建筑施工现场中焊接技术的质量控制
2022-09-14 01:26陈旭东
散装水泥 2022年4期
陈旭东
(江苏正阳建设项目管理有限公司,江苏 沭阳 223600)
1 钢筋焊接前的质量控制和管理要点
钢筋焊接施工时一般遵循的工艺流程如图1所示。
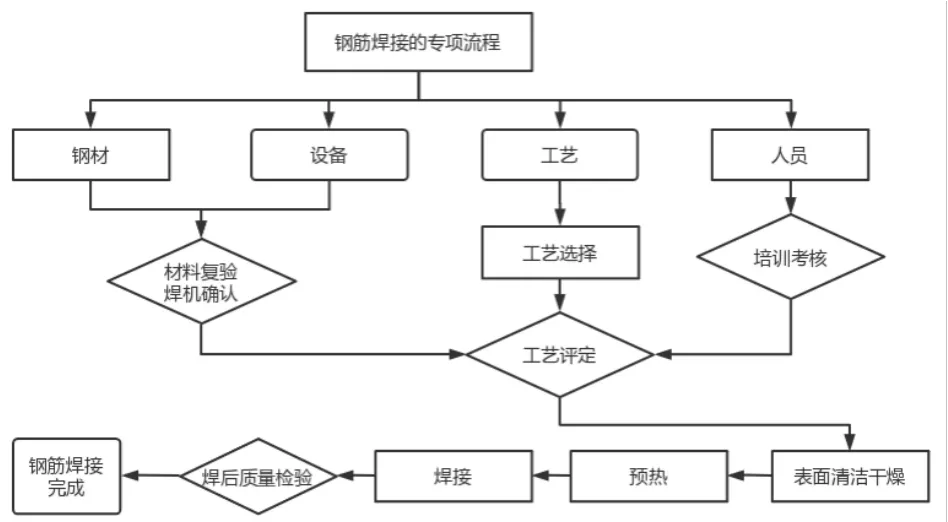
图1 钢筋焊接工艺流程
1.1 焊接前对焊接材料的质量检验
考虑到不同用途的钢材存在不同成分构成的问题,因此,在焊材的选用上也要注意一些特殊性能要求。为保证焊接部位能达到整体质量要求,应在焊接前对焊材即钢筋是否合适、质量是否达标进行严格确认,以提高焊接前质量控制水平。
1.1.1 对焊接材料的认可
在焊接施工前必须按照技术说明书的要求对焊材进行烘焙处理,主要注意如下几点:一是去除焊丝表面的污物和杂质,保证焊丝清洁干燥。二是选择合适的焊材,一般可使用高性能级别的焊材焊接低性能级别的钢材,但从成本和技术质量上进行考量,在不同级别钢材进行焊接时,焊材一般匹配低级别钢材。三是焊材应通过相关质量标准认证。四是仔细核查焊材技术说明书,确认焊材产品信息。
1.1.2 选择合适的焊接材料
为有效降低焊接施工成本同时兼顾施工质量,应选择合适的焊材以匹配母材。就1级和1Y级焊材而言,1级焊材仅适用于普通强度钢材,1Y级焊材可适用普通强度和高强度钢材。对不同强度级别的钢材进行对接时,非强力结构应采用与低强度等级钢材匹配的焊材,而强力结构应采用与高强度等级钢材匹配的焊材。
1.2 焊接前对焊工的管理与考核
1.2.1 分类管理
焊工操作技能水平可分为A、B、C、D四类,在焊接施工前应根据技能水平和焊接部位难度合理分配焊工,要做到焊工技能水平与焊接岗位相匹配,以提高焊接施工质量。
1.2.2 技术指导与培训
为提高焊工焊接技能水平,应建立焊工质量考核档案。施工单位应记录每一位焊工的施工质量情况,并纳入档案进行跟踪,对焊工施工作业的整体质量水平进行考核。在焊接施工现场可采用质量确认表对焊接施工质量进行记录跟踪,同时,将记录结果纳入焊接施工人员管理档案。对考核不合格的焊工应及时开展再培训工作,考核合格后才能继续上岗。对焊接的重点部位应设置固定的焊接人员,固化焊接工艺,可有效地提高焊接施工效率。
1.2.3 现场焊工实行焊接实名制管理
对焊接施工实行实名制管理,压实焊工对于质量安全的责任制。将焊接施工人员信息标注在焊接件周边,一旦出现问题可开展溯源追踪程序。此举一方面可有效提高焊接施工人员的施工质量责任意识,另一方面,采用质量确认表等形式加强对焊接施工人员技术考核和培训机制。
1.3 焊接工艺的选择、评定与执行
1.3.1 焊接工艺的选择
选择焊接工艺时,应充分考虑焊接工艺在施工现场是否具有可行性、焊接坡口是否正确、作业精度以及施工工艺和焊材在施工现场的适应性等因素。选择合适的焊接工艺将有效提高焊接施工效率和质量。选择焊接工艺时注意以下几点:
①结合具体施工,考量焊接方法和焊接工艺是否合理。
②选择合适的焊接坡口形式和尺寸。
③选择合适的加工方法并确定合理的加工精度。
④施工人员应在施工前对施工环境进行考察,以确保选定的焊接工艺、工具和材料在实际施工环境中具有可行性。
1.3.2 焊接工艺的评定
在焊接施工作业前需要进行焊接工艺评定是确定焊接施工作业是否可行的必要环节。在进行焊接工艺评定时,首先研判焊接工艺是否与具体施工项目环境匹配,如果不匹配,则需要及时纠正;当已经完成并通过的焊接工艺评定存在变动时,应重新进行焊接工艺评定。在推行新工艺、新技术、新材料和新设备时,同样要分析其是否与实际施工环境匹配,对涉及施工作业的全体人员进行技术指导和业务培训。
1.3.3 制定焊接工艺的执行纪律
在焊接施工中应依据已经认可的焊接工艺评定编制相应的焊接施工项目操作规程,并在施工现场张贴,为施工作业现场提供规范指导性作业。焊接施工人员应严格遵守焊接工艺规程,严格执行焊接施工现场作业纪律,其中,主要在以下几点对施工人员进行约束,具体内容见表1。
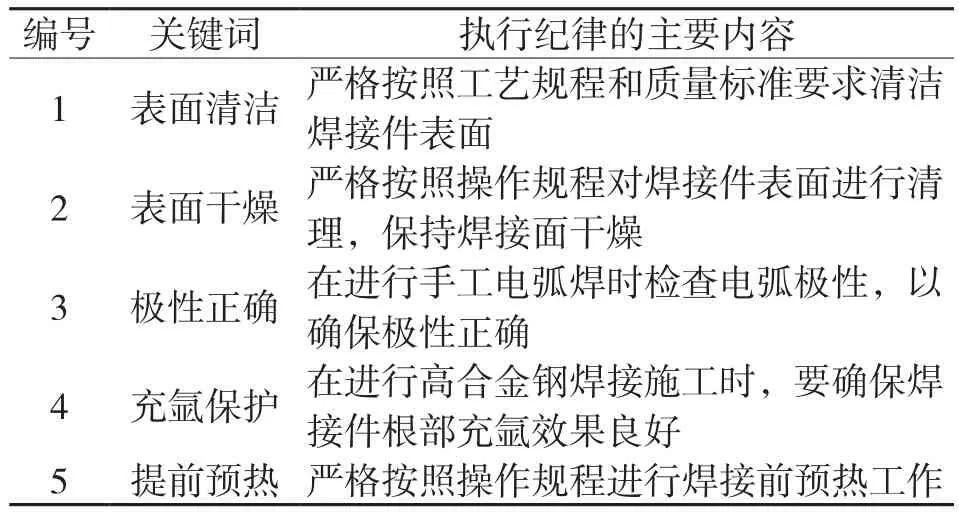
表1 焊接工艺的主要执行纪律
1.4 焊接前对焊接设备的管理
1.4.1 应用和推广新型焊接设备的可能性
在选择焊接设备时应充分考虑施工项目的各方面要素,应选用使用成本低、性能良好、便于开展现场维护的焊接设备。从焊接施工单位长远发展考虑,为适应材料焊接施工的需要,应及时更新焊接技术、工艺和焊材,同时,提高焊工的适应性。虽然新设备可能在初期会影响施工效率并增加维护成本,但从长远方面考虑,应用新设备是提升施工单位技术资质和竞争力的有效方法。
1.4.2 保证焊接设备的正常使用
电流表、电压表等测量仪器应由有资质的相关单位进行校验检测,以提高焊接施工的质量,安全防护措施同样也要经相关资质单位进行试验,以保障施工安全。在实际焊接施工中应注意以下几点:一是手工钨极氩弧焊施工作业中确保压气带不泄露。二是自动和半自动焊接中进行速度均匀的送丝操作。三是现场对焊接设备性能进行核查。四是加强安全施工巡查,及时发现并消除隐患,保障焊接施工的安全进行。
1.5 明确焊接施工质量检验要求
在对设备装置进行焊接施工时,应分析研究装置设计文件以明确相关技术要求,如装置设备应达到一定压力、酸碱度等。无明确技术要求时,应根据设计图纸的技术参数和实际的工作环境,研判出焊接施工质量标准,如压力容器或管道应根据应力状态和部位等因素区分焊缝强度等级。依据相关法律法规,结合焊接施工实际,明确焊接施工质量检验要求。
2 焊接实施阶段的质量控制
为保障焊接施工质量水平,同时对现场施工作业进行监督,实施焊接项目技术管理便成为重要工作。焊接施工管理人员应结合施工现场实际及时研判技术质量难点,并制定预案进行解决。
2.1 合理安排和布置预制及现场安装焊缝
在现场施工中,由于焊接工程技术人员未明确预制焊接口和现场安装焊接口,施工人员应自行区分预制和安装部分,但有时会存在预制和安装部分布置不合理的问题,影响正常施工。所以,焊接工程技术人员应实时跟进施工现场进度,及时提供技术指导,并随时纠正错误施工工序,以提高焊接施工质量和进度。部分需要在预制厂内进行施工的焊缝,无损探伤和热处理也应一并在预制厂内完成,以提高施工效率和焊接质量水平。
为方便现场安装焊缝,焊接件预制时就应充分考虑施工现场实际不利因素,提前预留出焊缝安装空间。主要措施如下:
(1)在预制不锈钢等高合金管道时,应充分保障根部充氩保护的作业,尽可能地减少安装焊口的数量,并合理进行安装。
(2)为现场焊接施工创造良好的作业空间。对于窄小的管道等应尽可能地将焊接和探伤作业区域设置在外部,对于口径较大的管道等焊接件应将焊接和检测探伤区域设置在内部。为节省施工现场空间,应尽可能地在预制厂内完成整个焊接施工作业。
(3)进行高空作业时,应架设符合标准的脚手架和其他安全防护措施。在施工现场吊装能力允许的情况下,应尽可能地避免高空作业。
2.2 有效应对焊接应力变形和控制问题
由于材料和技术等多方因素,现场焊接施工中经常出现应力变形的问题。为消除形变对施工质量的影响,施工人员应采取反变形工艺对焊接件进行矫正。焊接施工中产生应力变形的主要环节有坡口设置、组对环节、焊接工艺、焊工布置和反变形卡具的设置等。为防止焊接件在热处理过程中发生形变,在热处理前应将焊接件稳固放置并静止移动,以达到反形变的效果。
2.3 不定期对焊接过程进行质量检验
焊接过程的质量控制对整个焊接施工质量起着至关重要的作用。焊接过程中应进行不定期质量巡检,以控制焊接质量,主要工作如下:
(1)巡检焊机的使用及维护状态。主要是核查其出厂合格证、仪表是否在定检有效期内以及焊机是否具备良好的适用状态。
(2)巡查焊材的保存状态。主要是检查其是否按照技术说明书要求进行存放。
(3)巡查焊接人员资质和实名制执行情况。主要工作是核查焊工证是否为真、是否在有效期、是否具备相应的焊接技能等级,焊接施工现场核查是否严格执行焊接实名制。
(4)巡查焊接工艺。主要是在现场核查电流、电压是否符合焊接工艺规范要求。主要针对不同的焊接施工工艺,核查焊工对电流大小的掌控、焊工对具体焊接工艺的掌握程度等。
(5)巡查特殊施工环境下的质量控制。主要对焊接施工人员应对雨雪等特殊天气条件下的处置措施进行现场巡查。在面对雨雪天气时,应及时停止焊接作业,避免因雨水的原因影响焊接施工质量,同时,还应考虑风速、温度对焊接作业的影响。
3 焊后对焊缝进行质量检验
焊接施工结束后应对焊缝质量进行质量检验,主要分为外观质量检验和内部质量检验。
3.1 焊缝外观质量检验
外观质量检验多采用目测或借助放大镜查验焊缝表面质量,同时,也可采用磁粉或进行着色的方式检验焊接结构表面瑕疵。为方便焊接施工完成后检验焊缝质量,应做到如下几点:
(1)做好焊缝的清洁工作,便于现场目测检验。主要是去除表面铁锈、油污等视觉障碍物。
(2)携带必备的检测工具。主要有焊缝卡尺、反射镜、放大镜等。
(3)在完成施工作业适当时间内进行外观质量检验。对高强度钢材,一般是在完成施工24h后再进行外观质量检验,避免查验具有延迟性的缺陷。
(4)检查焊缝宽度。焊缝宽度一般不超过20mm。
(5)区分外观质量检验重点和次要位置。应对重点焊接部位进行焊缝外观质量检验,如重点查验焊缝包角、包缝等的质量。
3.2 焊缝内部质量检验
焊缝内部质量检验在焊缝外观检验合格流程完成后才能开展。焊缝内部质量检验主要采用射线、超风波等无损方式进行探伤检验。无损探伤作业应由专门的技术人员按照有关标准和图纸进行检验,并根据实际探伤情况出具专业报告。同时,应建立设备设施质量检验档案,方便后续维护工作开展及资料调取。部分焊缝还需要进行特定的致密性检验,主要是真空试验等。该流程是在焊缝内部质量检验流程完成后开展。
4 结语
综上所述,钢筋焊接技术的好坏直接影响建筑物结构的稳定性和安全性。建筑施工现场焊接技术管理和质量控制主要在钢筋的焊接前、焊接过程中、焊接后三个环节进行优化。为实现提高建筑施工现场钢筋焊接技术水平、降低钢筋焊接施工成本和提高焊接施工质量的目标,要深入研究建筑施工行业焊接技术,加强焊接施工现场管理,确保建筑工程现场焊接施工质量,为建筑工程的质量和安全奠定坚实的基础。
猜你喜欢
军民两用技术与产品(2022年3期)2022-06-05
节能与环保(2022年3期)2022-04-26
建材发展导向(2022年6期)2022-04-18
中国重型装备(2022年1期)2022-02-11
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年6期)2021-06-09
电焊机(2021年12期)2021-01-03
建材发展导向(2019年13期)2019-08-24
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
消费导刊(2018年8期)2018-05-25