
某型发动机缸盖水套开裂分析及优化
2022-09-08 08:21温拾平唐燕辉高维进
内燃机与配件 2022年14期
0 背景
缸盖是发动机关键系统部件之一,由燃烧室、水套、气道等复杂结构组成,为喷油器、阀系等提供安装支撑,承担发动机气体交换及密封燃烧室的重要作用
,承受发动机运行过程的高热负荷及高爆发压力产生的机械负荷。缸盖在工作中受到低周热疲劳损伤、高周热疲劳损伤和蠕变损伤,其寿命和可靠性是发动机的重要指标。某型柴油发动机在高速高负荷试验至907h时,发现副水箱冷却液液位缓慢下降,曲轴箱压力逐渐升高、曲轴箱通风管中机油乳化现象,进一步检查发现发动机冷却液进入机油致使机油乳化
。经过拆解分析,锁定缸盖水套与油气腔之间出现裂纹,发动机冷却液泄露并流入机油导致。
结合金相、电镜、断口分析等手段,分析了开裂可能原因,并利用计算机仿真技术,基于生产水平进行迭代计算,锁定失效根本原因。并基于失效产生机理,并从工艺和设计两方面提出了优化改善措施。经验证,优化方案有效改善了铸造品质,提升了设计对制造过程、质量的包容性,有效的解决了缸盖排气侧微裂纹失效问题,对柴油发动机的设计开发具有较强的指导性。
自20世纪80年代以来,我国的商业银行就已经应用信息技术管理实现了数据操作上的管理体系,并且进行了现代化电子银行的建立工作,并且诞生了经济投资以及经济决策等多种银行金融服务,并促使银行也朝着现代信息技术管理的全方位金融银行角度进行转变。可以说信息技术是提升银行管理水平以及客户服务水平的重要因素,也就要求各银行管理人员能够进行信息管理技术的合理应用,借此促使我国银行业的进一步发展。
1 故障现象确认
拆检故障发动机,发现发动机气缸盖罩内表面机油乳化严重,缸盖油气腔内发现液态“水滴”,怀疑发动机冷却液渗漏至油气腔内。利用副水箱泄压口,对发动机冷却系统进行加压测试,一段时间后发现副水箱液位下降,检查发动机冷却管路未发现外漏。向缸盖顶部油气腔喷肥皂水,识别出缸盖排气侧第7缸盖螺栓存在泄漏,对拆机缸盖进行颜色渗透探伤检查,确定缸盖排气侧第7缸盖螺栓安装沉孔壁面存在微裂纹。故障如图1-图4所示。




2 开裂原因分析
2.1 拆机气密性测试
对拆机缸盖进行水套气密性水试复测,发现缸盖排气侧第7缸盖螺栓安装沉孔壁面存在轻微泄露,泄露区域与图4吻合。根据气密性测试结果,判断该位置出现微裂纹导致冷却液泄漏至回油腔。
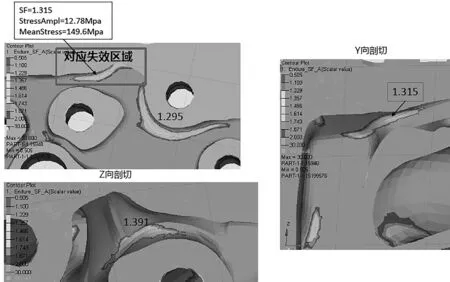
为准确评估该批次零件不合格质量对失效的贡献度,取同批次零件进行本体取样测试材料疲劳特性,并利用本批次零件的实测疲劳特性进行CAE仿真迭代,在同步考虑残余应力的情况下,缸盖设计疲劳裕度下降约20%,如11所示,在使用故障批次缸盖实测材料疲劳数据情况下,失效区域疲劳安全系数处于设计临界值。
通过工艺上的三管齐下,缸盖的铸造过程管控得到有效改善,质量水平得到有效提升,材料性能明显优于失效批次缸盖。
2.2 断口分析
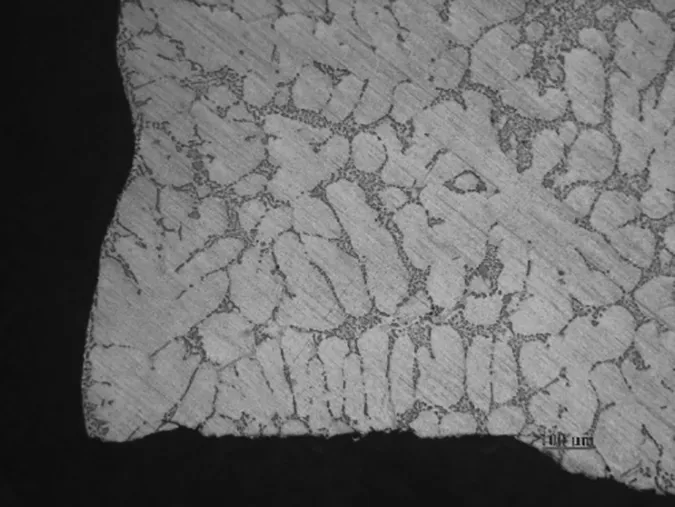
裂纹源附近和芯部分别任意选择5个并排二次枝晶进行尺寸测量,实测均值53.1μm,超出50μm的设计要求,数值如表1。
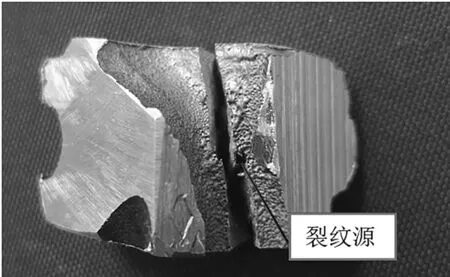
进一步电镜扫描,发现裂纹在水道R处表面多点萌生,裂纹源断口为台阶状撕裂,裂纹源处表层呈起伏状,未发现原始裂纹痕迹,如图6~图8所示。扩展区呈河流花样,基体有粗大贝壳纹,如图9所示。

断口分析总结:裂纹源在水道形状突变的R处多点萌生,裂纹起始面凹凸起伏,掰开区断口为撕裂和解理的混断裂。

2.3 金相检测
高中语文教学要晓之以理,动之以情,有效利用古诗文佳作,传承优秀传统文化的人文情怀。如王勃的“海内存知己,天涯若比邻”;李白的“我寄愁心与明月,随风直到夜郎西”;王昌龄的“寒雨连江夜入吴,平明送客楚山孤。洛阳亲友如相问,一片冰心在玉壶”;苏轼的“秋雨晴时泪不晴”;秦观的“柔情似水,佳期如梦,忍顾鹊桥归路。两情若是久长时,又岂在朝朝暮暮”;白居易的“在天愿作比翼鸟,在地愿为连理枝”;柳永的“衣带渐宽终不悔,为伊消得人憔悴”;孟郊的“慈母手中线,游子身上衣。临行密密缝,意恐迟迟归,谁言寸草心,报得三春晖”;王维的“每逢佳节倍思亲”等等,传唱至今,历久弥新。
掰开故障后观察,可见裂纹起始于水道形状突变的R处,呈放射状扩展,断面呈白亮色。样品及断口宏观形貌如图5所示。

2.4 材料成分检测
针对失效缸盖的位置,进行本体取样测试材料成分检测,检测结果如表2所示。基于检测结果,材料成分基本满足设计要求,但Mg含量处于设计要求临界值,在生产过程中需加强过程管控,避免在大批量产生中出现超差。
裂纹源处金相组织为:α(Al)枝晶 + 颗粒状共晶硅,鱼骨状铁相夹杂级别:1级(鱼骨状铁相夹杂不明显),针状铁相夹杂级别:1级(针状铁相夹杂不明显),无明显过热过烧组织特征,如图10所示。根据电镜观察,远离断口处(约10mm)金相组织形态与裂纹源处基本一致。

2.5 残余应力检测
为进一步评估残余应力对缸盖开裂的贡献度,对失效缸盖同批次零件进行残余应力检测。残余应力运用X射线应力分析仪,采用侧倾法测量、d-sin2Ψ进行应力计算。测试结果如表3,同批次缸盖残余应力实测30.1 MPa。根据与量产成熟产品在相同测试方法下对比,该批次缸盖失效区域最大残余应力值明显偏高。

2.6 基于生产水平进行设计校核
2.请学生当识字写字小老师。如在课堂上,让学生分享自己学习和记忆这个生字的方法,高年级的学生已经具备相应的识字能力,因此对于生字的学习有自己的方法,而让学生做小老师则是调动学生的而积极性,让学生参与到识字、记字的过程中来。

总结,根据故障缸盖同批次的实测材料疲劳特性校核结果,判断本次缸盖微裂纹根本原因为缸盖铸造质量不合格导致材料疲劳特性下降,从而使缸盖的设计疲劳裕度降低,最终缸盖在热负荷与机械负荷综合作用下,在水套表面R圆角处萌生疲劳裂纹源,产生疲劳裂纹失效。
3 优化方案
3.1 工艺优化
针对失效批次出现的铝合金成分中Mg含量处于下限临界值,通过强化铝合金材质的入厂检测,对熔炼炉中铝合金成分进行定期抽检、保温炉中成分进行巡检,把Mg含量内控提升至0.65%~0.75水平,有效达成设计要求。
2.渐进(1964—1978年):率先完成“四类分子”摘帽的经验。1964年1月14日,中共中央发出了《关于依靠群众力量,加强人民民主专政,把绝大多数四类分子改造成新人的指示》,同时转发公安部蹲点枫桥形成的《诸暨县枫桥区社会主义教育运动中开展对敌斗争的经验》。同年2月,第13次全国公安会议提出在全国推广“枫桥经验”。
针对失效区域二次枝晶超出设计要求值,通过把浇注铝件温度从745°C降低至735°C,缩短铝件的凝固时间,改善失效区域冷却,提升该区域材料致密度及金相水平。通过验证,失效区域二次枝晶水平改善明显,优化工艺后二次枝晶均值改善至46.3μm,达成设计要求水平。
针对失效件同批次零件残余应力检测偏大,分析认为产生交付产品残余应力大的原因为热处理淬水参数不合格。通过将失效温度调整为170°C±5°C,淬水温度调整为75°C~78°C,有效改善了热处理工艺产生的参与应力水平。经过复测,在新热处理参数条件下,残余应力最大值下降37%。
东北大学王超[5]在2009年也进行了“新型余热回收型铝电解槽的研究”,研究对电流密度在1 A/cm2左右的电解槽侧壁安装换热器的工作条件进行测试,并且找到了熔盐的流量、换热熔盐入口温度及进出口温差、换热功率等参数之间的变化规律,对进一步开展工业级余热回收型电解槽研究及设计打下了良好基础。
3.2 设计优化
为进一步提升缸盖的稳健性,确保缸盖量产使用中万无一失,针对失效位置,进行缸盖结构优化,以提升设计安全裕度,提高对质量、铸造过程的包容性。基于生产水平的设计校核,材料性能降低时,缸盖设计安全系数明显降低;故为提升安全系数,需再结构上进行加强,以提升设计安全裕度。具体方法为减小缸盖水套厚度,提升缸盖铝合金壁厚,同时把水套分型线调整至远离失效风险区域,把铸造分型线的影响降低至最小,优化后水套如下图12。
女娲是中华民族共同的人文始祖,是一位充满传奇神秘色彩的始母形象。神话中的女娲先人类而生,功业一是造人,二是补天。

3.3 优化方案校核
对结构调整后的水套进行CFD分析,分析结果显示,水套调整后,水套流速、流向基本未受影响。
针对工艺改进及设计优化后缸盖重新进行设计安全裕度校核,失效位置金属温度129°C~138°C,温度远低于材料可接受使用温度,如图13;失效位置应力值降低明显,疲劳安全系数升至1.395,提升25%,改善明显、满足一般设计放行标准,且高于其他成熟量产机型设计安全裕度。

4 方案验证
该优化后缸盖顺利通过4台模拟用户台架耐久试验及3台高周疲劳耐久试验,且该发动机搭载多款整车完成完整的整车签发试验,未出现失效。目前该型发动机搭载皮卡及轻客车型已顺利量产,年销量超6万台,市场反应良好。根据市场跟踪收集的售后数据,上市多年未出现缸盖失效问题。根据台架耐久、整车耐久试验及市场售后表现判断,通过对工艺优化及设计调整,有效的提升了设计对制造过程、质量的包容性,改善了产品的稳健性,有效解决了该缸盖开裂问题。
5 结束语
本文针对某型柴油发动机在试验中出现的缸盖开裂问题,充分利用金相、断口分析等技术手段,快速识别出失效原因,并从设计和工艺两方便提出了优化措施。优化后的缸盖安全系数更高、工艺性更好、包容性更强,经耐久试验后未再次出现开裂问题,且量产反应良好,对其他柴油发动机的设计开发具有较强的指导意义。
[1]陈家瑞.汽车构造(第五版)[M],人民交通出版社,2006.
[2]李子旺.发动机集成排气歧管气缸盖设计及流固耦合传热分析[D].沈阳理工大学,2020.
[3]任雪美,刘雨晨等.某柴油机缸盖 CAE 分析及优化设计[J].柴油机设计与制造,2021(3):1-5.
[4]历建宁.浅析内燃机车机油乳化现象[J].黑龙江科技信息,2012(32):33.
[5]李成伟,张鹏程,孔祥俊.汽车发动机冬季机油乳化的原理以及对发动机的影响[J].山东工业技术,2015(18):47.