
基于响应曲面法的高直链淀粉膜制备及工艺优化
2022-08-17 09:15孙铭马辉煌陈英烜杨少霞顾雄毅周晓东
工程塑料应用 2022年8期
孙铭,马辉煌,陈英烜,杨少霞,顾雄毅,周晓东
(华东理工大学,上海市多相结构材料化学工程重点实验室,上海 200237)
近年来,由于石油资源的匮乏和生态环境的破坏,人们对于可再生资源开发利用的关注度越来越高[1]。淀粉原料易得、成本较低、可完全生物降解,是制备可生物降解包装材料最理想的天然高分子化合物之一[2]。玉米淀粉(CS)具有良好的成膜性能、高透明性和阻氧性,但淀粉膜的力学性能较差,限制了淀粉在商业中的应用[3]。
制备力学性能良好的淀粉膜,原料选择至关重要,由于淀粉中直链淀粉含量各有不同,淀粉材料的结构性质不同,所制备的淀粉膜的性能也会有较大差异[4–5]。同时,淀粉膜的力学性能也会受增塑剂和工艺条件的影响[6],甘油是最常见的醇类增塑剂,但易迁移,增塑材料的力学性能较差[7]。山梨醇能够有效抑制淀粉强度的下降,且增塑时间较长[8]。碳酰胺分子含有羰基和氨基基团,可产生更强的氢键作用及共价键作用[9]。因此,采用绿色高效的增塑剂进行复配和协同作用,优化成膜工艺,淀粉膜材料的力学性能会得到很大程度的改善。
为了提高淀粉膜的力学性能,笔者研究了淀粉中的直链淀粉含量、反应温度、淀粉乳液浓度、增塑剂的种类和含量对其成膜效果和力学性能的影响,并采用响应曲面法优化成膜工艺。
1 实验部分
1.1 主要原材料
玉米淀粉:药用级,微米级,上海耐澄生物科技有限公司;
淀粉脱支酶:生物试剂,江苏博深生物科技有限公司;
甘油:分析纯,上海麦克林生化科技有限公司;
山梨醇、碳酰胺:分析纯,上海众何化学科技有限公司;
乙酸、氢氧化钠:分析纯,国药集团化学试剂有限公司;
乙酸钠:分析纯,上海凌峰化学有限公司。
1.2 主要仪器及设备
万能材料试验机:CMT4204 型,深圳新三思材料有限公司;
紫外可见分光光度计:TU-1810 型,北京普析通用仪器有限责任公司;
接触角测量仪:SL200B 型,上海梭伦信息科技有限公司。
1.3 淀粉膜的制备
先将玉米淀粉在鼓风干燥箱中恒温干燥至恒重,将干燥的淀粉和蒸馏水加入三口烧瓶中配成一定浓度的淀粉水混合物(6~8 g/100 mL),在300 r/min 转速下恒温搅拌0.5 h。将预糊化后的淀粉冷却至一定温度,调节淀粉水混合物的pH 值至中性,再加入适量乙酸-乙酸钠缓冲液稀释过的淀粉脱支酶,反应一段时间后,将乳液在沸水浴中加热0.5 h灭活酶。加入适量甘油/山梨醇/碳酰胺复配增塑剂(10%~30%,增塑剂与淀粉的质量比)搅拌3 h,反应结束后,取出冷却,超声脱气15 min。最后,将脱气后的淀粉共混物缓慢倒入表面皿中,先在室温下干燥12 h,定型后揭膜,再在烘箱中恒温干燥至恒重,将制备的淀粉膜放入恒湿真空干燥器中备用。
1.4 性能测试
(1)淀粉直链含量的测定。
根据GB/T 15683–2008[10],采用紫外可见分光光度计在720 nm 波长处测定淀粉的直链含量。
(2)淀粉膜拉伸性能测试。
根据GB/T 1040.3–2006,采用万能试验机测试其拉伸性能,保持标距为50 mm,拉伸速度为5 mm/min。
(3)表面亲水性测试。
制备20 mm×10 mm 的膜样条,采用接触角测量仪测其接触角,每组样品至少做5 次,取平均值。
2 结果与讨论
2.1 淀粉直链含量对淀粉膜性能的影响
图1 为玉米淀粉的直链含量与吸光度的标准曲线图。玉米淀粉中的直链淀粉含量与吸光度的关系曲线为Y=0.004 87X+0.078 56,相关系数R2=0.996 26。当直链淀粉质量分数为21.5%时,淀粉溶液的吸光度为0.184;经淀粉脱支酶酶解后的高直链玉米淀粉的吸光度为0.344,可得其直链淀粉质量分数为54.1%,直链淀粉含量较原淀粉提高约151.6%。

图1 玉米淀粉的直链含量与吸光度的标准曲线图
表1 为不同直链含量的淀粉膜的力学性能的对比,在反应温度、淀粉乳液浓度、增塑剂种类和含量等条件不变的情况下,直链淀粉含量的不同,也会对淀粉膜的力学性能产生不同的影响。经过酶解后的玉米淀粉的拉伸强度是普通玉米淀粉的两倍左右,断裂伸长率会略有降低,但变化不大。因此,当淀粉中直链淀粉的含量越高时,淀粉分子间的—OH 基团结合越充分,氢键作用力越强,进而提高淀粉膜的拉伸强度。

表1 不同直链含量的淀粉膜的力学性能
2.2 反应温度对淀粉膜性能的影响
图2 为反应温度对淀粉膜力学性能的影响。在直链淀粉含量、淀粉混乳液浓度、增塑剂种类和含量等条件不变的情况下,淀粉膜的力学性能在反应温度为90℃时达到最佳值,拉伸强度为8.38 MPa,断裂伸长率为86.36%。随着反应温度的升高,淀粉容易与水及增塑剂形成塑化状态,且糊化后的淀粉结晶区受到破坏,会暴露出更多—OH 基团,氢键作用增强,力学性能得到改善。但反应温度过高会使水和增塑剂挥发,降低增塑剂的含量,淀粉的塑化程度受到影响,膜的力学性能也会有所降低。
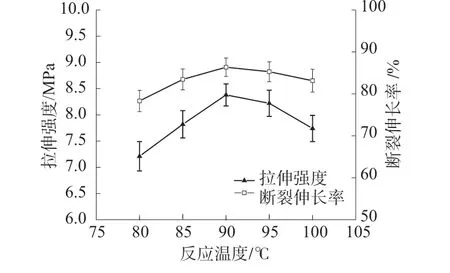
图2 反应温度对淀粉膜力学性能的影响
2.3 淀粉乳液浓度对淀粉膜性能的影响
图3 为淀粉乳液浓度对淀粉膜力学性能的影响。在直链淀粉含量、反应温度、增塑剂的种类和含量等条件不变的情况下,当淀粉乳液浓度为7 g/100 mL 时,淀粉膜的力学性能最好。当淀粉乳液浓度较低时,淀粉和增塑剂的相互作用会变小,淀粉塑化不完全;且水的含量过高,成膜时挥发的水较多会在膜内形成孔洞,淀粉难以浇铸成均匀完整的薄膜[11]。淀粉乳液浓度过高时,增塑剂与淀粉分子间的塑化不充分,淀粉水混合物过于浓稠,产生大量难以除掉的气泡,浇铸成膜的厚度也不均一,导致应力分布不均,力学性能降低。

图3 淀粉乳液浓度对淀粉膜力学性能的影响
2.4 增塑剂配比和含量对淀粉膜性能的影响
表2 为不同复配增塑剂对淀粉膜力学性能的影响。在直链淀粉含量、反应温度、淀粉乳液浓度和增塑剂含量等条件不变的情况下,使用甘油/山梨醇/碳酰胺(质量比为2 ∶1 ∶1)复配时,淀粉膜的成膜效果较好,拉伸强度可达8.39 MPa,断裂伸长率为84.05%。酰胺类增塑剂有利于形成更稳定的相互作用,但碳酰胺添加量过高会发生迁移[12];而山梨醇能够使淀粉膜变软,从而提高薄膜的韧性;甘油的加入能够抑制山梨醇的迁移回生,同时减少碳酰胺结晶,结合适宜比例的山梨醇和碳酰胺复配,对增塑淀粉膜有一定的协同作用,且从成膜效果和力学性能来看,复配增塑的作用效果更好。
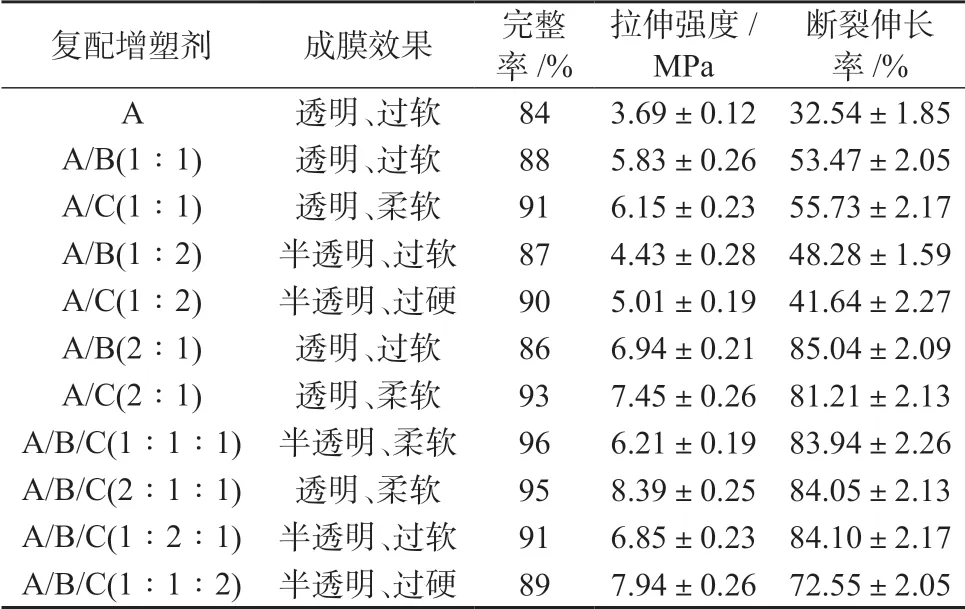
表2 不同复配增塑剂对淀粉膜力学性能的影响
图4 为甘油/山梨醇/碳酰胺(2 ∶1 ∶1)复配增塑剂含量对淀粉膜力学性能的影响。在直链淀粉含量、反应温度、淀粉乳液浓度和增塑剂种类等条件不变的情况下,当淀粉膜中增塑剂质量分数为20%时,膜的拉伸强度可达8.28 MPa,淀粉膜的断裂伸长率为84.05%。由于小分子增塑剂可以逐渐进入淀粉分子链内部破坏分子链间的氢键作用,有利于淀粉膜力学性能的改善[13]。当增塑剂含量过高时,淀粉的塑化已达到饱和,尤其是当碳酰胺过量时,会过饱和结晶析出,淀粉膜发生相分离而使材料的密实程度变差,因此力学性能会有所降低。
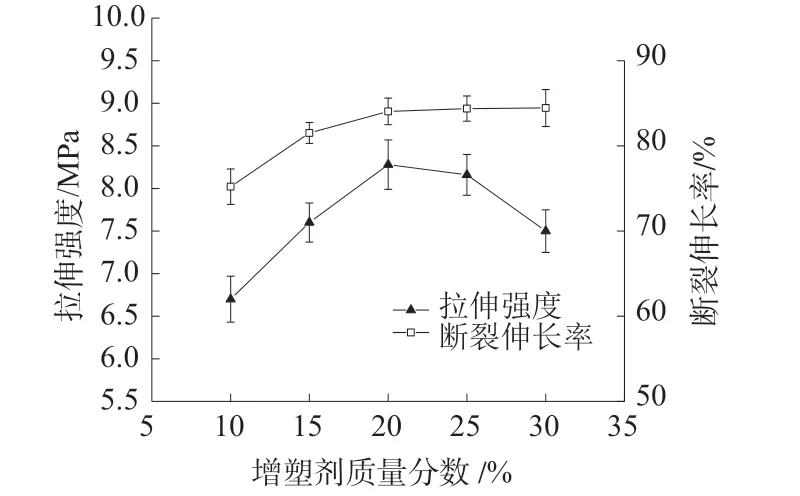
图4 甘油/山梨醇/碳酰胺(2∶1∶1)复配增塑剂含量对淀粉膜力学性能的影响
2.5 Box-Behnken 设计响应面法优化实验
综合考虑上述工艺条件对淀粉膜力学性能的影响,采用Box-Behnken 设计模型,控制其它工艺条件不变,选取反应温度(A)、淀粉乳液浓度(B)和增塑剂在淀粉中的含量(C)为响应因素,用–1,0,1表示3 个水平,因素水平表见表3。

表3 因素水平表
(1)回归模型方差分析及显著性检验。
设定淀粉膜拉伸强度作为评价指标,实验设计方案及模拟结果列于表4。

表4 Box-Behnken 设计实验方案和结果
根据表4 中的实验结果,得出以下多元二次回归拟合值P 公式:
P=8.369 6+0.254 25A+0.159 5B+0.358 75C–0.044AB+0.107 5AC–0.121BC–0.917 55A2–0.508 05B2–1.104 55C2
表5 为模拟方差分析结果。由表5 可知,此模型的P 值小于0.000 1,失拟项未见显著性(P=0.583 4 >0.05),表明该二次回归模型存在着极为显著的差异,即淀粉膜拉伸强度模型的拟合程度极好。比较F 值的数据大小,FA=91.33,FB=35.94,FC=181.83,因此可得出各因素对膜拉伸强度的影响大小为:C >A >B。淀粉膜拉伸强度影响因素中所有一次项(PA<0.000 1,PB=0.000 5<0.01,PC<0.000 1),除AB 项外所有交互项(PAC=0.024 4<0.05,PBC=0.014 7<0.05)和 所 有 二次项(PA2,PB2,PC2<0.01)都对拉伸强度影响显著(P 值均小于0.050 0)。由表6 的模型拟合统计结果可知,回归模型的R2达到0.996 9,R2的校正值则为0.992 9,R2的预测值为0.979 1,二者的差值小于0.2,说明拟合程度较好;该模型具有1.05%的变异系数,表明该模型具有良好的的重现性;信噪比是43.795 0 >4,故模型的辨识度也很高。图5 是所建立的拉伸强度回归模型的残差分布图。

表5 模型方差分析结果
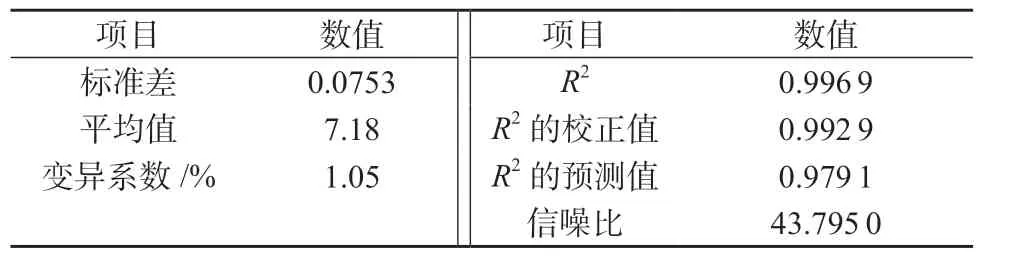
表6 模型拟合统计数据
图5 为拉伸强度的回归模型残差分布图。图5a 中正态概率残差关系图表明,图中的点呈现近似于同一直线的残差正态分布,可见其残差遵循正态分布并具有适当的正态误差项。图5b 是模型响应的残差与预测值的关系图。该图在0 点处显示一条直线,表示该模型的预测方差是恒定的,且所有点都在上下直线之间的区域中,说明其对淀粉膜拉伸强度拟合的二次回归方程适用性良好。由图5c 可看出,预测值点分布呈一条直线且处于残差图的中心位置,表明模型具有准确的预测能力,适用于分析不同工艺条件对淀粉膜拉伸强度的影响规律。
(2)响应面曲线分析。
根据上述的方差分析结果和模型拟合数据,运用软件模拟3D 响应曲面图及等高线图的密集程度进行分析,其结果与F 值分析结论一致。响应曲面图能够分析各因素间的相互作用对复合膜拉伸强度的影响;等高线图可用来分析不同因素相互作用的程度,图形的不圆度越大,交互作用就越强[14]。
图6 为各因素交互作用对淀粉膜拉伸强度的响应曲面和等高线图。

图5 拉伸强度的回归模型残差分布图
由图6a1,6a2 可知,增塑剂含量不变时,反应温度与淀粉乳液浓度对淀粉膜拉伸性能影响不够显著,但等高线呈椭圆形,说明反应温度与淀粉乳液溶度之间的交互作用对淀粉膜的拉伸强度影响显著。由图6b1,6b2 可知,当淀粉乳液浓度不变时,淀粉膜的拉伸强度随着反应温度与增塑剂含量的增加先升高后减小,反应温度与增塑剂含量对淀粉膜拉伸性能均有显著影响;但等高线为圆形,分布较密集,说明两因素间的交互作用不强。由图6c1,图6c2 可知,当反应温度不变时,随着淀粉乳液浓度和增塑剂含量的增加,淀粉膜拉伸强度先升高后减小,淀粉乳液浓度与增塑剂含量对淀粉膜的拉伸性能均有显著影响;且等高线呈椭圆形,分布较密集,说明增塑剂含量和淀粉乳液浓度两因素间的交互作用很强。
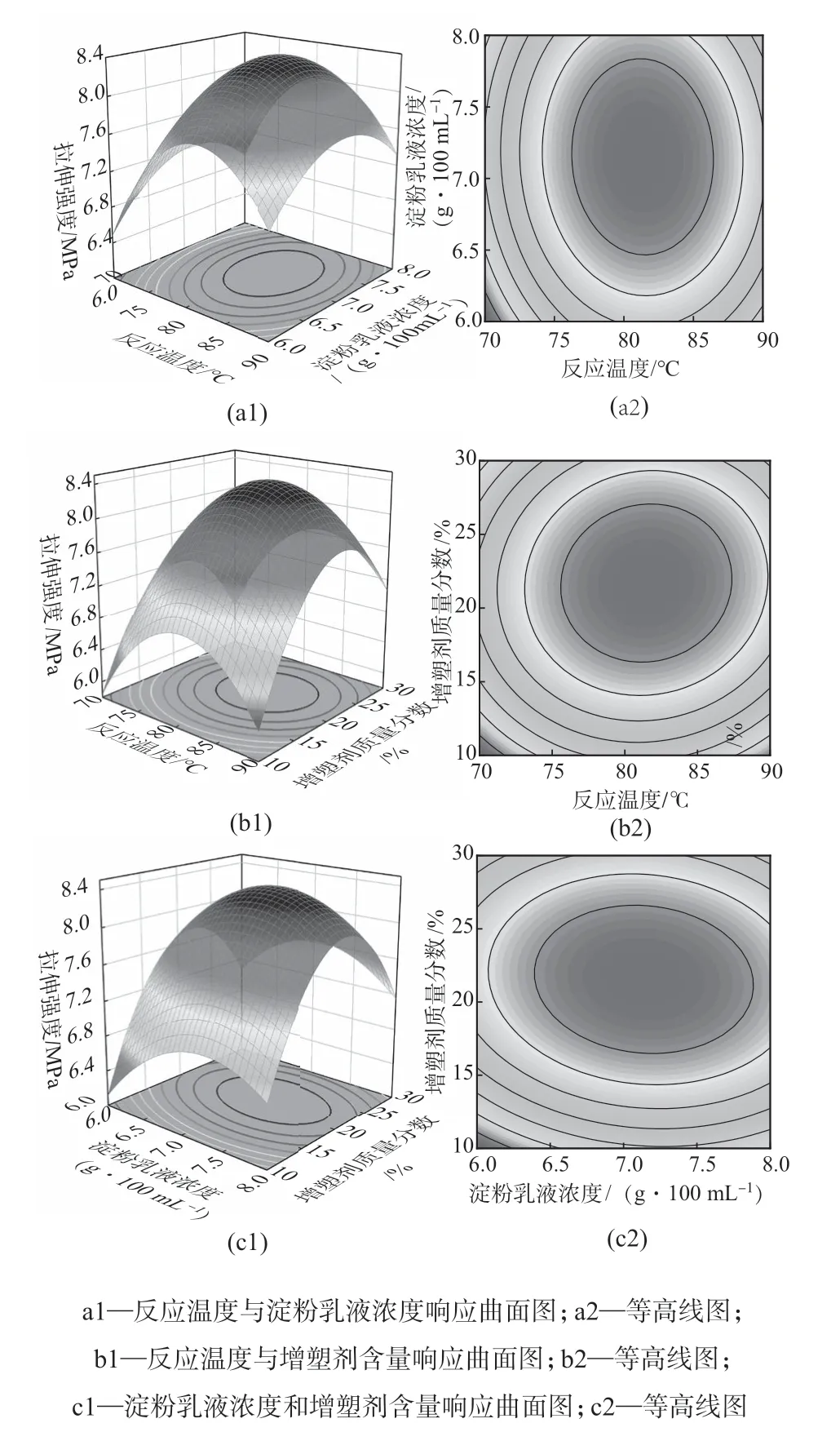
图6 各因素交互作用对淀粉膜拉伸强度的响应曲面和等高线图
(3)淀粉膜制备参数综合寻优及模型验证。
为进一步验证模型的可靠性,根据上述模拟得到的最优工艺条件制备淀粉膜,在此条件下进行3组平行实验,模型拟合统计数据列于表7。经测定优化条件下淀粉膜的实际拉伸强度为8.29 MPa,相对误差仅为1.66%,验证的实验结果与拟合值无显著性差异。通过重复实验也验证了该回归模型的准确性,控制反应温度为91.45℃,淀粉乳液浓度为7.13 g/100 mL,增塑剂质量分数为21.62%时,淀粉膜最大拉伸强度理论上可达到8.43 MPa。
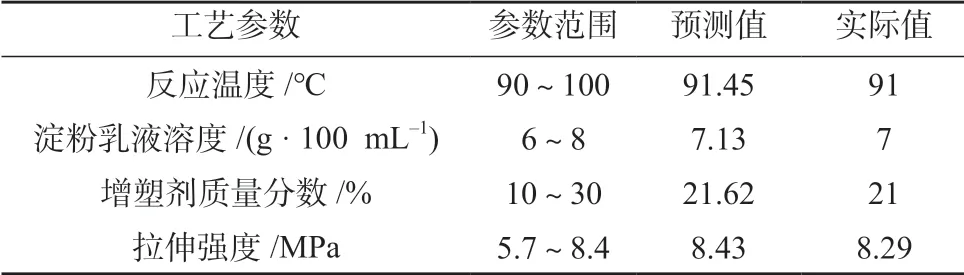
表7 模型拟合统计数据
2.6 淀粉膜的表面亲水性
图7 为不同处理条件下淀粉膜的接触角。由图7 可见,原玉米淀粉膜的接触角在28°左右,高直链玉米淀粉膜接触角在38°左右,而复配增塑的玉米淀粉膜的接触角在95°左右,淀粉膜的亲水性减弱[15]。加入复配增塑剂后,高直链淀粉和增塑剂的氢键作用增强,增塑剂的存在降低了淀粉膜的亲水性。

图7 不同处理条件下淀粉膜的接触角
3 结论
以高直链玉米淀粉为原料,甘油/山梨醇/碳酰胺(2 ∶1 ∶1)复配增塑制备的淀粉膜成膜效果和力学性能更好。其中,反应温度与增塑剂含量、淀粉乳液浓度与增塑剂含量的交互作用显著。优化工艺后,当反应温度为91.45℃,淀粉乳液浓度为7.13 g/100 mL,增塑剂质量分数为21.62%时,淀粉膜的成膜效果和力学性能最好,此时拉伸强度为8.43 MPa,断裂伸长率为84.05%,所制备的复配增塑的高直链淀粉膜亲水性降低。
猜你喜欢
橡胶科技(2022年1期)2022-12-17
润滑油(2022年4期)2022-09-16
固体火箭技术(2021年4期)2021-09-08
食品安全导刊(2021年21期)2021-08-30
中国农业科学(2021年7期)2021-04-21
石油沥青(2021年6期)2021-02-10
上海建材(2021年1期)2021-01-12
农产品加工(2020年3期)2020-03-11
中国粮油学报(2019年4期)2019-07-12
优雅(2016年2期)2016-06-03
