
循环氢压缩机干气密封失效原因分析及操作建议
2022-09-11 01:27蒋军
设备管理与维修 2022年11期
蒋 军
(陕西延长石油(集团)有限责任公司永坪炼油厂,陕西延安 716000)
0 引言
某厂140 万吨/年柴油加氢装置采用离心式压缩机作为其装置的循环压缩机,为该装置的循环提供动力,是该装置的“心脏”。其介质为氢气(含有硫化氢),具有易燃易爆、含有毒气体的特点。一旦机体内部介质泄漏,就有可能发生燃烧爆炸或中毒等事故,给企业造成重大损失,因此保证机组密封的可靠性和安全运行是至关重要的。该组离心式压缩机所使用的干气密封为GCTL02-92 型串联式螺旋槽干气密封,是目前国内使用的比较多的一种干气密封。本文就历年来该离心式压缩机的干气密封在使用过程中出现过的问题进行分析和建议。
1 干气密封原理
干气密封,即“干运转气体密封”,是将开槽密封技术用于气体密封的一种新型轴端密封,属于非接触密封[1]。一般来讲,典型的干气密封结构包含有静环、动环组件(旋转环)、副密封O形圈、弹簧和弹簧座(腔体)等零部件。弹簧在密封无负荷状态下使静环与固定在转子上的动环组件配合(图1)。
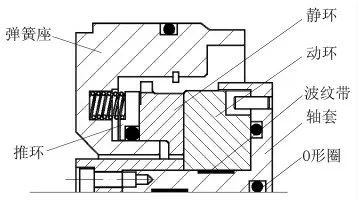
图1 密封机构示意
密封工作的主要原理是流体静压力和流体动压力的平衡[2]。动环表面加工有一定数量的流体动压槽,动环随着压缩机转子高速旋时转流体动压槽把外径侧的高压隔离气体泵入密封端面之间,由外径至槽径处的气膜压力逐渐增加,因端面膜压增加使所形成的开启力大于作用在密封环上的闭合力,在摩擦副之间形成很薄的一层气膜(3~5 m),这样就会使得密封环能够保持在非接触的状态下工作。所形成的气膜完全阻塞了相对低压的密封介质泄漏通道,实现了密封的效果。
2 失效分析
2.1 杂质或凝液污染导致失效
2.1.1 失效案例
2020 年8 月31 日18:28,由于低压电网故障,直接导致某厂140 万吨柴油装置循环氢压缩机C1101 因上游装置中压蒸汽中断联锁停机。
23:20,外围高压氮气管网恢复,将一级密封气改至高压氮气密封,随后进行开机,开机运行期间一级密封气驱动端泄漏量有小幅波动(正常泄漏量10 Nm3/h 左右,波动值10~17 Nm3/h,报警值为24 Nm3/h,联锁值48 Nm3/h),现场技术员立即对聚结器进行排凝,排凝完毕后泄漏量恢复至10 Nm3/h 左右运行。9 月1日早6 时许一级密封气泄漏量开始波动(最大值涨至21 Nm3/h)。随后进行停机抢修。
2.1.2 失效成因分析
经过拆卸后发现干气密封内部有少量的黑色液体,经过会诊后给出意见为:①装置停工后因高压氮气不能及时引进,现场密封气流量、平衡管差压低,离心机停机后系统循环中断离心机出口气源冷凝后可能会产生冷凝液,进入密封系统后污染了密封面,进而导致密封泄漏量增大;②机组急停时密封气供给压力不足,机体内部工艺气泄漏,存在于工艺气中的杂质或液体直接接触密封面,损伤密封面,干气密封的密封效果下降。干气密封杂质有3 个主要来源:①机体工艺气;②轴承润滑油;③密封气自身。
2.1.3 操作建议
定期切换、清理过滤器。一般地,密封气必须是干燥的并且要求过滤掉3 μm 和更大的颗粒。通常在干气密封系统中提供的多个合适的过滤器并进行多级过滤,当运行过程在发现密封气过滤器差压高或运行时间超过6 个月时,必须更换新的滤芯;减少工艺参数波动,避免非计划停机。压缩机出口的工艺气经过分离过滤后作为主密封气,其压力和温度直接受工艺参数波动的影响,工艺系统的压力变化速度过快会造成密封压力补偿元件来不及动作,直接影响干气密封气膜的厚度,同时密封气中液相析出会破坏密封面气膜的平衡,造成密封泄漏量增加,进而有可能导致干气密封失效。
2.2 排气温度高导致失效
2.2.1 失效案例
2015 年6 月装置计划检修停机前,干气密封泄漏量一直偏高,拆机检查时对此干气密封进行解体发现了如下问题:①波纹带发蓝;②部分O 形圈严重老化变型,靠近介质侧的O 形圈甚至断裂;③密封面无明显的磨损现象。
2.2.2 失效成因分析
该套干气密封自运行到计划检修运行时间近2 年,干气密封的波纹带发蓝和部分O 形圈严重老化变脆都说明了该处收到了长时间的高温的侵蚀。产生高温的情况无非是摩擦生热和热传导,从动环的密封面看无明显的摩擦痕迹,那么热量只可能是热传导而来。机组运行过程中排气温度最高,这些热量应是排气温度所传导过来的。通常为开停工期间,氮气工况下机组负荷重,在过高的排气温度下长时间运行,损坏了干气密封的O 形圈。
2.2.3 操作建议
密切关注机组排气温度,建议不超过140 ℃,避免氮气工况下长时间运行,影响干气密封的寿命。
2.3 密封气带液导致液击失效
2.3.1 失效案例
2017 年装置大修结束后,装置开车阶段,循环氢机组进气压力6.51 MPa,排气压力7.58 MPa,介质为氢气。8 月3 日下午18:30 左右,干气密封驱动端一级密封气泄漏量突然从8 Nm3/h 增大至28 Nm3/h,经排查确认密封失效,随后做停车处理,停车后排查一二级密封气,一级密封气为压缩机出口氢气,该气路的分液罐及过滤器未发现异常。二级密封气为氮气,打开该气路过滤器放空时发现有液体介质,随后确认二级密封气氮气带液(图2)。

图2 拆卸后发现滤芯浸油
2.3.2 失效成因分析
检查过滤系统时,在干气密封的二级密封气过滤器中发现存有许多烃类混合物液体。二级密封气由于不是专供线,塔顶回流罐的液体随顶部补压氮气管线互窜进入干气密封氮气线,进而进入过滤器里,再进入密封腔内。干气密封在正常运转时,因气膜的存在(3~5 μm),使密封的两端面不发生直接接触[3],但是如此小的端面间隙,如果在运行过程中进入液体,就会导致密封端面损伤,从而降低密封的可靠性,进而会引起密封失效。综上所述,密封失效原因可以判定为密封气带液导致液击失效。
2.3.3 操作建议
各密封气源使用专线专供,串联式螺旋槽干气密封的二级密封气多数采用低压氮气,建议直接从厂氮氧站专供,严禁和装置区的氮气管线串接(装置区的氮气线多数串接较多),防止装置区内部介质窜入干气密封系统。
3 总结
干气密封系统密封性能可靠,但是该系统也很脆弱,极易受到损伤。这就要求加强巡回检查,做好日常维护保养工作,保证干气密封系统良好运行才能保证机组平稳运行,才能实现装置的长周期平稳运行。
(1)减少工艺参数波动,保证压缩机工艺条件的平稳,运行过程中确保稳定的一级密封气流量,随时监控密封气泄漏量的变化情况。只要干气密封泄漏量稳定在规定范围内,且泄漏气压力也正常,那么密封正常运行。但如泄漏量出现不断上升,泄漏气压力也随之上升的现象,则预示着干气密封可能失效了。
(2)密封气在进入密封前必须设置气源缓冲罐、聚结器过滤器器、精过滤器,运行过程中对缓冲罐定期切水,定期更换过滤器,保证密封气气源质量。
(3)开停机过程中应密切关注机组排气温度,避免氮气工况下长时间运行。
(4)为防止连接隔离阀关不严或者误操作导致其他介质窜入干气密封系统,各密封气源应当使用专线专供。
猜你喜欢
农业装备与车辆工程(2022年10期)2022-12-10
农业装备与车辆工程(2022年2期)2022-10-30
电力设备管理(2022年11期)2022-07-27
润滑与密封(2022年7期)2022-07-14
装备维修技术(2020年32期)2020-08-11
火箭推进(2020年2期)2020-05-06
润滑与密封(2019年8期)2019-08-27
科学与财富(2018年33期)2018-01-02
科学中国人(2017年20期)2017-09-16
军事文摘·科学少年(2016年11期)2017-02-09
