量可得在轴上的投影为Δ,在轴上的投影为Δ,即=Δx+Δy,如图7所示。依次调整旋转台在轴上的误差Δ,在轴上的误差Δ,从而使旋转台停留在靠近理想的位置上,达到提高加工精度的目的。

图6 理想和实际状态下转台误差示意
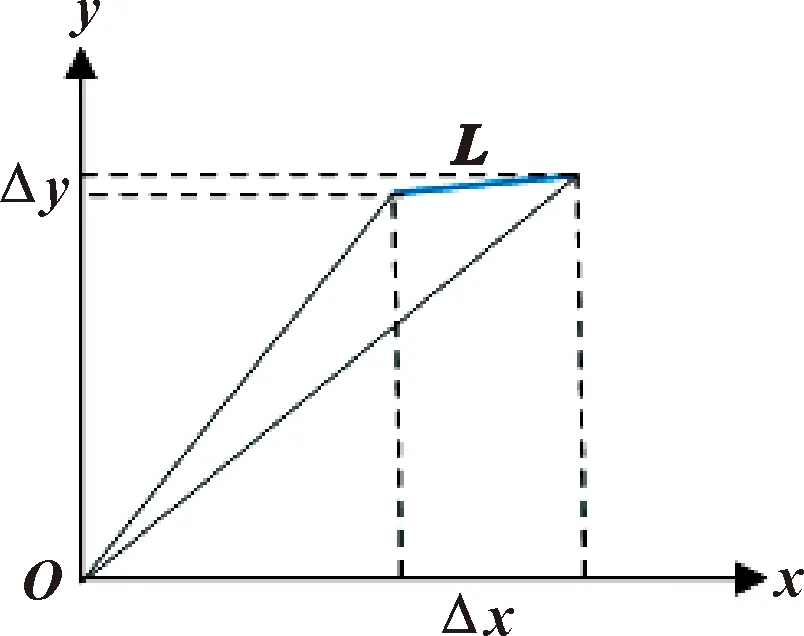
图7 转台误差矢量分解
3 校正效果的验证
校正前后机床转台的定位精度在一个五轴的加工中心上进行实验验证。将水平方向上工作台的回转轴作为研究对象,回转轴的旋转角度为0°~360°,安装角摆仪时保证角摆仪在旋转过程中有光信号反射回激光干涉仪的传感器上。测量起点从0°开始,采样点为11个,测量次数为2次,分别为校正前的测量和校正后的测量。校正前后转台角度定位误差对比如图8所示。

图8 转台角度定位误差
在校正前,转角的定位误差为[-20″,19″], 校正后,转角的定位误差为[-18″,12″],转台的定位精度提高了23%。
4 结束语
本文作者提出了机床转台角度误差和偏心误差的分析与校正方法,运用角摆仪测量机床转台校正前后的定位误差。结果表明:校正后,该转台的定位精度相比校正前提高了23%,验证了校正方法的有效性。所提出的方法能够应用于机床的检测和维修,成本低,效率高,在工程上具有一定的运用价值。
猜你喜欢
中学生数理化·七年级数学人教版(2021年9期)2021-11-20 06:11:52
装备制造技术(2020年11期)2021-01-26 00:39:14
快乐语文(2018年7期)2018-05-25 02:32:15
解放军健康(2017年5期)2017-08-01 06:27:42
水利科技与经济(2017年10期)2017-04-25 00:21:00
知识经济·中国直销(2016年2期)2016-11-07 09:33:42
少儿美术·书法版(2016年12期)2016-02-06 01:00:54
小说月刊(2015年9期)2015-04-23 08:48:23
交通建设与管理(2015年13期)2015-03-20 15:18:48
人生十六七(2015年5期)2015-02-28 13:08:24