基于Vc和油脂包埋率的特医食品喷雾干燥加工工艺优化及其产品储藏稳定性分析
2022-09-02 05:14:00段映羽刘磊高子豪张瑞芬张名位
现代食品科技 2022年8期
段映羽,刘磊,高子豪,张瑞芬,张名位*
(1.长江大学生命科学学院,湖北荆州 434000)(2.广东省农业科学院蚕业与农产品加工研究所,农业农村部功能食品重点实验室,广东省农产品加工重点实验室,广东广州 510610) (3.五邑大学生物科技与大健康学院,广东江门 529020)
特殊医学用途配方食品(Food for Special Medical Purpose,FSMP简称特医食品)是为了满足进食受限、消化吸收障碍、代谢紊乱或特定疾病状态人群对营养素或膳食的特殊需要,专门加工配制而成的配方食品[1],其具有改善患者的营养状况,提高患者的免疫力、减少并发症等作用[2]。特医食品从形态上可以分为粉剂型和乳剂型。粉剂型产品由于存在加工简单、包装运输方便等优点占市面销售产品的80%,其工艺主要采用将营养素直接干法混合加工制成[3]。该工艺的主要缺陷是由于各营养素成分之间粒径不一致而导致存在维生素及矿物质等微量营养素混合不均匀的问题[4]。湿法喷雾干燥加工工艺可以解决此问题,具有一定的优势。但由于喷雾干燥在高温条件下进行,会导致一些热敏性营养素如Vc和不饱和脂肪酸的损失[5]。
喷雾干燥过程中,乳化液可形成微胶囊结构保护芯材受到环境影响[6]。国内外已有较多关于喷雾干燥加工工艺对粉体微胶囊理化性质影响的研究。Laohasongkram等[7]以酪蛋白酸钠和麦芽糊精作为壁材,通过喷雾干燥法对澳洲坚果油进行包埋,经过响应面优化工艺条件后使包埋率达到88.75%。汪鸿等[8]以阿拉伯胶、β-环糊精、Tween 80作为壁材,采用喷雾干燥技术对松子油进行包埋,最优工艺参数为:总固形物含量25%、松籽油添加量14%、进风温度170 ℃,包埋率可高达92.84%。李纲等[9]以羧甲基纤维素钠和明胶作为复合壁材,运用喷雾干燥法对Vc进行包埋,优化其喷雾干燥工艺,确定当进风温度为140 ℃,压缩空气流量为800 L/h,进料量为200 mL/h时,Vc包埋率最佳为65.47%。因此,需要优化特医食品喷雾干燥的工艺条件,提高蛋白质和糊精对热敏性营养素的包埋率。
根据食品安全国家标准《特殊医学用途配方食品通则》(GB 29922-2013)的要求,全营养特医食品不仅含有蛋白质、油脂、碳水化合物、维生素、矿物质等多种营养成分,而且对各营养成分的种类及供能比都有严格的要求,是一个极其复杂的食品体系。目前,关于包埋维生素或者油脂的研究多是在只含有一种或几种蛋白质或碳水化合物的简单食品体系中进行。然而,在全营养特医食品复杂体系下喷雾干燥工艺如何影响Vc和油脂包埋率尚未见报道,更进一步,湿法喷雾干燥的特医食品在储藏期间Vc含量和过氧化值的数据缺乏。为此,本研究采用喷雾干燥加工工艺制备全营养特医食品,基于Vc和油脂包埋率优化建立喷雾干燥加工工艺,再比较不同储藏条件下(高温60 ℃、高湿RH 90%、开袋4 ℃、开袋25 ℃)其与普通干法混合制备的产品差异性,旨在为粉剂型特医食品加工技术的研发提供指导。
1 材料与方法
1.1 材料与试剂
酪蛋白酸钠、复合维生素、复合矿物质,广州力衡临床营养品有限公司;大豆油,金龙鱼粮油食品股份有限公司;大豆油微囊粉,陕西赛恩生物科技有限公司;其他试剂均为国产分析纯,国药集团化学试剂有限公司。
1.2 仪器与设备
IKA T25高速匀浆机,德国IKA公司;SHP-60高压均质机,上海司大均质机电设备有限公司;UV-1800紫外-可见分光光度计,日本-岛津仪器有限公司;LEO1530VP扫描电子显微镜,德国Zeiss公司;BS124S分析天平,赛多利斯科学仪器公司;TECAN infinite 200酶标仪,瑞士TECAN公司;SD-06AG全自动喷雾干燥仪,嘉盛(香港)科技有限公司;恒温恒湿培养箱,上海跃进医疗器械有限公司;V-10型混合机,广州旭朗机械有限公司。
1.3 试验方法
1.3.1 全营养特医食品制备工艺流程及操作要点
湿法制备工艺流程:称取蛋白质24 g、麦芽糊精66 g、菊粉6 g、复合维生素117 mg、纳米钙1.2 g、氯化钾1.2 g、葡萄糖酸镁288 mg、乳酸亚铁13.2 mg、乳酸锌15.6 mg、葡萄糖酸锰6.6 mg混合,加入430 mL去离子水,随后将混合液置于10000 r/min的高速匀浆机中搅拌5 min,在搅拌过程中缓慢加入18 g油脂。将搅拌均匀的混合液在25 MPa的压力下高压均质两次得到均匀的乳液,再进行喷雾干燥制备全营养特医食品并密封保存备用。本方法制备的样品满足食品安全国家标准《特殊医学用途配方食品通则》(GB 29922-2013)对特医食品(10岁以上人群)各营养成分及供能比的限定。
干法制备工艺流程:将湿法工艺中的原料置于V-10型混合机中震荡30 min后常温密封保存备用。
1.3.2 喷雾工艺参数单因素实验
1.3.2.1 进样浓度对粉剂型全营养特医食品的影响
参考1.3.1,在乳剂制备过程中改变去离子水添加量,使其浓度在15%、18%、21%、24%、27%,探究其对Vc包埋率和油脂包埋率的影响。
1.3.2.2 进风温度对粉剂型全营养特医食品的影响
选用喷雾干燥进风温度110、120、130、140、150 ℃五个水平实验,探究其对Vc包埋率和油脂包埋率的影响。
1.3.2.3 进样速度对粉剂型全营养特医食品的影响
选用喷雾干燥进样速度5、7.5、10、12.5、15 mL/min五个水平实验,探究其对Vc包埋率和油脂包埋率的影响。
1.3.2.4 风速对粉剂型全营养特医食品的影响
选用喷雾干燥风速20、25、30、35、40 Hz(1 Hz=3.4 m3/min)五个水平实验,探究其对Vc包埋率和油脂包埋率的影响。
1.3.3 全营养特医食品响应面优化试验
在单因素实验的基础上,选用进样浓度、进风温度、进样速度、风速四个喷雾干燥工艺参数、以Vc包埋率和油脂包埋率作响应值,采用四因素三水平正交实验优化粉剂型全营养特医食品的喷雾干燥工艺参数。
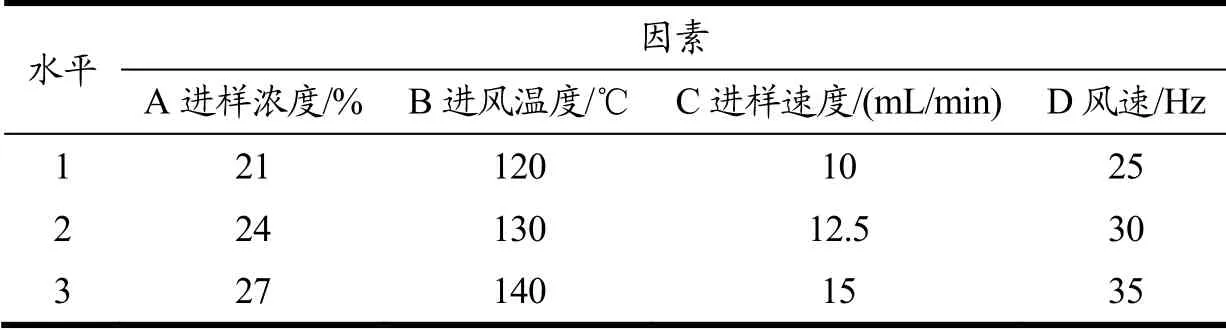
表1 响应面试验因素水平表 Table 1 Response surface test factor level table
1.3.4 指标测定方法
1.3.4.1 Vc包埋率的测定
准确称取混合均匀的粉剂型全营养特医配方食品5 g,用偏磷酸-乙酸钠溶液定容至100 mL,Vc标准曲线的制作参考GB 5413.18-2010,样品采取与标准溶液同样的处理方法得到试样溶液及空白溶液,在激发波长350 nm,发射波长430 nm条件下测定荧光值,试样溶液荧光值减去空白溶液荧光值代入标准曲线计算得出Vc含量,粉剂型全营养特医食品Vc包埋率计算公式:
式中:
m——样品中Vc含量,mg;
M——添加到产品中的Vc含量,mg。
1.3.4.2 油脂包埋率的测定
参照文献的方法并略作改进[10],表面油测定方法:称取2 g粉剂型全营养特医配方食品,采用石油醚快速冲洗过滤两次,将滤液脱溶后在50 ℃烘箱干燥至恒重,称量即为表面油(m1)。将经过石油醚快速冲洗后的粉剂型全营养特医食品放入锥形瓶,采用索氏抽提仪测定其中脂肪含量,即为包埋油含量(m2)。

式中:
m1——表面油含量,g;
m2——包埋油含量,g。
1.3.4.3 混合均匀性的测定
参照GB/T 5918-2008饲料产品混合均匀度的测定中“甲基紫法”测量,以变异系数CV值表示产品的混合均匀程度,M为混合均匀度。
式中:
S——标准差;
——吸光度平均值;
M——混合均匀度。
1.3.4.4 微观结构的测定
采用Merlin高分辨率场发射扫描电子显微镜系统测定样品的微观结构,图片扫描倍数选取500倍。
1.3.4.5 过氧化值的测定
过氧化值的方法参照李红艳等[11]的方法并略作修改,取0.3 g样品于离心管中,加入1.5 mL异辛烷和异丙醇(3:1,V/V)混合物,涡流混合3次,每次10 s,然后取有机层(上层清液)200 μL,加入2.8 mL甲醇+丁醇(2:1,V/V)混合物,再分别加入15 μL硫氰酸铵(3.94 mol/L)和15 μL二价铁离子溶液(0.132 mol/L氯化钡和0.144 mol/L硫酸亚铁以1:1的比例混合,过0.22 μm滤膜),反应20 min后,于510 nm波长下测定吸光度值,通过异丙苯氢过氧化物标准曲线计算样品中过氧化物浓度。
1.3.4.6 Vc的测定方法
参照GB 5413.18-2010测定。
1.3.5 实验数据的处理
采用SPSS 24.0统计软件中单因素方差分析进行组间差异比较采用,Duncan检验,显著性水平为p<0.05,应用Origin对数据进行基本作图,采用Design-Expert 8.0对响应面结果进行分析和作图。
2 结果与讨论
2.1 单因素试验
2.1.1 进样浓度对全营养特医食品Vc包埋率和油脂包埋率的影响
进样浓度对全营养特医食品Vc包埋率和油脂包埋率的影响如图1a和1b所示,随着进样浓度的上升,Vc包埋率和油脂包埋率均呈现先上升后下降的趋势,在进样浓度为24%时Vc包埋率最高达到81.84%,油脂包埋率最高可到93.71%。当进样浓度较小时,料液中水分含量较大,干燥过程需要大量的蒸发热,蒸发不完全,粉体易呈半湿状态粘在干燥室内导致出粉率下降[12]。同时由于水分的存在,会导致蛋白质与麦芽糊精形成的膜结构不紧密使维生素和油脂的包埋率低。随着进样浓度的增大,乳液黏度升高,可在较短的时间内形成“外壳”,芯材难以扩散到干燥的颗粒表面,包埋效果增强[8]。但浓度过大会导致表面粉体形成的壁囊破裂,从而减弱对维生素和油脂的包埋效果。
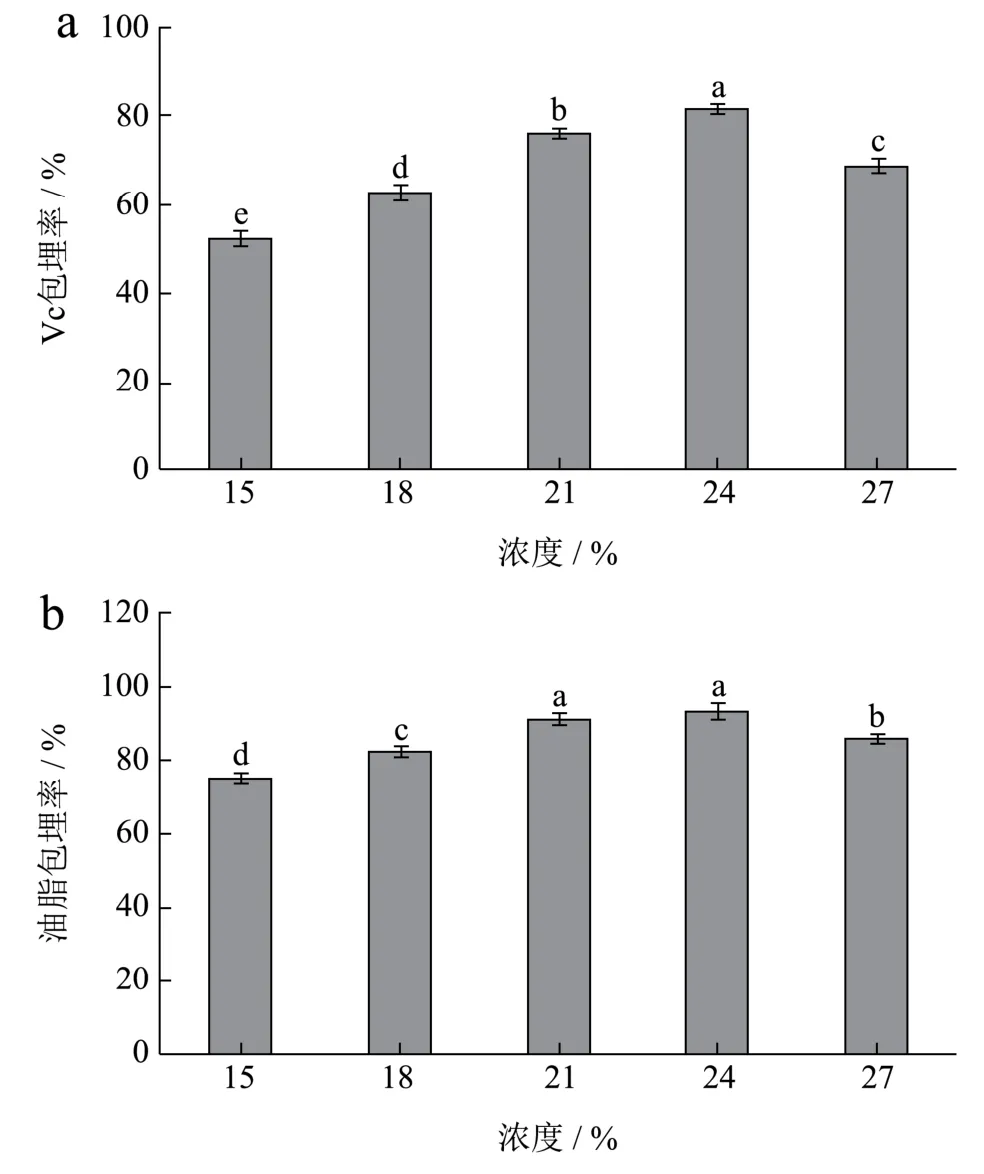
图1 进样浓度对Vc(a)和油脂包埋率(b)的影响 Fig.1 Effect of sample concentration on Vc embedding rate and oil embedding rate
2.1.2 进风温度对全营养特医食品Vc包埋率和油脂包埋率的影响
由图2可知,当进风温度由110 ℃升高至150 ℃时,全营养特医食品Vc和油脂包埋率均呈现先增加后减小的过程,130 ℃时Vc包埋率达到80.99%,油脂包埋率可高达94.21%。当进风温度较低时,液滴中的水分蒸发速度慢,不能形成紧密的壁囊[13],这与马云标[14]探究喷雾干燥进风温度影响维生素E包埋率的趋势一致。进风温度过高,粉体内水分蒸发速度加快,壁囊产生裂纹以及凹陷,壁材的成膜性降低,导致芯材从内部扩散到表面,使Vc和油脂包埋率下降[15],且暴露在外的维C属于热敏性维生素,高温易使其流失[16]。
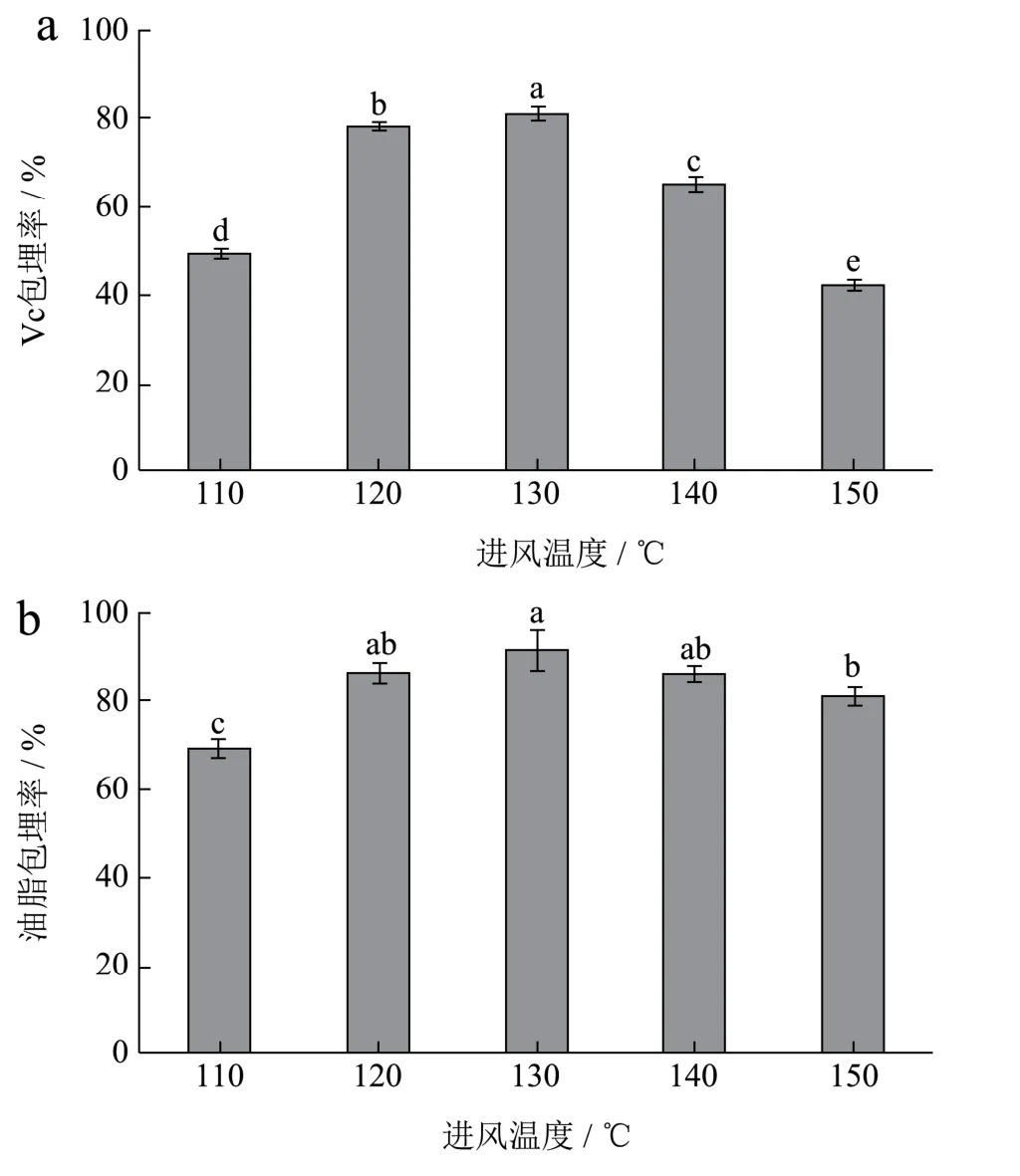
图2 进风温度对Vc(a)和油脂包埋率(b)的影响 Fig.2 Effect of inlet temperature on Vc embedding rate and oil embedding rate
2.1.3 进样速度对全营养特医食品Vc包埋率和油脂包埋率的影响
由图3可知,进样速度从5 mL/min升高至15 mL/min时,全营养特医食品Vc包埋率和油脂包埋率均呈现先增加后减少的趋势。进样速度为12.5 mL/min时,Vc包埋率高达79.96%,油脂包埋率为92.97%。当进样速度缓慢时,由于液滴直径小,液滴表面迅速干燥形成硬壳,内部水分向外扩散的阻力增大,粉体表面破裂,Vc和油脂的包埋率下降[17]。当进样速度过快时,液滴直径变大,水分难以干燥完全,蛋白质与麦芽糊精结合形成的壁囊紧密性和强度不够,使维生素和油脂的包埋效果变差。
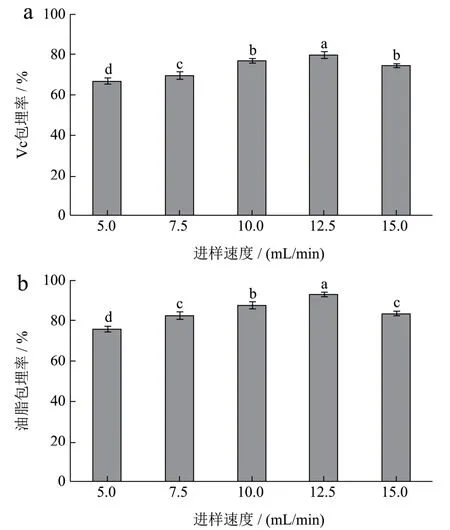
图3 进样速度对Vc(a)和油脂包埋率(b)的影响 Fig.3 Effect of feed speed on Vc embedding rate and oil embedding rate
2.1.4 风速对全营养特医食品Vc包埋率和油脂包埋率的影响
风速表示单位时间内通入干燥腔的风量,风速较低时,粉体在干燥腔中停留时间较长,容易造成粉体表面干燥过度形成硬壳,油脂包埋率较低。当风速为30 Hz时,油脂包埋率为93.22%,超过30 Hz时,液滴在干燥腔内的时间变短,不能干燥充分,导致其大量粘附在蒸发瓶内壁上[12],粉体壁囊紧密性差,使油脂的包埋率下降。由于维生素的芯壁比远小于油脂的芯壁比,故风速对全营养特医食品Vc包埋率的影响不显著,但对油脂包埋率的影响显著。
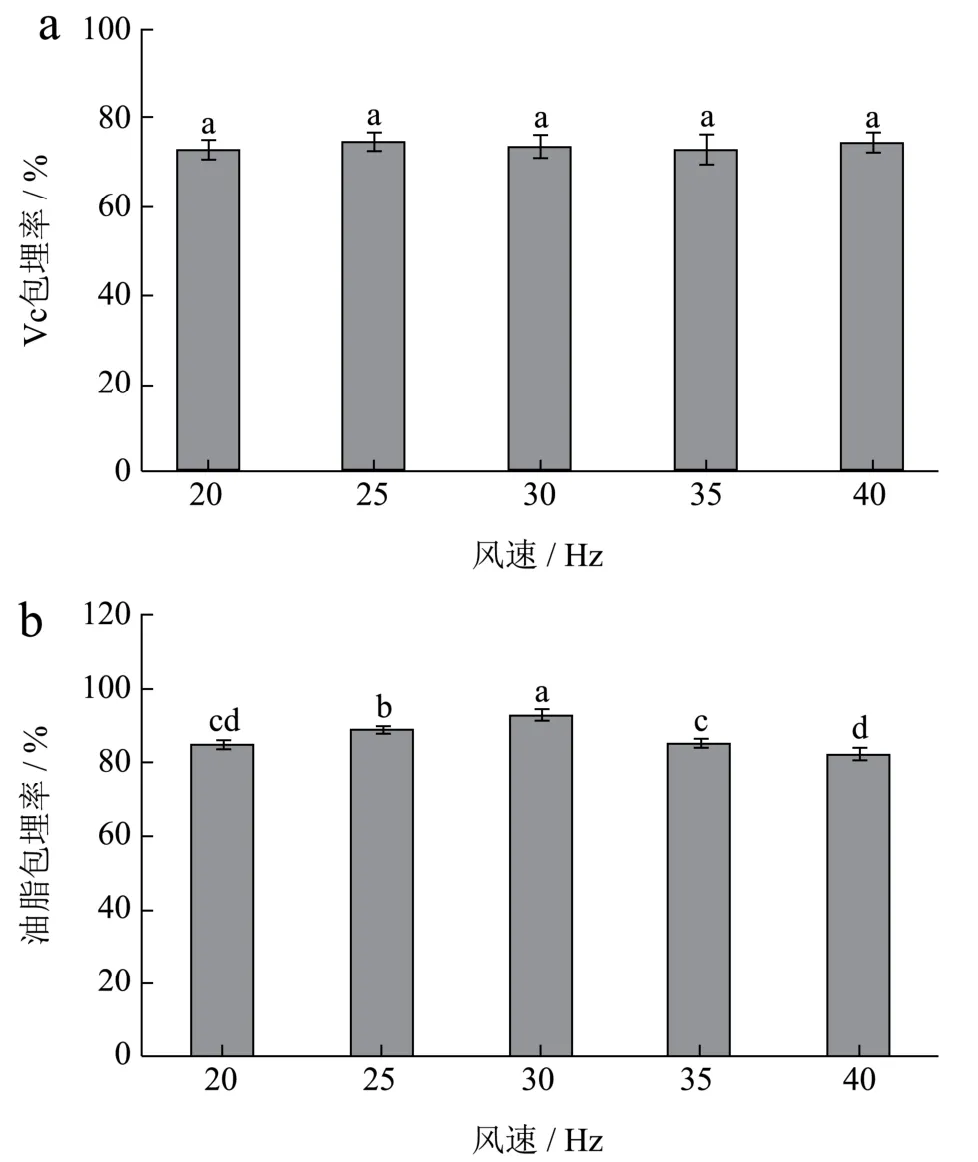
图4 风速对Vc(a)和油脂包埋率(b)的影响 Fig.4 Effectof air speed on Vc embedding rate and oil embedding rate
2.2 响应面试验结果
在单因素实验结果的基础上,以Vc包埋率和油脂包埋率为指标,根据Box-Behnken设计方案,对粉剂型全营养特医食品进行四因素三水平响应面分析试验,结果见表2。
2.2.1 Vc包埋率和油脂包埋率回归方程及方差分析
采用Design Expert 8.0.6对表2的结果进行响应面分析,得出Vc包埋率(Y1)对进样浓度(A)、进风温度(B)、进样速度(C)、风速(D)的二次多项回归方程Y1=79.30-4.90A+1.72B+3.48C+0.10D+3.70AB +2.32AC+0.38AD-4.23BC-2.23BD+0.99CD-2.95A2- 5.74B2-2.73C2-2.47D2。
由方差分析表3可知,二次多项回归方程模型极显著(p<0.0001),失拟项无显著性差异(p=0.4428),说明该模型能充分拟合,与粉剂型全营养特医食品的Vc包埋率的实际拟合程度无显著差异。因此可以采用该回归方程预测粉剂型全营养特医食品喷雾干燥的最佳工艺参数。由显著性分析可知,四个因素对粉剂型全营养特医食品Vc包埋率的影响程度为:进样浓度>进样速度>进风温度>风速。
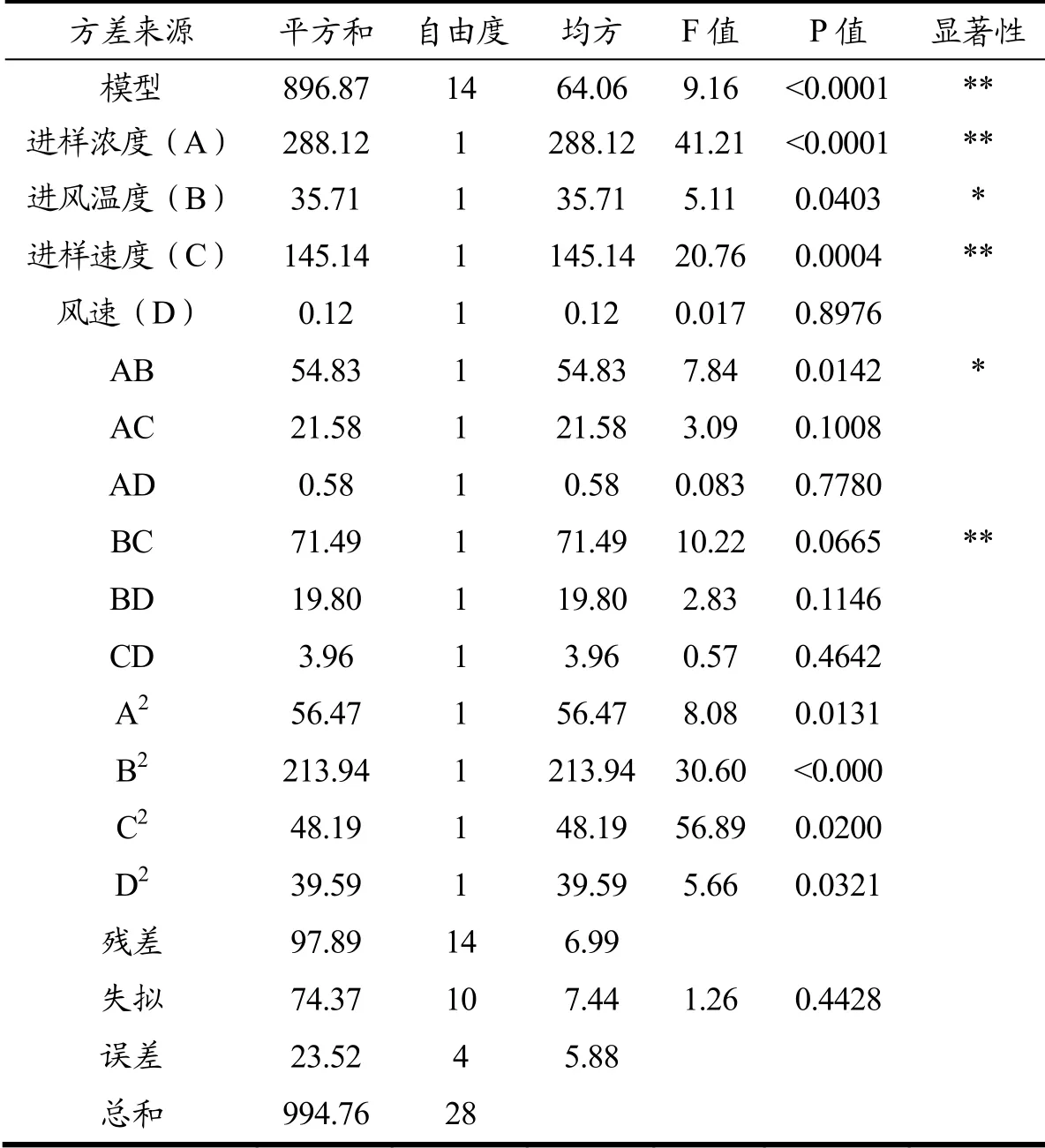
表3 Vc包埋率回归模型及方差分析表 Table 3 The regression model and variance analysis table on Vc embedding rate
采用Design Expert 8.0.6对表2的结果进行响应面分析,得出油脂包埋率(Y2)对进样浓度(A)、进风温度(B)、进样速度(C)、风速(D)的二次多项回归方程Y2=91.94+3.02A+2.55B+1.76C+1.96D+2.51AB +2.38AC-4.86AD+2.37BC+3.53BD+2.62CD-6.32A2- 4.47B2-5.15C2-6.26D2。
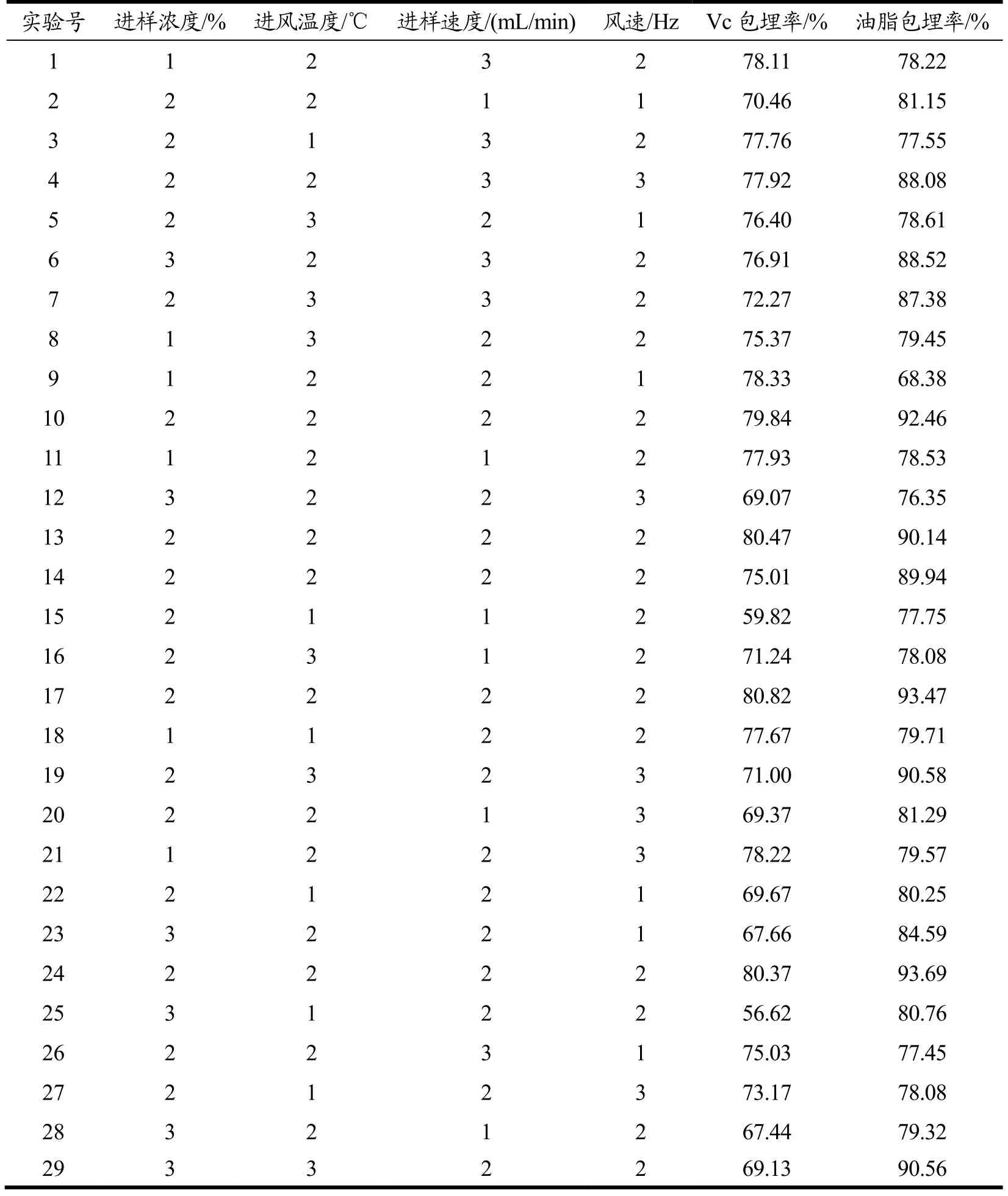
表2 Vc和油脂包埋率正交实验结果 Table 2 The result of experiment ton Vc embedding rate and oil embedding rate
由方差分析表4可知,二次多项回归方程模型极显著(p<0.0001),失拟项无显著性差异(p=0.2250),说明该模型能充分拟合,与粉剂型全营养特医食品的油脂包埋率的实际拟合程度无显著差异。因此可以采用该回归方程预测粉剂型全营养特医食品喷雾干燥的最佳工艺参数。四个因素对粉剂型全营养特医食品油脂包埋率的影响程度为:进样浓度>进风温度>风速>进样速度。
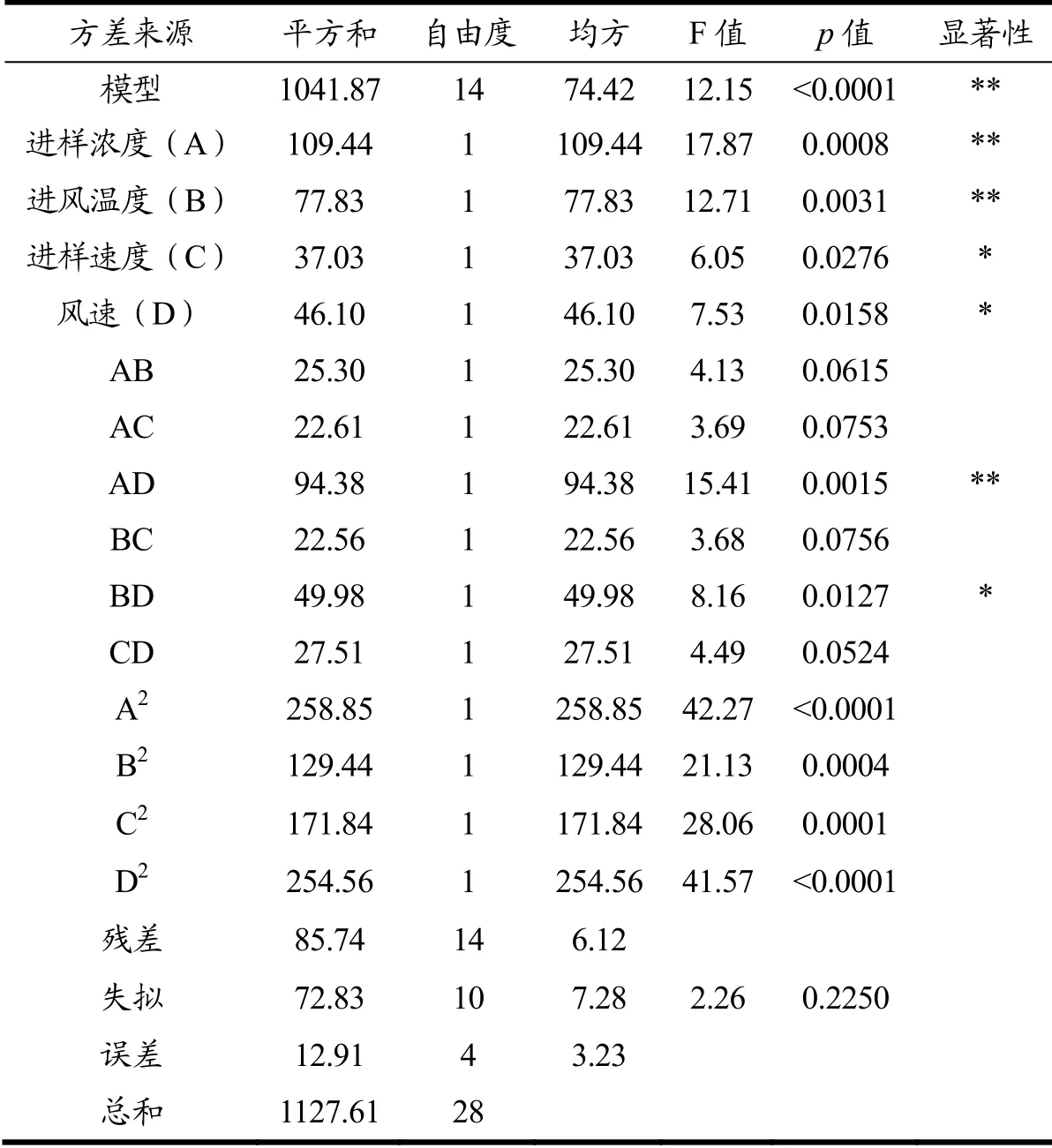
表4 油脂包埋率回归模型及方差分析表 Table 4 The regression model and variance analysis table on oil embedding rate
2.2.2 优化条件验证试验
利用软件 Design-Expert 10.0.4对模型回归方程对Y1、Y2进行计算,得到粉剂型全营养特医食品的最佳喷雾干燥工艺参数为:进样浓度24%、进风温度132 ℃、进样速度13.5 mL/min、风速31 Hz。该工艺制备的全营养特医食品Vc包埋率和油脂包埋率为79.98%和92.82%。考虑到实际操作的局限,修正为:进样浓度24%、进风温度132 ℃、进样速度13.5 mL/min、风速30 Hz。在此条件下进行三次喷雾干燥平行试验,该工艺制备的全营养特医食品Vc包埋率和油脂包埋率为79.72%和92.25%。该结果与预测值误差较小,因此,此响应模型及相关参数准确可靠,能够预测试验的最佳条件,可用于粉剂型全营养特医食品的喷雾干燥实验中。
2.3 本加工工艺条件下特医食品产品的分析
2.3.1 混合均匀性
本加工工艺和普通干法混合对全营养特医食品混合均匀性的影响如表5所示,采用V型混料机干法混合制备的全营养特医食品,其变异系数CV为8.27%,混合均匀度达到91.74%;本加工工艺条件下的粉剂型全营养特医食品其变异系数CV仅为0.72%,混合均匀度可高达99.68%。这表明本加工工艺条件下的特医食品具有更好的混合均匀性。

表5 本加工工艺对混合均匀度的影响 Table 5 Influence of spray drying on uniformity
2.3.2 微观结构
普通干法混合和本加工工艺条件下的特医食品粉体微观结构如图5所示,由图5a可以看出干法加工的粉体大小颗粒混杂,分布不均匀,这是由于干法加工是将单体营养素直接混合制成,各营养素原料在粒度大小、密度等性质上存在差异,且加工过程中混料机的型号、原料添加顺序、混料时间的不同,导致其在扫描电镜下呈现粒子大小不一的状态。与干法加工不同,本加工工艺是将预剪切、均质混合均匀的全营养乳剂进行喷雾干燥,所制得的粉剂型全营养特医食品如图5b所示,粉体粒径较小、大小一致、分布均匀,但由于水在喷雾干燥过程中快速蒸发,颗粒表面形成皱缩现象。Santos[18]用喷雾干燥工艺制备蓝莓粉,其扫描电镜图中粉体外观呈无定形和不规则的形状,有不同大小的团聚体和皱缩现象,与本研究结果一致。
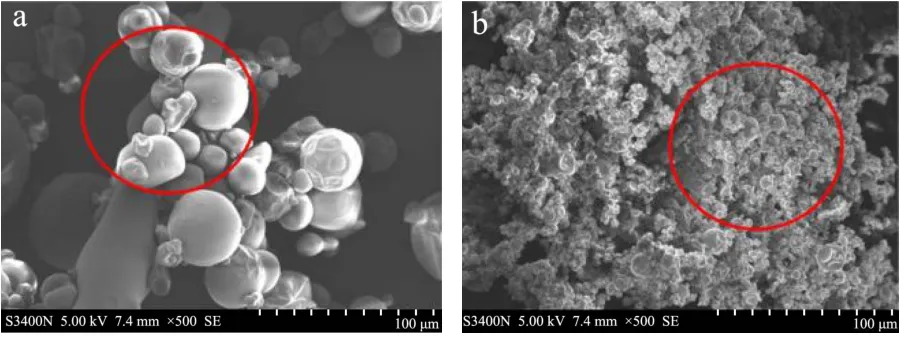
图5 不同加工工艺特医食品产品扫描电镜图 Fig.5 Scanning electron microscopy of special medical food products with different processing techniques
2.4 本加工工艺条件下特医食品产品储藏期间分析
2.4.1 过氧化值变化
本加工工艺和普通干法混合制备的特医食品产品在不同储藏条件下过氧化值的变化如图6所示。过氧化值表示脂肪氧化的初级程度,是衡量脂肪以及氧化产物的指标。由6a可知,高温对过氧化值影响最为显著,干法和湿法加工的样品在高温环境下储藏10 d后,过氧化值分别升高137.00%和45.31%,而在高湿环境下(6b)储藏10 d后,过氧化值分别升高35.50%和9.15%;开袋使用后,特医食品的过氧化值在4 ℃和25 ℃条件下储藏的变化趋势如6c和6d所示,开封后在4 ℃条件下储藏10 d,干法和湿法加工的特医食品过氧化值分别升高15.00%和5.95%,而在25 ℃条件下储藏10 d后,过氧化值分别升高了100.00%和14.87%。以上结果表明,样品在四种不同储藏条件下储藏10 d后,干法混合加工样品的过氧化值升高程度均高于本加工工艺,这表明本加工工艺相比于干法混合能有效抑制特医食品的脂肪氧化。黄兴旺[19]曾探究婴幼儿配方奶粉在储藏过程中脂肪氧化情况,发现脂肪的氧化程度随温度的上升而增加,这与本研究结果一致。喷雾干燥的高温使液滴在短时间内形成“外壳”,对“芯材”进行了很好的包裹,可以有效缓解油脂氧化。
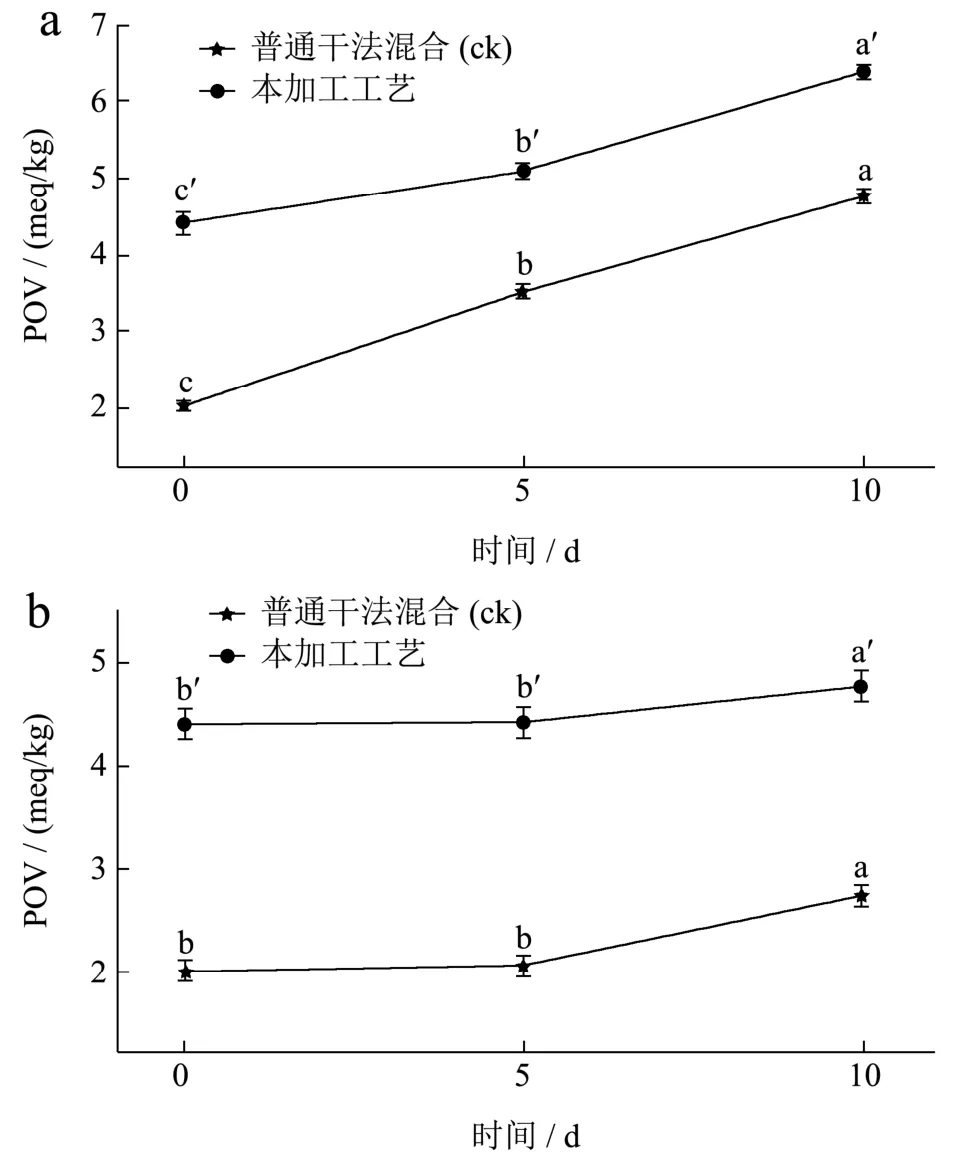

图6 不同储藏条件下样品过氧化值的变化 Fig.6 Variation of POV during storage under different storage condition
2.4.2 Vc变化
本加工工艺和普通干法混合制备的特医食品在不同储藏条件下Vc含量的影响如图7所示。由7a和7b可知,普通干法混合和本加工工艺条件下的特医食品在高温环境下储藏10 d后,Vc损失率可高达34.49%和20.01%,在高湿环境下储藏10 d后,Vc损失率为18.36%和4.28%;Vc是热敏性物质,温度对其影响较大。开袋使用后,特医食品的Vc损失率在4 ℃和25 ℃条件下储藏的变化趋势如7c和7d所示,开封后在4 ℃条件下储藏10 d,普通干法混合和本加工工艺条件下的特医食品Vc损失率分别为2.60%和2.77%,而在25 ℃条件下储藏10 d后,Vc损失率为24.32%和5.29%。以上结果表明,在不同储藏条件下,本加工工艺比干法混合更能有效抑制特医食品Vc的损失。王冬梅等[20]曾对婴幼儿奶粉中Vc稳定性进行研究,发现60 ℃的条件会使奶粉中的Vc迅速降低,1个月后仅为原Vc含量的46.11%,且开封后奶粉中的Vc衰减率显著升高,这与本研究结果一致。喷雾干燥法是将芯材Vc分散到壁材溶液中,通过均质形成乳化液,然后在高温气流中将乳化液雾化、使溶解壁材的溶剂迅速蒸发,壁材固化并最终将Vc微胶囊化,从而减缓Vc的损失[14]。
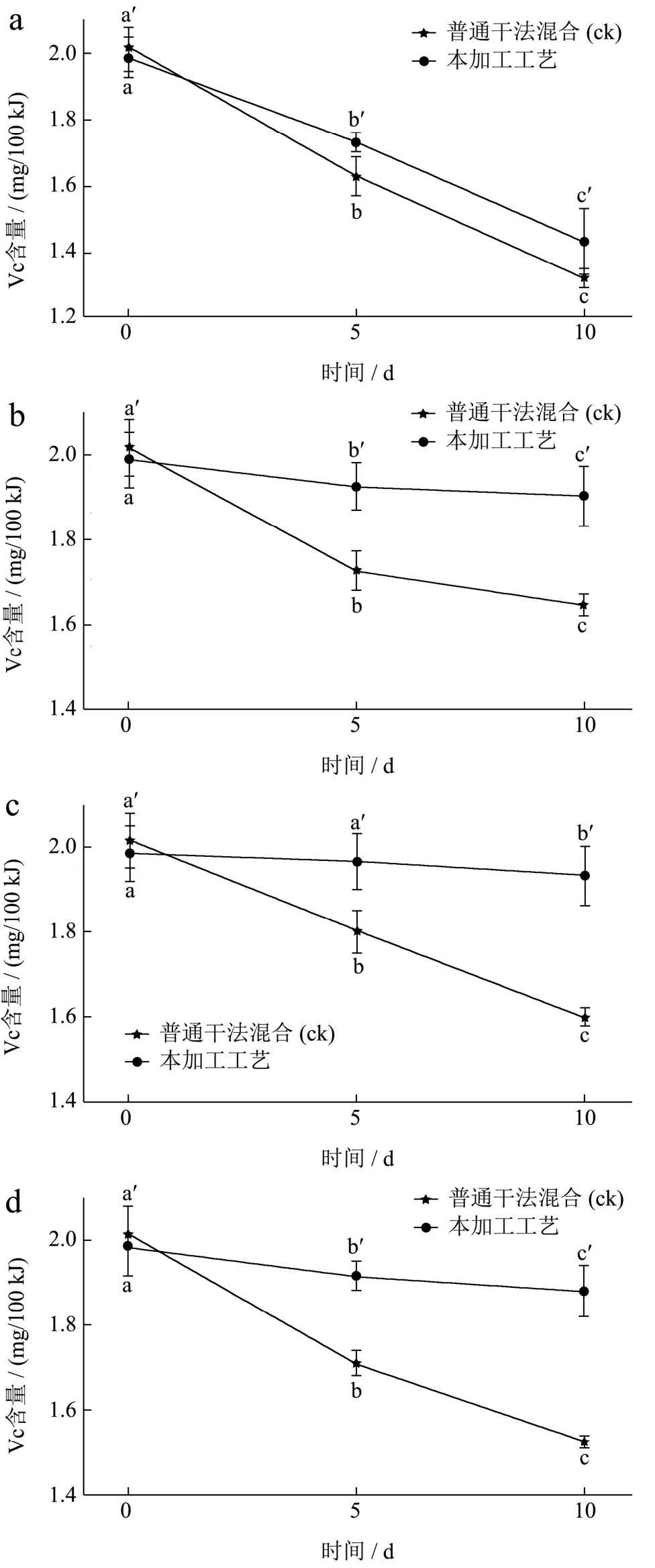
图7 不同储藏条件下样品Vc含量的变化 Fig.7 Variation of vitamin C during storage under different storage condition
3 结论
采用单因素试验和响应面试验,确定了粉剂型全营养特医食品的最佳喷雾干燥工艺参数为:进样浓度24%、进风温度132 ℃、进样速度13.5 mL/min、风速30 Hz。该工艺制备的全营养特医食品Vc包埋率和油脂包埋率为79.72%和92.25%。相较于普通干法混合,本加工工艺条件下制备的粉体混合均匀性更佳,粉体粒径较小、大小一致,在不同加速储藏试验(高温、高湿、开袋)条件下油脂不易氧化,Vc具有更好的稳定性。本研究结果可为粉剂型全营养特医食品加工制备提供技术支撑。
猜你喜欢
现代食品(2023年15期)2023-10-08 07:10:24
食品界(2023年9期)2023-09-12 00:28:21
选煤技术(2022年2期)2022-06-06 09:12:42
选煤技术(2022年1期)2022-04-19 11:15:04
今日农业(2019年15期)2019-01-03 12:11:33
食品安全导刊(2017年10期)2017-10-25 20:34:31
中成药(2017年3期)2017-05-17 06:08:45
食品安全导刊(2017年28期)2017-02-02 10:01:14
生活用纸(2016年6期)2017-01-19 07:36:25
陶瓷学报(2015年4期)2015-12-17 12:45:02