
车床用端盖偏心孔加工夹具的设计
2022-09-01 15:48孙金栋王淑山冯海伟
金属加工(冷加工) 2022年8期
孙金栋,王淑山,冯海伟
1.山东先河悦新机电股份有限公司 山东淄博 255100 2.山东劳动职业技术学院 山东济南 250022
偏心零件在机械设备上应用较为广泛[1],工艺和加工方法的简易程度将直接影响被加工工件的加工精度及生产效率。传统的加工方法主要是利用立式铣床或卧式镗床对偏心工件进行加工[2],操作流程较为复杂、加工速度较慢、加工时间较长、生产效率较低,且对操作人员的技能要求较高,不适宜工件的大批量生产,难以满足实际生产加工需求。因此,根据实际加工要求,设计了一种卧式车床用某外壳上端盖偏心孔加工夹具,解决了采用传统加工方法对某外壳上端盖偏心孔加工存在的操作复杂、加工时间长、生产效率低及加工精度难以保证等诸多问题。该夹具定位简单、准确、操作方便且生产效率较高,对操作人员的技术水平要求不高,并能够保证零件的加工精度,可满足工件的大批量生产需求。
2 待加工工件工艺分析
如图1所示,待加工工件为某外壳上端盖,该工件毛坯材料为QT450,待加工偏心孔尺寸为φ30+0.033+0mm,偏心距离为(8±0.1)mm,端面倒角为0.5mm×45°,表面粗糙度值Ra=3.2μm,加工精度要求较高。
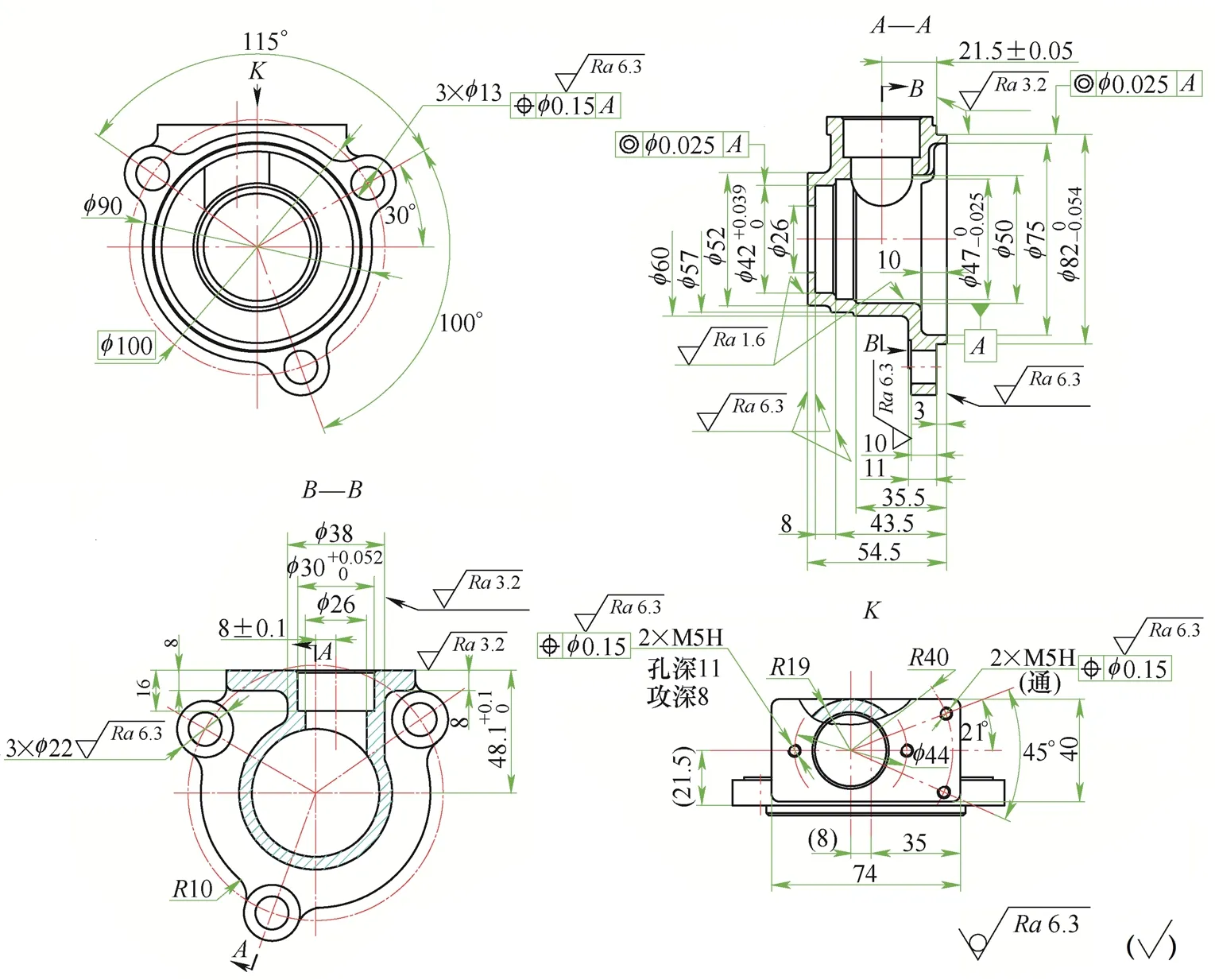
图1 待加工工件
该偏心工件若采用传统加工方法,利用镗床对该工件的偏心孔进行加工,待偏心孔加工完毕后,需重新进行换刀、调刀及定位,再对偏心孔端面倒角进行加工,这样不仅工件加工工艺较为繁琐、时间较长,而且对操作人员的操作技能要求较高,生产效率较低,难以满足该工件大批量生产的需求。因此,为改变传统偏心孔加工方法,提高工件加工精度、生产效率,降低生产成本以及工人技能要求、简化加工工艺以及操作过程等,通过设计一种卧式车床专用的某外壳上端盖偏心孔加工夹具,保证工件待加工φ30+0.033+0mm偏心孔轴线与车床主轴轴线一致,利用车床主轴旋转的主运动和车刀直线轴向进给运动来完成偏心孔表面的加工,并可在偏心孔车削完毕后换刀进行端面倒角,无需调刀及重新定位,减少了加工时间,保证了工件的加工精度要求,从而提高了生产效率。
3 待加工工件夹具设计要求
考虑到该工件偏心孔的加工精度以及偏心孔加工完毕后需进行端面倒角等问题,设计的卧式车床用某外壳上端盖偏心孔加工夹具必须具有准确的定位功能,且需保证工件一次装夹即可完成偏心孔车削以及端面倒角等工序,因此在该工件夹具设计的过程中应注意以下几个问题。
(1)夹具的装夹 为使待加工工件的偏心孔轴线与车床主轴轴线具有较高的同轴度,该外壳上端盖偏心孔加工夹具在车床上装夹时会造成重力分布不均,工件在旋转加工过程中也会产生较大的离心力,影响工件加工精度与质量,并存在安全隐患,因此应在该夹具上增加配重块。该配重块的大小应由加工工件来确定,就该工件而言,其配重块质量初步设定为3kg,加工时根据运行情况对配重质量进行调校。
(2)工件的定位与夹紧 工件在夹具上的定位精度的高低对工件加工成形的尺寸位置及加工精度影响较大[3,4],因此,待加工工件所选定位面必须为已加工面且能保证偏心孔合理方便地加工,并能够保证工件可在所在的旋转平面内自由旋转,不与机床各部位发生干涉。在装夹工件时夹紧力的大小应适当,若夹紧力过大则极易造成工件表面损伤,影响产品质量[5,6];夹紧力过小则造成工件松动,影响工件的加工精度及成品率,甚至产生安全事故,因此在装夹工件时应采用较为合理的夹 紧力[7]。
(3)夹具的装卸 夹具与主轴联接的级数应取最小值,最好可直接安装在主轴上,以保证良好的加工精度。此外,夹具与车床的联接应方便、简单、快捷,便于拆卸。
4 待加工工件夹具整体设计
车床用某外壳上端盖偏心孔加工夹具整体设计装配如图2所示,其主要由定位轴、垂直底座、过渡盘以及配重块等组成。
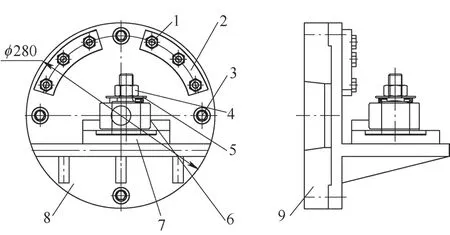
图2 某外壳上端盖偏心孔加工夹具整体设计装配
该夹具利用过渡盘直接与车床主轴进行联接,其定位轴与垂直底座进行焊接,并与待加工工件的定位基准相配合,确保工件的精确定位。为便于工件锁紧以及工件装拆方便,定位轴顶端带有螺纹,并采用压紧弹簧垫片以及螺母进行锁紧。此外,垂直底座上装有配重块,用于消除工件在加工旋转过程中产生的离心力,该部件利用螺栓与过渡盘进行联接,以便于拆卸。值得注意的是,该夹具在使用过程中,应进行平衡调试[8],对配重块质量及位置进行调配,待工件平稳旋转后进行切削加工,尽量减小离心力造成的加工精度问题,以保持夹具整体平衡[9,10],保证产品加工质量。
5 待加工工件夹具关键零部件设计
5.1 定位轴的设计
在对该外壳上端盖的偏心孔进行加工时,该工件上φ42mm、φ26mm的内孔及φ82mm的外圆柱表面均已加工完成。因此,根据加工要求和基准重合原则,选用以上3个尺寸为定位尺寸,并采用定位轴对工件进行定位,制作的定位轴如图3所示。
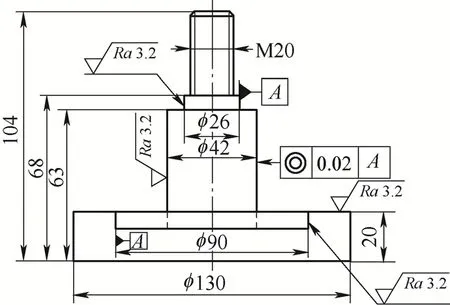
图3 定位轴
定位轴上端采用基孔制原则,轴端尺寸与工件各孔相配合,下端采用基轴制原则,底座内孔与工件外径相配合,通过上下同时固定限制工件的自由度,以达到精确定位的目的。该定位轴与待加工工件定位基准的配合公差分别为轴端与孔φ42mm配合尺寸为φ42H7/h6,轴端与孔φ26mm配合尺寸为φ26H7/g6,底座内孔与工件外径82mm配合尺寸为φ82F8/h7。该定位轴加工精度要求较高,同轴度为φ0.02mm,顶部带有M20×35mm螺纹,以便锁紧待加工工件。
5.2 垂直底座的设计
如图4所示,夹具垂直底座是联接定位装置与机床主轴的关键部件,在该工件加工时应确保定位轴固定面与主轴旋转面垂直精度较高,因此夹具垂直底座应选用整体材料一次加工成型。此外为方便装卸夹具,垂直底座与过渡盘采用螺栓联接,并在夹具垂直底座上端加工螺纹孔,可根据需要以便添加配重块。
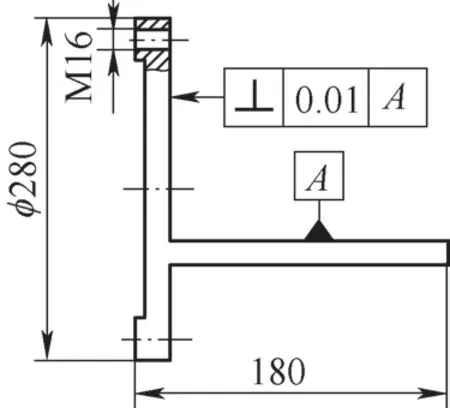
图4 夹具垂直底座
5.3 过渡盘的设计
由于待加工工件采用CA6140车床进行加工,为便于过渡盘与主轴定位、固定锁紧,采用短锥面和端面定位,并利用螺钉进行紧固。过渡盘与垂直底座止口的配合为φ210H7/h6,夹具找正基圆与回转轴线的同轴度取φ0.01mm,过渡盘内锥与车床主轴配合尺寸为φ106.4mm以及7°7′30″,如图5所示。

图5 过渡盘
6 结束语
为便于某外壳上端盖偏心孔的加工,设计了一种车床用端盖偏心孔加工夹具,实际生产过程表明,使用该夹具在车床上加工的偏心孔各项尺寸均在要求的范围内。不仅定位准确、产品质量稳定可靠、操作简单、生产效率高,而且可满足产品的大批量生产需求。此外,通过调整定位轴的高度即可用于其他外壳端盖偏心孔的加工,通用性较强。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
探索科学(学术版)(2020年12期)2020-03-29
当代陕西(2019年24期)2020-01-18
故事作文·高年级(2018年8期)2018-08-14
智富时代(2018年6期)2018-08-06
智富时代(2018年6期)2018-08-06
快乐语文(2018年7期)2018-05-25
电子制作(2017年20期)2017-04-26
科学与财富(2016年34期)2017-03-23
小说月刊(2015年9期)2015-04-23
