
造纸黑液超临界水气化制氢与高附加值化学品回收研究进展
2022-09-13 07:57戚新刚路利波陈渝楠葛志伟郭烈锦
化工学报 2022年8期
戚新刚,路利波,陈渝楠,2,葛志伟,2,郭烈锦,2,3
(1 西安交通大学动力工程多相流国家重点实验室,陕西 西安 710049; 2 佛山市南海区鑫锦伟华洁净能源研究院,广东 佛山 528200; 3 江西理工大学国际创新研究院,江西 南昌 330013)
引 言
造纸黑液是碱法制浆造纸工业的污染物[1],其主要是由木质素降解物、半纤维素、纤维素以及部分无机盐(Na2CO3、NaOH、Na2S、Na2SO4等)组成。碱法制浆工艺[2]因添加蒸煮化学品的不同分为烧碱法制浆和硫酸盐法制浆。在烧碱法制浆工艺中添加的化学品为NaOH,而硫酸盐法制浆工艺中则是添加NaOH 和Na2S。在碱法制浆工艺中,通过蒸煮木材提取纤维素纤维,而剩余的木材成分以及蒸煮的化学品则通过洗涤形成黑液,每生产1 t纸浆会产生7 t 左右固体含量为10%~20%的造纸黑液,对环境污染极大。如何有效地对造纸黑液进行无害化资源化利用一直是环境研究的热点和重点[3-5]。由于大量的游离碱、硫化物和有机物存在于造纸黑液中,致使国内外造纸行业多年来对造纸废水的处理主要致力于废水中化学药品和纤维原料的回收与综合利用。
目前国际上应用最广泛的处理工艺是Tomlinson 碱回收炉法,采用燃烧产生蒸汽的方式实现黑液中能量的回收。经过近70 年的发展和应用[6-7],该工艺固有的问题和缺点逐渐显露出来。例如,浓度较低(<20%)的稀黑液需要被蒸发浓缩至60%以上的浓度才能进行燃烧处理,造成巨大的能量耗费。据统计,造纸黑液蒸发浓缩用能占制浆厂总耗能的37%左右。并且碱炉焚烧较高的气化温度造成黑液中碱盐的熔融也会带来安全和操作上的问题。另外,造纸黑液在燃烧过程中会形成SO2和NOx等污染性气体和粉尘颗粒,对环境具有很大的危害[8]。
除了传统的碱回收炉法,还有电渗析法[9-11]、酸析法[12-13]、絮凝沉淀法[14-15]、生物处理法[16-17]等,但是这些方法仅对造纸黑液进行无害化处理并未回收黑液中的能量和有用物质。将造纸黑液进行气化处理不仅对造纸黑液进行了无害化处理还可以将黑液中含能物质转化为合成气等,是一种较为有效的能量回收与处理方式。很多学者和企业对造纸黑液气化开展了研究,美国的MTCI 公司开发了一种强脉冲、间接加热的流化床气化炉[18-19],该气化炉在Norampac 浆厂和Georgia-Pacific 浆厂进行了应用。该技术具有高效换热布置、热流均衡、较低的NOx排放等优势,但是较低的气化温度致使造纸黑液中碳转化率较低,热效率仅为70%,但仍高于常规碱回收炉。瑞典的ABB 公司开发了一种直接苛化的黑液气化工艺(DARS)[20],在该工艺中气化炉冶炼的水溶物直接苛化导致Na2CO3转化为NaOH,简化了工艺流程。DARS 工艺提供一种适用于小型纸浆厂的黑液回收技术,工艺较碱回收锅炉安全。但是该工艺的主要缺点是需要控制氧化铁的氧化水平,从而不会形成惰性化合物,而且反应后有大量氧化铁粉尘的形成,因此被证明不适用于商业纸浆厂[21]。Chemrec 公司开发的Chemrec 法[22-23]将浓缩至65%的黑液与预热空气通过雾化喷嘴进入气化室,在还原条件下发生气化反应。气化室的操作温度为955℃,无机熔融物溶解于急冷溶液中,成为绿液,送往苛化。Chemrec 法碱回收系统在美国和瑞典运行,增加了纸浆产量,提高了纸浆厂化学品和能量效率。以上造纸黑液的传统气化过程中存在粉尘、含硫气体、氮氧化物等高污染物的排放,因此造纸黑液传统气化在洁净低碳的能源利用体系下也难以占得一席之地。
超临界水是指温度和压力在临界点(Tc=374℃,Pc=22.1 MPa)以上的水[24]。水在超临界状态下区别于传统的气相和液相,而呈现为一种介于两者之间的均一的状态。超临界水有着不同于液态水的结构,其中的氢键以团簇的形式存在,并且氢键的数量和寿命都比液态水有明显的降低[25-26],氢键的减少增加了水的反应活性,这对促进超临界水条件下的反应起着至关重要的作用[25,27]。在超临界水状态下,水的介电常数更接近有机溶剂[28]。因此,超临界水可以溶解大部分的有机物和气体小分子,但对无机盐的溶解度较低,其溶解性与液态水完全相反[29]。对有机物和气体的高溶解度使得超临界水成为有机物反应的理想溶剂,它可以使有机反应成为均相反应,提高了传热传质效率,从而极大地提升了反应速率[14,30]。如图1所示,超临界水在促进多环芳香化合物开环时的能垒比传统热解气化过程中下降了71.87%[31]。超临界水气化技术利用超临界水的特殊物理化学性质,可以实现对煤炭、各种生物质及有机废弃物的高效气化[32-36]。

图1 超临界水气化与传统热解气化的反应势能及反应进程对比[31]Fig.1 Comparison of reaction potential energy and reaction process between supercritical water gasification and conventional pyrolysis gasification[31]
造纸黑液作为一种生物质废弃物,通过超临界水气化可使其中的有机质转化为高纯度的CO2和H2混合气体,而无机物则无害化资源化沉积下来。该技术避免了SO2、NOx等有害气体和固体残渣废弃物的生成,是一种清洁、高效、无污染的能源化利用和无害化处理技术[37-42]。
本文综述了造纸黑液超临界水气化制氢机理和规律的研究进展,介绍了造纸黑液中无机盐在超临界水条件下的反应和分离回收,然后介绍了造纸黑液超临界水气化反应装置的发展现状,并针对现存问题对造纸黑液超临界水气化制氢和资源化无害化处理回收有用成分进行了展望。
1 造纸黑液超临界水气化制氢机理与规律
1.1 超临界水气化制氢反应机理
造纸黑液超临界水气化过程主要反应的参与者是水、有机质和无机盐,其中有机质的高效转化是超临界水气化制氢的关键。本节主要讨论超临界水和无机盐对有机质气化的作用机理。
1.1.1 超临界水的作用 超临界水气化制氢反应中,超临界水起到至关重要的作用,可以作为反应物或催化剂参与反应[43],也可以通过溶质-溶剂相互作用和溶剂重组促进活化自由能的变化[44]。
在超临界水气化反应中,水分子可以作为反应物参与气化反应,主要作用是参与水解反应[45],提供氢源[46]和自由基源[47]。水解反应是超临界水气化的重要反应。水解反应中,化学键受到水或者水与盐反应生成的酸或碱的影响而断裂。许多有机化合物中都会发生不同程度的水解,具体取决于它们的反应性。在不添加催化剂的超临界水气化过程中,全烃化合物往往能抵抗水解,而含有杂原子官能团相连的饱和碳原子的化合物则更容易水解[47],如醚类、酯类、酰胺和卤代烃。在这些水解反应中,有机化合物的反应性可以通过一些水溶性水解产物的自催化来增强。具体而言,由酯、醛和胺水解产生的羧酸以及由含卤素和含氮化合物水解产生的无机酸作为酸催化剂,而胺、酰胺和腈水解产生的氨可以作为碱催化剂[43]。造纸黑液中的木质素、纤维素等含有大量的醚键等官能团,在超临界水条件下容易发生水解反应,使得有机大分子转化为小分子,降低降解难度。超临界水也可以作为气化产物的氢源,Park 等[48]采用同位素标记的方法来研究气体产物中氢气的氢原子来源,使用D2O 代替H2O 与有机化合物反应,发现气体产物中的氢原子主要来源于水。水作为氢原子来源,为有机物的加氢降解提供氢,而且加氢反应在自由基化学中可以起链终止作用,可以降低聚合物的分子量,形成大量的小分子化合物,从而减少结焦[49]。除此之外,水参与了水煤气变换反应进一步产生氢气[50]。超临界水也可以作为自由基源对有机物的转化特别是芳香类化合物的转化起到重要作用。超临界水在高温低密度情况下分解产生H 自由基和OH 自由基等,它们可以促进芳香族化合物的异分解反应,并且抑制偶联反应。而OH 取代苯环上的氢原子,使得π 电子离域,导致苯环不稳定,进一步的反应可以促进开环反应并产生相对低分子量的化合物[51]。
超临界水分子在气化反应中也起到催化剂的作用,主要是作为酸碱催化剂的前体和直接参与形成过渡态降低反应能垒[52]。超临界条件下水的离子积更高,导致H+和OH-浓度比普通条件下更高,从而使得在超临界水环境下需要强酸或强碱催化的反应可以在超临界水中更容易进行。水作为酸碱催化剂前体在醇脱水、水解、双键加水、醇醛缩合和Friedel-Craft 烷基化等反应中具有一定的催化作用[43]。超临界水也通过参与构建过渡态来降低甲酸等的降解能垒。Wang 等[53]证明水分子通过在过渡态中提供质子来促进甲酸分解。Savage 等[54]也进行了相似的计算,预测超临界水中的甲酸降解能垒比气相中的低20~30 kcal/mol(1 cal=4.18 J)。
超临界水作为反应物和催化剂参与有机质的降解,有效降低了反应能垒,也为有机物的高效转化提供了溶剂环境,通过改变活化能和传质来影响反应速度[43]。相对于传统的黑液气化,超临界水气化处理黑液具有较强的优势。
1.1.2 碱盐的催化 黑液中存在大量的碱盐(Na2CO3和NaOH 等),碱盐对有机质的气化起到催化作用,主要是由于碱催化了水煤气变换反应[33,55]。Wang等[50]结合Elliott等[56]和Sınağ等[57]的研究构建了三个潜在反应机制,如表1所示,采用密度泛函理论(DFT)从理论上研究了超临界水气化反应中碱盐催化的反应机理,其中方案3的整体能垒更小,并确定了HCOO-+H2O+H2是产生氢气的主要步骤,也是速率控制步骤,能垒为47.94 kcal/mol,在此机制上碱催化与非催化条件下水煤气变换反应在Arrhenius方程中拟合速率常数的比较如图2所示。
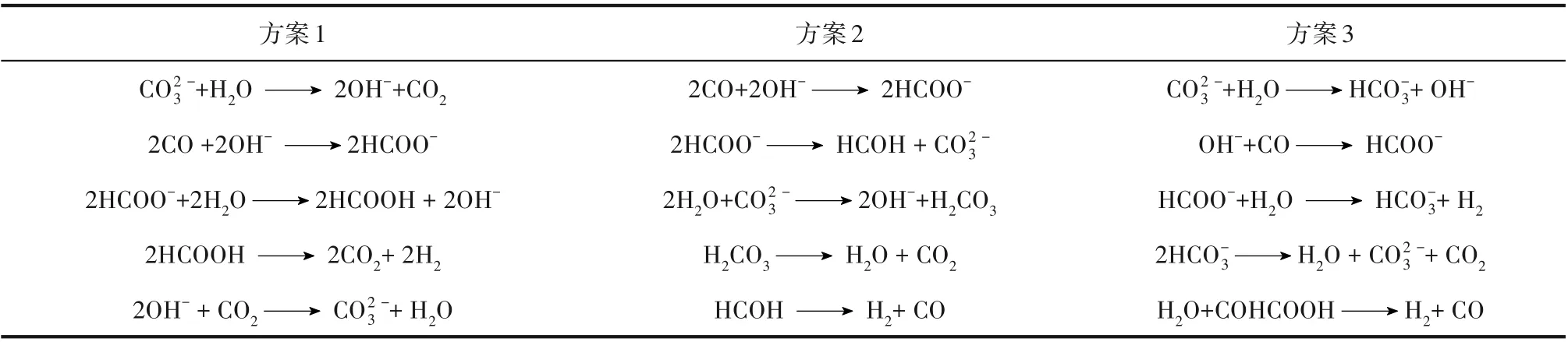
表1 水煤气变换反应碱催化机制[50]Table 1 Mechanism of alkali-catalyzed water gas conversion reaction[50]

图2 碱催化与非催化条件下水煤气变换反应在Arrhenius方程中拟合速率常数的比较[50]Fig.2 Comparison of fitted rate constants in the Arrhenius equation for water-gas conversion reactions under alkalicatalyzed and non-catalyzed conditions[50]
1.2 反应条件的影响
1.2.1 温度的影响 在超临界水气化反应中,反应温度是最重要的影响因素,这主要是因为反应温度限制了反应的类型。Kruse 等[58]研究发现在超临界水条件下有机质的转化存在两条竞争路径(离子型和自由基),其主要取决于不同反应温度下的动力学特性。在亚临界条件下,反应是以离子型反应为主,而在超临界条件下,反应是以自由基反应为主。随着反应器温度的升高,超临界水气化的反应从离子向自由基转变,提高了产品气体的产量[59]。从热力学的角度来看,造纸黑液中有机质分子之间复杂键的分解也需要提高温度来提供大量的能量。从以上结果可以看出,水在超过临界点后,随着反应温度的升高会更好地促进自由基反应的发生,从而提高气化效率。
Sricharoenchaikul[60]使用石英管反应器对造纸黑液的超临界水气化进行了研究,发现反应温度的升高促进气体产物特别是氢气百分含量的增加,导致焦炭和焦油的减少。随着反应温度从375℃增加到650℃,原料中的氢转化为氢气的比例从5.3%增加到8.9%。在650℃和10%(质量)的条件下,总的气体质量比例最高达到75.4%,而焦炭和焦油达到最小值,分别为17.3%和7.3%。de Blasio等[41]在连续式反应器里,500~600℃、25 MPa 的条件下,开展了造纸黑液的超临界水气化实验。在反应温度为500℃,造纸黑液稀释后浓度为4.08%(质量)的条件下氢气产量为7.87 mol/kg,碳气化率为36.7%。当反应温度升高到600℃时,由于盐沉积而导致了反应器堵塞,其气化效率较低。Casademont 等[61]在连续式反应器里,在600~700℃温度区间,研究了造纸黑液稀释后的超临界水气化。在700℃,23 MPa,0.81%浓度下获得的最大氢气产量为33.62 mol/kg,随着温度从600℃升高到700℃,碳气化率从31.6%增加到53.8%,COD 去除率从65.48%增加到77.23%[图3(a)]。Cao 等在连续式反应器[38]和间歇釜式反应器[62]开展了造纸黑液的超临界水气化研究。在连续式反应器里,25 MPa、400~600℃的条件下,对2.5%浓度的造纸黑液进行了超临界水气化的实验研究,如图3(b)所示,可以看出温度对黑液超临界水气化影响很大,随着温度从400℃升高到600℃,H2产量从6.82 mol/kg 增加到11.26 mol/kg,COD 去除率大大提高,由26.31%提升到了88.69%。实验得到的液体产物颜色逐渐变浅(图4)。
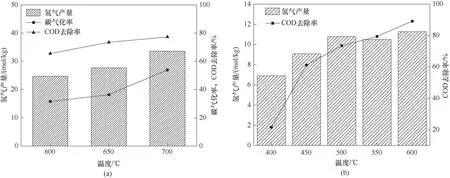
图3 稀释黑液在不同连续式反应器的超临界水气化效果(a)23 MPa,600~700℃,0.81%(质量)[61];(b)25 MPa,400~600℃,2.5%(质量)[38]Fig.3 Supercritical water gasification of dilute black liquor in different continuous reactors(a)23 MPa,600—700℃,0.81%(mass)[61];(b)25 MPa,400—600℃,2.5%(mass)[38]
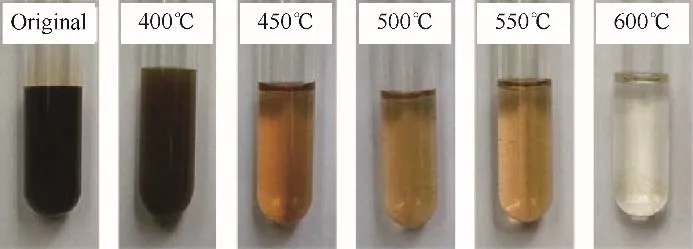
图4 稀释黑液超临界水气化反应后的颜色[38](25 MPa,400~600℃,2.5%(质量))Fig.4 Color of dilute black liquor after supercritical water gasification reaction[38](25 MPa,400—600℃,2.5%(mass))
以上研究并未对原始造纸黑液的完全气化进行研究,为了深入研究原始造纸黑液在超临界水条件下的完全气化,Cao 等[62]在釜式反应器里,在600~750℃更高温度参数范围内对原始黑液(9.5%(质量))超临界水气化的影响进行了研究。如图5所示,随着温度从600℃升高到750℃,H2含量增加,CO2和CH4的含量下降,而CO 含量低于2.20%。碳气化率从71.21% 增加到94.10%,接近完全气化。

图5 不同温度下的间歇釜式反应器超临界水气化[62](25 MPa,600~750℃,9.5%(质量))Fig.5 Supercritical water gasification in an intermittent batch reactor at different temperatures[62](25 MPa,600—750℃,9.5%(mass))
1.2.2 压力的影响 压力影响不同极性反应之间的竞争,在压力和密度增加的基础上,自由基反应减少或者不变,而压力的增加使得介电常数变大和密度变大,导致了离子中间体的增多,从而使得离子型反应增多,因此自由基反应速率和离子反应速率的密度依赖性是相反的,并导致产物组成随压力变化规律较为复杂[63]。对于黑液超临界水气化过程,自由基反应占据了主导地位,在这种情况下压力对黑液超临界水气化的影响较小[64]。
Sricharoenchaikul[60]在石英管反应器里对黑液超临界水气化的压力的影响进行了研究,如图6所示,发现在相同的反应温度下,增加系统压力对碳气化率影响不大。在650℃下,对于22、30 和40 MPa 的反应压力,总的碳气化率分别为70.51%、75.54%和72.66%,这与其他物料的超临界水气化结果相似[65-66]。目前,压力对造纸黑液超临界水气化氢气产量的研究还十分缺乏,但是针对于生物质等物料的超临界水气化制氢压力影响的研究发现压力对氢气产量的影响不大[67]。
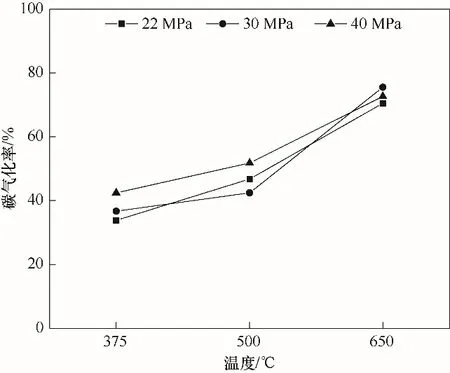
图6 不同温度和压力条件下石英管反应器里的碳气化率[60](22~40 MPa,375~650℃,2.5%(质量))Fig.6 Carbon gasification efficiency in the quartz tube reactor at different temperature and pressure conditions[60](22—40 MPa,375—650℃,2.5%(mass))
1.2.3 浓度的影响 Casademont 等[61]在连续式反应器里对造纸黑液浓度对气化的影响进行了研究,如图7 所示,在600~700℃范围,23 MPa 的条件下,H2产量随着进料浓度的增加而降低,COD 去除率也随着浓度的增加而降低,其中在700℃条件下,当造纸黑液浓度从0.81%升高到2.43%时,氢气产量从33.62 mol/kg降低到5.21 mol/kg。Sricharoenchaikul[60]对比了造纸黑液浓度为10%和20%的两个工况,发现当物料浓度为20%时,碳气化率下降了8%以上。Cao 等[62]的研究发现在700℃条件下,黑液浓度从9.5%(质量)降低到2.5%(质量)时,碳气化率有所提高(图8)。随着浓度的降低,H2的含量大大增加,而CH4和CO2的含量则大大减小。在750℃,2.5%(质量)条件下,H2的体积分数达到75.23%。这主要是由两个原因造成的[62]:(1)高含量的水可以加速分布在有机物周围的生成的中间体的扩散,并进一步促进水和有机物之间的反应;(2)水的增加使得促进水煤气变换反应以及甲烷的蒸汽重整反应的化学平衡向产氢的方向移动,使得氢气比例大大增加。

图7 连续式反应器不同进料浓度下的氢气产量(a)和COD去除率(b)[61](23 MPa,600~700℃,0.81%~2.43%(质量))Fig.7 Hydrogen yield(a)and COD removal ratio(b)for a continuous reactor with different feed concentrations[61](23 MPa,600—700℃,0.81%—2.43%(mass))

图8 间歇式反应器里不同浓度条件下气体组成和碳气化率[62](23~26 MPa,750℃,2.5%~9.5%(质量))Fig.8 Gas composition and carbon gasification efficiency at different concentration conditions in the intermittent reactor[62](23—26 MPa,750℃,2.5%—9.5%(mass))
黑液是由固形物和水的均匀混合物组成,在超临界水气化过程中,需要高反应浓度来提高能量效率,但高浓度反应导致的结焦以及无机物沉积导致的堵塞问题[41]不利于黑液超临界水气化。因此实现高浓度反应是黑液超临界水气化制氢在商业规模上应用的主要技术问题之一。
1.2.4 停留时间的影响 基于黑液超临界水气化反应器类型的不同,对于停留时间可以通过两种不同的方法来定义[64]。对于连续式反应器,反应器停留时间定义为反应器体积除以反应器压力和该温度下水的体积流量[41]。另一方面,对于间歇式反应器,停留时间定义为反应物在反应器内停留的时间。停留时间在一定时间内影响黑液超临界水气化的转化效率。但是当停留时间增加到一定程度,气体的总产量就达到稳定状态。针对间歇式反应器的造纸黑液超临界水气化,Sricharoenchaikul[60]在650℃、30 MPa、停留时间5~120 s条件下进行了造纸黑液的超临界水气化研究,发现随着反应时间从5 s增加到120 s,气态产物的量急剧增加,焦油和焦炭的量逐渐减少,原料中的氢转化为氢气的比例由9.45%提升到23.64%。当反应停留时间为120 s,物料浓度为10%(质量)时,最大碳气化率达到84.8%。该研究由于停留时间的范围较窄,不能进一步描述规律。Cao等[62]开展了更大停留时间范围的研究(图9),发现随着反应时间的增加,H2的体积分数增加,CH4和CO2的比例降低。在700℃,9.5%(质量)浓度下,当停留时间从10 min 增加到50 min 时,H2体积分数从53.13%提高到61.58%,碳气化率从71.46%增加到91.85%。更长的停留时间更好地促进了气化,提高了气化效率。当停留时间超过30 min 时,随着停留时间的增加,气体组成和气化效率达到稳定状态。
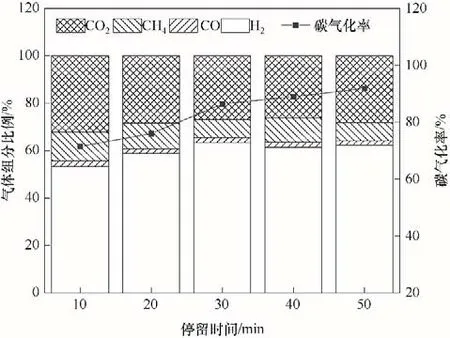
图9 不同停留时间的气体组分比例和碳气化率[62](23~26 MPa,700℃,9.5%(质量))Fig.9 Gas fraction and carbon gasification efficiency for different residence times[62](23—26 MPa,700℃,9.5%(mass))
针对于连续式反应器的气化,Cao等[38]也开展了相关研究。从图10 可以看出气体组分随停留时间的增加变化率不大,但停留时间的增加促进了黑液的气化。停留时间从5.2 s 增加到12.4 s,氢气体积分数变化不大,在44.63%~46.89%之间,但COD 去除率从70.84%增加到83.56%。

图10 连续式反应器里不同停留时间的气体组分占比(a)和COD去除率(b)[38](25 MPa,600℃,9.5%(质量))Fig.10 Gas fraction(a)and COD removal ratio(b)for different residence time in the continuous reactor[38](25 MPa,600℃,9.5%(mass))
1.2.5 催化剂影响 超临界水气化过程中常用的催化剂主要分为碱金属盐、金属催化剂和金属氧化物等。其中碱盐作为常用的催化剂不适用于黑液超临界水气化[39],因为黑液本身就含有大量的碱,进一步添加不会改变气化性能。Casademont 等[61]尝试添加NaOH催化黑液超临界水气化,发现加入NaOH略微提高了H2的产量(从33.62 mol/kg 提升到了38.66 mol/kg),但是对碳气化率几乎没有影响(从53.8%降低到了52.7%)。
对于金属催化剂的研究主要集中在较为廉价的Ni 基金属催化剂,晏波等[68]在连续式反应器里采用了Ni/ZrO2催化剂来提高造纸黑液超临界水气化的气化效率,以降低反应温度和运行成本,探索了400~500℃、24 MPa、停留时间60~150 s 条件下的催化效果,发现在400℃连续运行不到1 h 背压阀就发生堵塞,而在较高温度下可以连续运行30 h 以上,在500℃就可以达到74.87%的碳气化率,氢气体积分数达到72.07%。而在此过程中催化剂中的Ni 只有少量被氧化成了NiO,没有观察到催化剂的明显失活,他们认为在产氢过程中部分NiO 又被还原成金属Ni。de Blasio 等[69]通过使用不锈钢和镍铬钼(Inconel625)反应器来研究反应器壁面催化对黑液超临界水气化的影响,发现镍铬钼反应器相比不锈钢反应器氢气产量提高了15%。
金属氧化物被认为是适合黑液超临界水气化的催化剂[39]。Boucard 等[70]采用CeO2纳米催化剂来催化黑液超临界水气化,结果表明使用CeO2催化黑液气化将使氢气产量增加并抑制焦炭形成。在450℃、25 MPa 下使用CeO2时的碳气化率从未加催化剂时的26%提升到了30%,而氢气产量则提高了6.21%。在超临界条件下,在CeO2作用下,水可以加速形成活性氧和活性氢。活性氧的增加可以促进有机小分子里的碳氧化生成CO2,而活性氢则结合以形成H2。Cao 等[39]系统地研究了金属氧化物对黑液的超临界水催化气化,对14 种金属氧化物对气化效率和H2产量的影响进行了测试,所有被测金属氧化物对黑液的碳气化率均有 积 极 影 响,其 中V2O5、Co2O3和WO3表 现 出 最 高的催化效果,如图11 所示,在600℃,12.6%(质量)下将碳气化率分别从未加催化剂时的50.85%提高到67.98%、70.92%和71.05%。由图12 可以看出,在600℃,12.6%(质量),Co2O3催化条件下,H2的最大产量为21.67 mol/kg。添加ZnO 时的氢产量与Co2O3相近为21.03 mol/kg。因此,Co2O3、ZnO作为黑液SCWG 制氢催化剂具有很大的潜力。进一步研究发现,金属氧化物在被有机质还原过程中可以提供活性氧,促进黑液的分解和气化,还原生成的金属还可以起到催化剂的作用进一步提高氢气的产量,但高负载量的金属氧化物的还原过程会消耗可燃气体产物(H2、CO 和CH4),降低H2产量。

图11 不同金属氧化物对造纸黑液超临界水气化碳气化率的影响[39](600℃,12.6%(质量),24~26 MPa)Fig.11 Effect of different metal oxides on the carbon gasification efficiency of black liquor supercritical water gasification[39](600℃,12.6%(mass),24—26 MPa)

图12 不同金属氧化物对黑液超临界水气化氢气产量的影响[39](600℃,12.6%(质量),24~26 MPa)Fig.12 Effect of different metal oxides on the hydrogen yield of black liquor supercritical water gasification[39](600℃,12.6%(mass),24—26 MPa)
2 资源化无害化回收高附加值化学品
造纸黑液中存在大量无机盐,其回收再利用具有较高的经济价值[71]。回收得到的NaOH 和Na2S 是制浆过程中重要化学品,这两种无机化学品价格昂贵是导致造纸工业成本较高的原因之一[71]。目前,处理黑液的Tomlinson 碱回收炉法[72],采用有机质燃烧使得碱盐变为熔融态并进行回收,在此过程中Na2SO4和Na2S2O3等含硫盐被还原生成Na2S[28]。但是Tomlinson碱回收炉法会导致大量硫元素以SO2的形式损失,并且需要消耗大量能量将低浓度的黑液进行浓缩[38]。造纸黑液超临界水气化过程中,碱盐的团聚结晶有利于无机盐的高效回收。同时超临界水气化产生大量还原性气体(H2、CH4)[61]可以将Na2SO4和Na2S2O3还原为Na2S[73-74]。因此,超临界水气化技术在回收造纸黑液中的高附加值化学品时具有显著优势。
2.1 黑液无机盐在超临界水气化过程中的反应
黑液中的无机盐主要是碳酸盐、含硫盐和氯盐,其中碳酸盐作为催化剂参与了黑液超临界水气化反应,而主要的含硫盐在超临界水气化环境中则是被还原成低价硫。黑液无机盐在超临界水中主要发生的反应是硫酸盐、硫代硫酸盐等含硫盐被还原成低价硫。许多实验证明硫酸盐热化学还原不会发生在800℃以下[75-77],因此氢气对硫酸盐的还原被认为是超临界水气化过程中低价硫生成的主要途径。Wang 等[76]开展了氢气在超临界条件下还原硫酸盐的研究,分别实验了在酸性和碱性条件下的硫酸盐还原。研究发现在酸性条件下还原硫酸盐是更有利的,而在碱性条件下还原的速度会减慢,并且在检测产物过程中硫化物是唯一的还原产物,并没有发现硫代硫酸盐、亚硫酸盐和二氧化硫气体等。为了进一步了解硫酸盐还原的机制,Wang 等[76]采用量子化学计算来揭示硫酸盐在超临界水条件下的还原机理,构建了超临界水条件下的热化学硫酸盐还原反应体系,图13、图14 分别为超临界水条件下和普通气相条件下的反应能垒,发现在气相反应中SO2的消耗是不能自发进行的,这导致了SO2的积累,而在超临界水条件下生成H2SO2的反应会消耗生成的SO2,从而防止产物中出现SO2。这从原理上说明了相对于传统的黑液燃烧,超临界水气化不产生SO2,在硫的还原回收上具有优势。
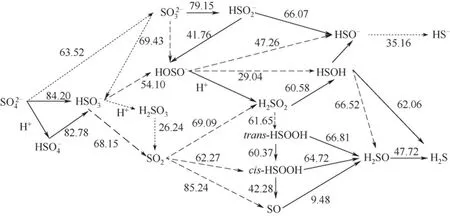
图13 气相条件下的硫酸盐还原反应体系及能垒[76]Fig.13 Sulfate reduction reaction scheme and energy barrier under gas phase conditions[76]
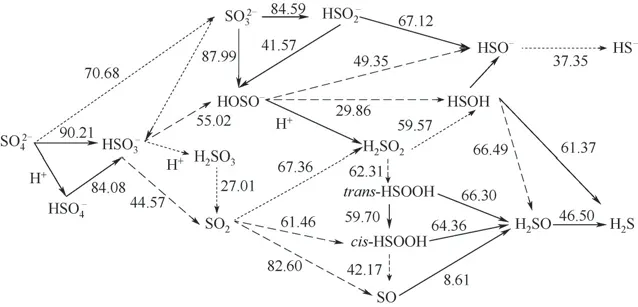
图14 超临界水条件下硫酸盐还原反应体系及能垒[76]Fig.14 Sulfate reduction reaction scheme and energy barrier under supercritical water conditions[76]
2.2 无机盐在超临界水中的分离与回收
利用无机盐在超临界水中溶解度低以及易析出的特性,无机盐可以在超临界水中达到高效回收的目标。当水的温度和压力超过临界点后,水的极性大幅下降,无机盐的溶解度急剧降低导致无机盐在超临界水中析出[78]。不同种类的无机盐在超临界水中有不同的析出特性,根本原因是不同的无机盐在超临界水中表现出不同的相态。Valyashko[79]将无机盐在超临界水中的相行为分为两大类(Type 1 和Type 2)。如图15 所示,1 类盐水系统有独立的气-液-固三相曲线和临界曲线,2类盐水系统的三相线与超临界线存在交点。简言之,1 类盐在超临界水中容易以液相的形式存在,而2 类盐在超临界水中以固相的形式存在,即2 类盐更容易在超临界水中发生团聚结晶。关于无机盐在超临界水中的分类方法,存在一些分歧与争议,Marshall[81]根据无机盐在超临界水中的溶解度来对无机盐进行分类,认为1 类盐在超临界水中的溶解度高于2 类盐。Valyashko[79]在对无机盐进行分类时,认为既需要考虑到无机盐的溶解度又需要考虑到无机盐的熔融温度,1 类盐的熔融温度一般低于1000℃,而2 类盐的熔融温度一般高于800℃。
图15 两类盐水系统相图:(a)1类盐水系统;(b)2类盐水系统[80]Fig.15 Phase diagram of two types of brine systems:(a)Type 1 brine system;(b)Type 2 brine system[80]
目前,对无机盐在超临界水中的分离回收研究不足,多数以纯盐水在连续式反应器中探究无机盐在超临界水中的分离回收规律。Schubert 等[82-84]系统地探究了超临界水中1类盐、2类盐、1类盐与2类盐混合体系、不同种类2 类盐体系在连续式反应器中分离回收特性。实验研究发现,单一的1 类盐在超临界水中可以连续高效地分离回收(回收率达80%~97%);然而单一的2 类盐在超临界水中无法连续高效回收,因为2 类盐在超临界水中析出结晶吸附于壁面并导致连续式反应器堵塞;当两种不同种类的2 类盐混合时,如Na2CO3和K2SO4,可能会反应产生1 类盐(K2CO3),形成1 类盐和2 类盐的混合物达到高效连续回收;当两种不同种类的2 类盐混合而不能形成1 类盐时,无机盐无法连续高效回收。
超临界水气化技术往往存在无机盐与有机物的相互作用,一些学者还探究了有机物在超临界水气化过程中无机盐的回收特性。Schubert 等[85]在相同的盐回收器(图16)上探究了超临界水中甘油以及甘油气化产物对K3PO4分离回收的影响,由于甘油的存在,在相同温度下,超临界水-甘油- K3PO4混合系统比超临界水- K3PO4混合系统的密度大,从而导致K3PO4的分离回收效率略高,然而随着温度的升高和反应的进行,甘油在超临界水中气化生成H2、CH4和CO2,这些气体又导致混合系统的密度降低,从而导致K3PO4在含甘油的超临界水中的分离回收效率与在纯超临界水中的分离回收效率相似。

图16 超临界水无机盐分离器示意图[83-85]Fig.16 Schematic diagram of supercritical water inorganic salt separator[83-85]
造纸黑液超临界水气化过程中对高附加值无机化学品的回收研究较少。Wang 等[86]在连续式盐分离器中,在超临界水环境下(27~29 MPa,380~435℃)对造纸黑液进行了无机盐的分离回收实验,主 要 探 究 了 造 纸 黑 液 中Na2CO3、K2CO3、Na2SO4、K2CO3、NaOH、KOH 以及Na2S 和K2S 的分离回收特性,如图17所示。由于造纸黑液中的阳离子主要以Na+形式存在,所以造纸黑液中的无机盐主要是2 类盐,在超临界水环境中容易团聚形成固相结晶并附着于反应器壁面导致反应器堵塞。通过提高反应物料中的K/(K+Na)可以有效抑制反应器堵塞并实现无机盐的高效分离与回收,随着K/(K+Na)的提高,盐回收器发生堵塞的时间延长,当K/(K+Na)>0.4时,造纸黑液在盐回收器中不再发生堵塞并且无机盐的回收率达到90%以上。
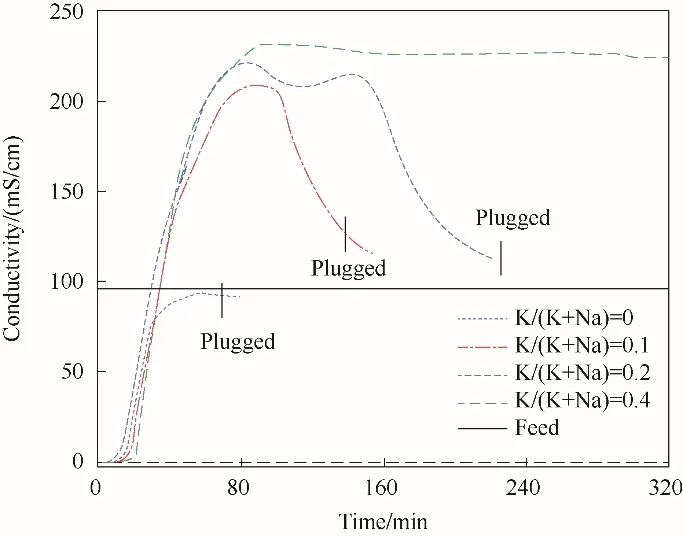
图17 无机盐回收随K/(K+Na)的变化规律[86]Fig.17 Variation pattern of inorganic salt recovery with K/(K+Na)[86]
3 造纸黑液超临界水气化反应装置进展
从以上分析可以看出,目前国内外对造纸黑液的超临界水气化制氢与无机盐等有用成分的资源化无害化回收与利用的研究还相对较少,针对造纸黑液超临界水气化的反应器的设计主要分为两类:间歇式反应器和连续式反应器。一般来说,间歇式反应器在控制温度和停留时间上具有优势,但是反应过程中随着反应产物的变化会影响系统压力[87]。此外,间歇式反应器的低加热速率导致的预热时间过长会影响合成气、炭和焦油产品的分布[32]。Sricharoenchaikul[60]采用通过砂浴加热的毛细石英管反应器(内径1 mm,外径2 mm,长度15 cm)来研究操作参数对气化的影响,该反应器升温快,可以大大缩短升温时间,但是由于体积小,产物量小,会给产物分析带来一定的困难。Boucard 等[70]采用电炉加热的高压釜式反应器(容积5 ml)来研究CeO2对黑液超临界和近临界水气化的影响,该反应器的反应温度在450℃以下,难以实现高温反应。为了克服以上的缺点,Cao 等[40]采用镍基合金Inconel625 制成了高通量间歇反应器,如图18 所示。反应器的内部容积为10 ml,设计参数为800℃和30 MPa,同时在釜内布置压力、温度传感器,加热速率最大可以达到70℃/min。高温参数范围和高加热速率使得该反应器在气化效果和气化机理的研究上具有明显优势。
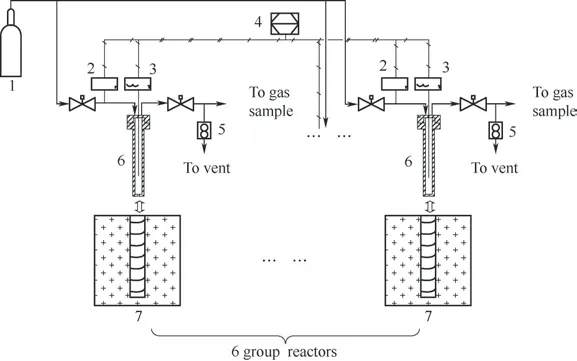
图18 西安交通大学动力工程多相流国家重点实验室间歇反应器[14,40]系统示意图Fig.18 Schematic diagram of the intermittent reactor[14,40]system at the State Key Laboratory of Multiphase Flow in Power Engineering,Xi'an Jiaotong University
由于间歇式反应器能量效率较低,难以满足工业反应器的要求,为了实现造纸黑液超临界水气化制氢的工业应用,学者们开发了不同类型的连续式管流反应器,并在连续式管流反应器下进行了造纸黑液的超临界水气化研究[38,41,61,88]。其中,反应器材料的选择对超临界水气化有很大影响,材料强度制约反应温度、压力等参数,而且在反应器材料中的Ni 等金属会在反应中起到催化作用。为了研究反应器材料对造纸黑液超临界水气化的影响,de Blasio 等[69]采用两种不同金属(不锈钢316 和镍铬钼合金Inconel625)制作的连续式反应器(内径1.1 cm,长度50.8 cm)进行了实验,发现两种反应器的碳气化率基本没有差异,但是镍铬钼反应器相比不锈钢反应器氢气产量提高了15%,可以看出镍基材料的反应器在超临界水气化制氢上具有明显优势。
连续式管流反应器会因为盐沉积以及低温区的结焦发生堵塞问题[41,68],从而影响反应器长时间的连续运行。为了实现连续式管流反应器长时间的运行,Casademont 等[61]在连续式管流反应器里(Inconel 625,内径13 mm,长度0.373 m) 进行了更低浓度(0.81%(质量))和更高温度(700℃)的实验研究,避免了在运行时间内的堵塞问题,但是只实现了造纸黑液90.35%的COD 去除率。为了克服以上缺点,Cao 等[38]设计了管式反应器(Hastelloy C-276,内径10.85 mm,长度1.24 m)并系统地研究了超临界水气化过程对黑液的COD 去除和碱回收效果,该反应器通过与预热水混合实现反应物的快速加热,从而抑制了对超临界水气化不利的低温副反应,在实验时间内未发生堵塞,很好地解决了低温区的结焦问题,其反应装置如图19所示。

图19 连续管流式超临界水气化制氢实验装置示意图[38]Fig.19 Schematic diagram of the experimental setup for continuous tubular flow supercritical water gasification to hydrogen[38]
现存几乎所有的连续管流式反应器研究中都没有实现完全气化,Fedyaeva 等[88]设计了新型的连续式管流反应器(不锈钢AISI 321H,内径10 mm,长度127 mm),预先将33%浓度的黑液装入反应器,然后将反应器升高到指定温度停留5 min,之后通入预热水,反应15 min,在反应的同时从后端收集气体测定。在较高温度(30 MPa,750℃)条件下碳气化率达到了91%,这是已报道的连续管流式反应器中的最高碳气化率,但是反应浓度较低。在现有的研究中,连续式管流反应器的结构单一,不能应对黑液复杂组分反应的能量流与物质流的匹配耦合,同时也不能对造纸黑液里的碱进行有效回收。
对造纸黑液连续式反应器进行优化设计,有望同时实现造纸黑液在更低温度下的完全气化和碱盐的完全回收。西安交通大学动力工程多相流国家重点实验室郭烈锦教授课题组开发并改进了现有流态化反应器,如图20所示,通过优化进料方式,改进反应区的流场、温度场与反应的耦合程度,实现了12%(质量)进料浓度,640℃条件下的近完全气化,碳气化率达到98.41%,COD 去除率达到99.9%,氢气产量达到32.84 mol/kg,攻克了温和条件下完全气化的难题,并且添加盐回收装置实现了无机盐的高效回收。其中的回收率达到100%,K+的回收率达到97%,Na+的回收率73%,芒硝还原率达到87%,相关成果将在后续报道。

图20 连续式流态化超临界水气化制氢反应装置示意图Fig.20 Schematic diagram of continuous fluidized supercritical water gasification reactor for hydrogen
通过对连续式管流反应装置与连续式流态化反应装置的对比(表2)可知,改进的流态化反应器能在更大处理量、更温和条件下更好地实现造纸黑液的资源化与无害化利用,为造纸黑液的无害化资源化利用开辟了一条崭新的途径。
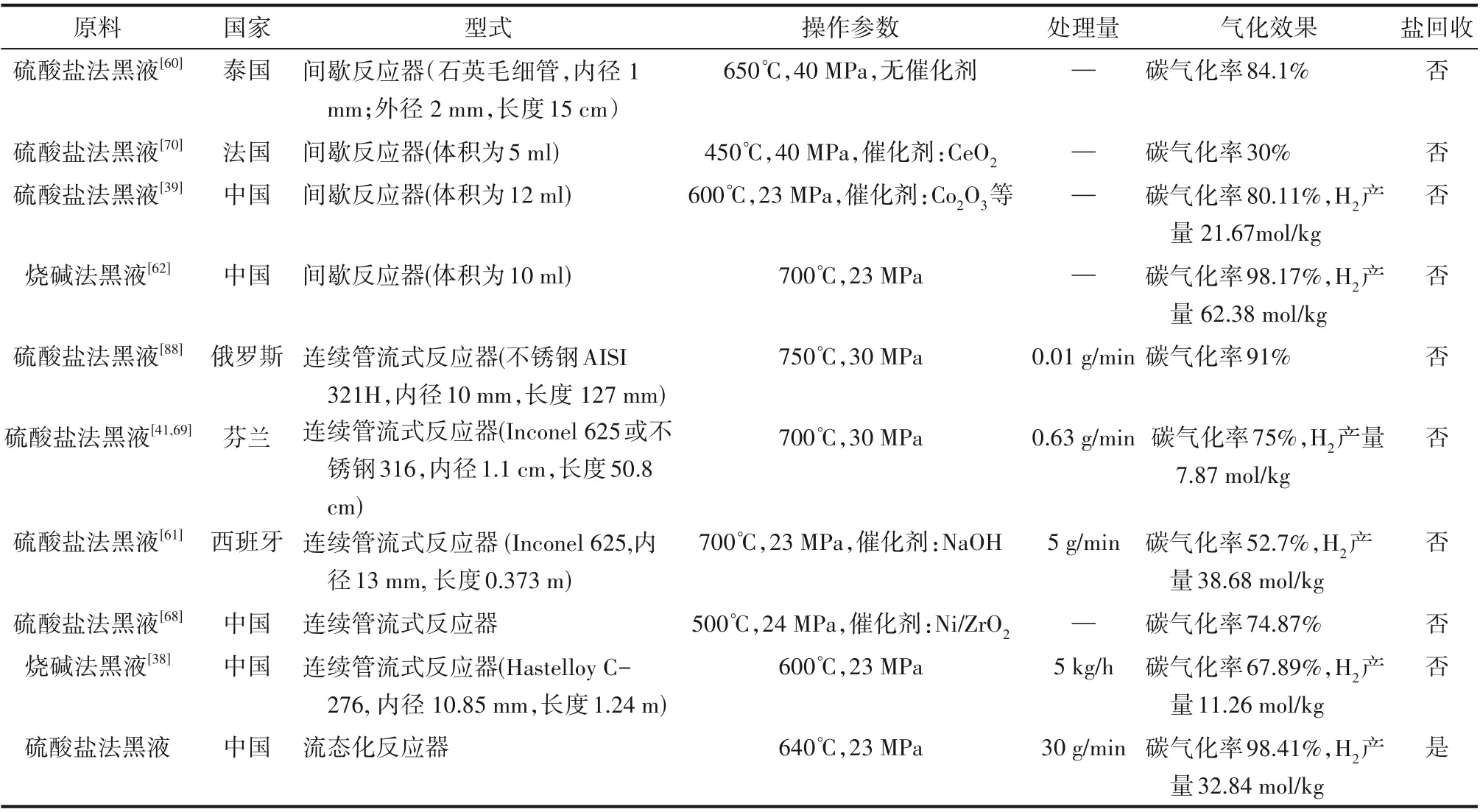
表2 黑液超临界水气化反应器对比Table 2 Comparison of black liquor supercritical water gasification reactors
4 挑战与展望
造纸黑液的无害化资源化利用对造纸工业减少环境污染、缓解能源短缺具有重要意义。超临界水气化技术具有快速、高效的优点,是一种极具潜力的有机废物处理技术,利用超临界水气化方法能避免造纸黑液的浓缩预处理、降低能耗,有效实现造纸黑液的无害化处理,超临界水气化工艺产生的高压氢气降低了氢气存储压缩的成本。为了能达到造纸黑液超临界水温和条件下高效气化和高附加值化学品的有效回收,西安交通大学动力工程多相流国家重点实验室郭烈锦教授课题组开展了一系列研究,实现了640℃的近完全气化和碱盐的高效回收。目前相关研究正从实验室级别发展到中试级别的过程中,为了后续工业化的应用,在后续的放大研究中还需要解决以下问题:一是如何实现造纸黑液超临界水气化制氢反应和碱盐回收的高效耦合匹配;二是如何优化反应器放大过程中能量流与物质流的耦合匹配问题。
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
一重技术(2021年5期)2022-01-18
毛纺科技(2021年8期)2021-10-14
煤气与热力(2021年7期)2021-08-23
煤气与热力(2021年5期)2021-07-22
能源工程(2021年2期)2021-07-21
电子制作(2019年20期)2019-12-04
诗林(2019年6期)2019-11-14
中学课程辅导·教师教育(上、下)(2017年23期)2018-01-16
科教导刊(2017年28期)2017-11-22
