
焊接对双组分丙烯酸酯型结构胶影响研究
2022-09-01 13:16韩世涛陆宏韬王利王周冰曹振华王宇
金属加工(热加工) 2022年8期
韩世涛,陆宏韬,王利,王周冰,曹振华,王宇
辽宁忠旺集团有限公司 辽宁辽阳 111003
1 序言
丙烯酸酯型结构胶在20世纪80年代渐趋成熟,因其具有室温固化快、强度高、韧性好、适应性强和工艺简便等特点,被广泛应用于航天航空、汽车、机械、舰船、建筑及铁路车辆等行业,主要用于结构粘接、粘接修复、防渗堵漏等,在工业中的应用已具有相当规模[1-3]。我公司生产的某款货箱采用铝合金型材焊接形成箱体骨架,骨架外围采用丙烯酸酯型结构胶粘接铝合金薄板作为蒙皮,为了防止蒙皮翘起并提高连接强度,在蒙皮边缘处施加MIG焊使其与骨架连接,如图1所示。考虑到焊接产生的热量会不同程度地影响胶粘性能,因此本文模拟产品实际结构,通过试验确定焊缝到胶粘层的安全距离。因为试验结果与模拟分析结果吻合,所以可用于指导丙烯酸类结构胶施胶工艺制定。

图1 蒙皮粘接
2 试验内容
2.1 试板粘接
选用的丙烯酸酯型胶粘剂与生产用胶粘剂相同,为双组分室温固化产品,技术参数见表1。粘接材料规格为180mm×100mm×5mm,先后以400#和1500#砂纸打磨铝板表面,除去表面自生氧化膜,打磨完成的板材采用酒精擦拭,完全蒸发后均匀涂胶。合拢后保证接头无欠胶,并均匀施加压力,保证表面正常贴合,经过完全固化后移动板材进行焊接,共制备6组试件。
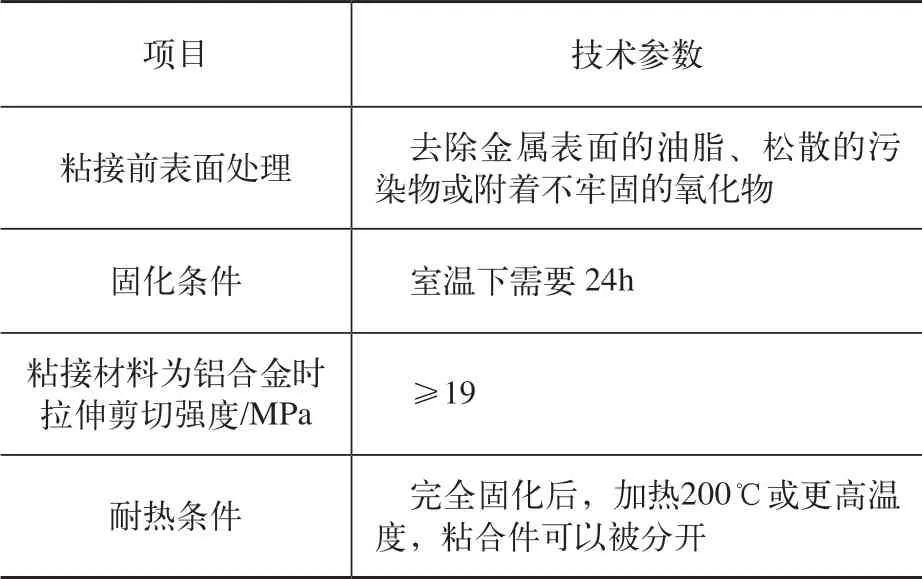
表1 丙烯酸酯型胶粘剂技术参数
2.2 试样焊接、切割与测试
试件单侧采用MIG焊进行堆焊,焊接参数见表2。共制备6组焊接试板,每组试板焊缝中心与胶层边缘距离分别为10mm、20mm、25mm、30mm、35mm、40mm,按GB/T 7124—2008《胶粘剂 拉伸剪切强度的测定(刚性材料对刚性材料)》规定舍弃接头边缘部分(见图2),将胶接后试板锯切成25mm宽试样,之后进行剪切强度测试,夹持区距胶接接头至少50mm[4]。

表2 MIG焊焊接参数
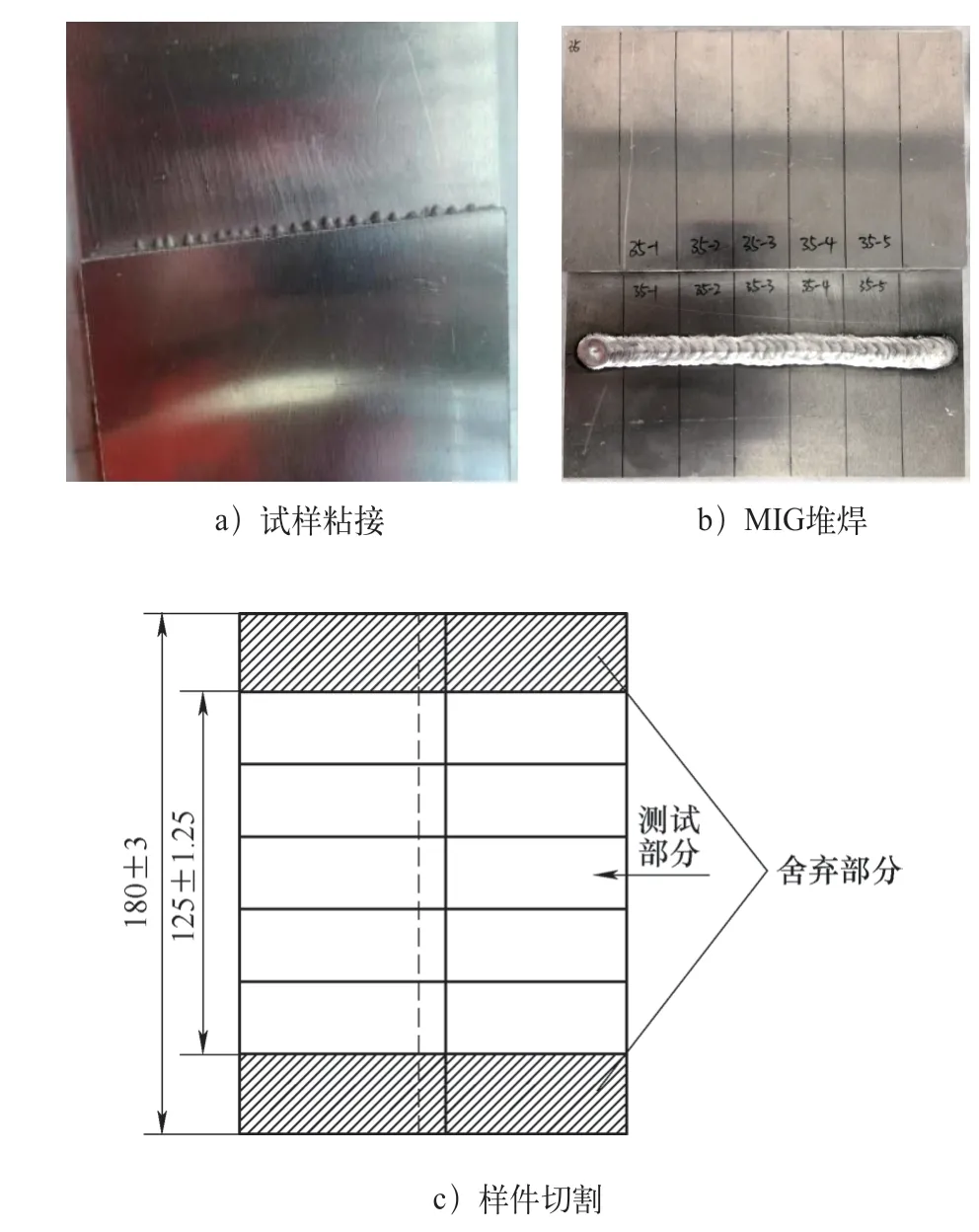
图2 样件制备
3 试验结果与分析
3.1 剪切强度
胶层边缘距离焊缝中心10mm的样件焊接后脱粘失效,不满足使用要求;其他试样测得的剪切强度见表3,其中焊缝中心距离胶接边缘为20mm和25mm时,靠近起弧端样件在剪切拉伸试验前即发生断裂,其他样件测试结果也未全部达到19MPa,不满足使用要求;焊缝中心距离胶接边缘≥30mm时,剪切强度>19MPa,满足使用要求。

表3 剪切强度结果
3.2 断面形貌分析
胶层边缘距离焊缝中心1 0 m m、2 0 m m、25mm、30mm、35mm、40mm时试样剪切破坏形式如图3所示。图3a试样在焊接后脱粘,胶粘剂分解失效。图3b、c靠近焊接起弧端处试样胶粘剂分解失效,其他试样为混合破坏(内聚破坏与界面破坏),不符合使用要求;图3d~f接头破坏形式主要为内聚破坏,满足使用要求。
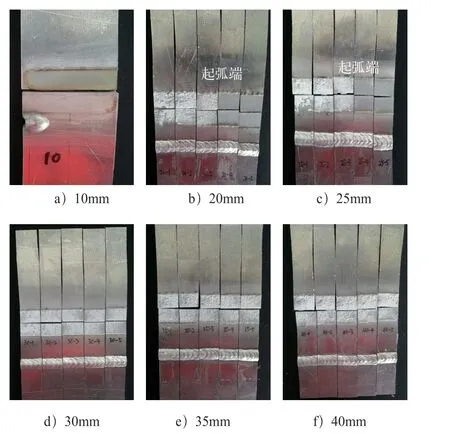
图3 胶层边缘距离焊缝中心不同距离试样剪切破坏形式
粘接接头的破坏形式通常分为内聚破坏、界面破坏和混合破坏三种形式,合格的粘接接头破坏形式应以内聚破坏为主,试验中胶层边缘与焊缝中心距离为10mm试样焊接后在未受外力情况下脱粘,接头破坏形式为胶粘剂分解失效,分析原因为该距离下所受温度接近胶层最高耐热温度,导致粘接失效;距离为20mm和25mm试样靠近起弧位置胶粘剂分解,且在剪切试验前发生断裂,主要是由于焊接时起弧位置停留时间较长、温度较高,因此容易发生粘接失效,故不满足使用要求;距离为30mm、40mm试样接头破坏形式主要为内聚破坏,满足使用要求。
3.3 模拟分析
根据所用焊接参数对试板进行温度场模拟分析,选取的温度分析点为距起弧点60mm、120mm和180m m,且胶层边缘与焊缝中心距离分别为15mm、20mm、25mm、30mm和35mm,如图4所示;图5中已经标注数值的曲线以上所显示的曲线为胶层边缘与焊缝中心距离<15mm位置随温度变化情况,以下所显示的曲线为胶层边缘与焊缝中心距离>35mm位置随温度变化情况,每条曲线测定的位置间距为5mm。
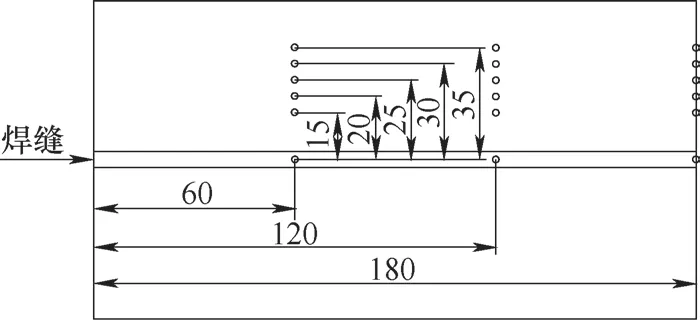
图4 分析位置
从图5可看出,当胶层边缘与焊缝中心距离为15mm时,胶层所受最高温度可达250℃以上,因此焊接后的试样会脱粘失效;距离为20mm和25mm时,胶层所受最高温度分别可达220℃和190℃左右,接近试验用胶最高耐热温度,但是由于铝合金具有散热快的特点,在此距离条件下胶层承受高温的时间相对较短,因此试样未完全失效,部分试样保持拉伸剪切强度,同时接头破坏形式为混合破坏;随胶层边缘与焊缝中心距离不断增加,接头所承受热量逐渐降低,在距离为30mm时,接头所受最高温度为150℃左右,此温度低于胶层能够承受的耐热温度,接头破坏形式为内聚破坏,与技术参数对比力学性能无明显降低;距离为35mm或更大的试样剪切破坏形式均为胶层内聚破坏,拉伸剪切性能完全满足技术要求。

图5 温度随时间变化曲线
3.4 安全距离的确定
货箱生产时焊缝到胶粘层的距离选取30mm,产品焊接后未发生脱粘失效,胶层颜色也未发生明显变化,且后续使用过程中未发生蒙皮与骨架脱离现象(见图6)。
4 结束语
选用的丙烯酸酯型结构胶粘接货箱蒙皮,在固化的胶层附近焊接,当胶层边缘距离焊缝中心≥30mm时剪切性能稳定,胶层破坏形式主要为内聚破坏,且与模拟分析结果吻合。因此,建议在产品设计时胶层边缘距焊缝中心距离至少为30mm。

图6 胶层位置和焊接位置示意
猜你喜欢
粘接(2022年10期)2022-10-25
江苏广播电视报·新教育(2022年1期)2022-05-15
宁波大学学报(理工版)(2022年3期)2022-05-14
合成材料老化与应用(2022年2期)2022-04-26
北京航空航天大学学报(2021年9期)2021-11-02
合成材料老化与应用(2021年3期)2021-06-28
北京汽车(2020年5期)2020-11-06
哈尔滨工业大学学报(2020年7期)2020-06-24
汽车文摘(2017年6期)2017-12-06
导航与控制(2016年3期)2016-09-23
