
果园枝条粉碎机控制系统发展现状与趋势*
2022-08-17 05:03王强何磊周艳潘云飞宋龙宋振帅
中国农机化学报 2022年9期
王强,何磊,周艳,潘云飞,宋龙,宋振帅
(1. 石河子大学,新疆石河子,832003; 2. 新疆农垦科学院机械装备研究所,新疆石河子,832000)
0 引言
从1993年至今,我国果园种植面积常年稳居世界第一,根据国家统计局数据,截止到2019年年底,全国果园面积约为12 277 khm2[1]。每年果园因为修剪和更新换代而产生的废弃枝条可以达到95 625 kt[2]。传统的枝条粉碎机设备虽然能够完成不同程度的粉碎要求,但是在使用过程中由于高速旋转所导致喂入量不易控制、粉碎转速不易调整、粉碎效率低、容易堵料等问题[3-5],严重的影响了粉碎机器的作业效率和工作寿命[6-10]。因此许多科研人员与制造厂商将控制系统加入到传统机械来应对上述问题。本文主要对现阶段果园枝条粉碎机的控制系统研究现状进行阐述,可按照控制对象将其分成喂入控制系统、粉碎控制系统、集料箱控制系统,并归纳出目前存在的问题和未来的发展趋势,为科研人员提供参考与帮助。
1 国内外枝条粉碎机控制系统研究现状
1.1 国内枝条粉碎机控制系统
国内对枝条粉碎机控制系统的研究早在十几年前就已经开始,研究方向主要针对果园枝条粉碎机械的堵塞问题且多为固定式的粉碎机控制系统[11-13]。通过对喂料装置和粉碎装置的转速、电流、电压、电机负荷进行检测,调控被控装置。少部分对集料箱物料是否满载进行控制系统研究。国内果园枝条粉碎机普遍自动化程度较低,控制方式也比较单一[14]。
1.1.1 喂入控制系统
中国农业机械化科学研究院赵俊等设计了一种基于单片机的树枝粉碎机控制系统。该系统采用单片机作为控制核心,主要由上下进料杆控制机构构成,上进料杆负责根据不同枝条粗细调整预设粉碎转速,下进料杆主要负责急停报警等功能,软件程序设计为前后转速的差值,即预判转速的方式,避免瞬时的负载过大造成刀具磨损严重或停机等问题。该控制系统通过实时检测粉碎转速来启停喂入辊,完成自动喂入的控制系统,最大的粉碎直径可达250 mm,且粉碎合格率也达到95.52%。在原有机械的基础上大大地提高了可粉碎的枝条大小,有效地避免了因为负荷过大造成的熄火现象。但是对于预设转速的设定值,需要操作者通过人眼观察,手动选择操作。
西北农林科技大学党革荣等[15]研究用于粉碎树枝的树枝粉碎机控制系统,通过安装在喂料机构液压缸上的位移传感器来判断喂入枝条的粗细,再通过转速传感器测得当前喂入机构转速与判断枝条大小后反馈的预设值进行对比调整。该控制系统可自动适应不同直径树枝,调整转速,防止堵塞。
陈学永等[16]设计的粉碎机智能负荷控制系统,采用检测电流电压判断电机负荷的方式,通过实际电机转动负荷与额定负荷进行对比,根据负荷的差异调整喂入量大小。该控制系统由接口多、价格低廉的89C51单片机作为CPU模块、采集交换可提供电机负荷变化依据的A/D采样模块、采用X5045作为存储和修改设计参数的参数设计及存储模块、利用电平变化控制变频器转速的D/A转出变频器控制模块以及完成人机交互参数设置的键盘显示模块构成,如图1所示。该智能控制系统自动整定可在1 min内完成人工30 min以上的调节负荷,且比人工更加准确稳定,生产效率相较原有传统机械提高0.2 t/h以上,同时每吨料的电耗50 kW·h左右,与人工调节相比节省10 kW·h以上。

图1 系统总体结构图Fig. 1 System overall structure drawing
李培乾等[17]研究并设计了一套基于PLC的粉碎机自动喂料控制系统,该系统通过电流隔离变送器实时检测电路中的交流电流,并且将所检测的信号传递到PLC,通过与预先设定的信号值对比,自动调整进料门的开度和喂料电机的转速。长时间过载报警和开关门限位开关维护系统安全运行,如图2所示。该系统采用电机变频调节喂料转速,检测装置反馈粉碎机作业电流防止粉碎负荷过大。电路控制结构简单,维护方便,控制精度高。

图2 控制电路图Fig. 2 Control circuit diagram
目前国内喂入控制系统主要采用检测喂入辊的作业转速和通过检测粉碎电路中电流得出粉碎机负荷,前者具有系统稳定、结构简单、易操作等特点;后者具有高精度、响应快、抗干扰能力强等特点。无论是上述哪种方式,都可调整喂入系统的快慢和开关,达到控制目的。
1.1.2 粉碎控制系统
牛龙华等[18]设计了一种自动调速植物粉碎机控制系统,该系统采用PLC作为调速控制核心,配有3个传感器分别是安装在进料斗后方的倾角传感器、粉碎发动机和喂入辊附近的转速传感器,并且使用显示屏观察和设置参数。该控制系统可根据进料树枝的粗细检测进料门的开度自动调节粉碎速度。该系统通过多个传感器相互配合完成可根据进料树枝大小自动调整粉碎装置和喂入装置转速的控制系统。同西北农林大学党革荣等[15]研制的粉碎机控制系统相比,本系统采用了倾角传感器来对树枝的粗细进行检测,安装在液压缸的位移传感器比前者精度更高,并且在喂入调速的基础上增加了粉碎装置的调速,使整个控制系统稳定性更好,效率更高。
塔里木大学张洪洲等设计开发枣园残枝粉碎装置的控制系统。该装置采用了自走、喂入、粉碎为一体的调速控制系统。调速控制系统以单片机为控制核心,由转速传感器、直流步进电机、4×4键盘、LCD显示屏等构成,如图3所示。通过正交试验,得出最佳的作业速度、辊轮转速和移动速度。转速传感器所测实际值与最佳预设值进行对比,单片机调整其各个系统转速,达到最优的作业效率。研究出该机型作业速度为1.5 km/h、辊轮速度为108 r/min、中心轴速为1 450 r/min 时,粉碎效果最佳,并通过控制器调整。对枣园表面覆盖的残枝粉碎率可达到90%~95%。该系统与其他粉碎调速系统相比,增加了自走调速,自走调速与粉碎装置调速相互配合,解决了人工喂入速度不易控制、安全性差、效率低等问题。

图3 调速部分系统框图Fig. 3 Speed regulation part of the system diagram
海南大学张慧等设计了一款基于单片机控制的香蕉秸秆粉碎机,该系统由进料控制系统、切割控制系统、粉碎控制系统组成,实现了多个控制系统全程自动控制。该系统区别于粉碎调速控制系统而是将压力传感器的检测和步进电机的控制进行有效的结合,通过压力传感器判断物料位置,整套粉碎作业流程有条不紊,有效解决了粉碎堵料等问题。
目前国内对于单独控制粉碎装置的控制系统较少,大多数采用多个控制系统相互配合的方式。例如上述粉碎机控制系统中将粉碎、喂料、切割、移动等多个控制系统共同调控粉碎机装置,各系统相互配合工作,使作业更加安全、稳定、高效。
1.1.3 集料箱控制系统
同济大学王万元[19]对可编程控制器在树枝粉碎机上的应用进行研究和设计。该粉碎机的集料槽底部安装了压力传感器,当粉碎室将碎料抛送到集料槽,重量达到包装要求时,蜂鸣器发出集料箱满的提醒,同时关闭卸料口,倾斜集料槽以便工人装料。完成后压力传感器没重力感应,装置进行复位,如此反复。该系统还根据粉碎机动力输入电机的负载电流大小来进行过载保护控制。
段然[20]设计了一种园林绿化修剪粉碎车。该装置配有集料箱控制系统,启动机器运行,可通过驾驶室的显示器和操纵按键选择直接将修剪的枝条存储在树枝收集箱或者进行粉碎,将碎枝通过传送带1运送到粉碎集料箱。在粉碎集料箱的上方安装有红外线传感器,碎料的数量达到红外传感器的高度时,PLC控制传送带2将枝条运送到树枝收集箱。该系统修剪粉碎一体,储量大,可粉碎处理也可将整枝存储。
随着大量枝条的修剪以及树木的更新换代需要粉碎的枝条也逐年提升。这些粉碎后的枝条,只有少部分还田处理,大多数还是进行深加工,因此对于集料箱的控制系统的研究也是势在必行。目前国内集料箱安装的控制系统大多采用压力传感器检测粉碎物料的重量或者红外传感器检测体积的多少,物料装满后进行警报提醒。
1.2 国外枝条粉碎机控制系统
国外粉碎机控制系统研究早在几十年前就已经开始了[21-25]。较于国内主要针对果园枝条粉碎机械的堵塞问题且多为固定式的粉碎机控制系统,国外枝条粉碎机运用先进的传感器,成熟的控制技术[26],控制系统则更加多样化、智能化。但是往往成本也会随之提升[27]。
1.2.1 喂入控制系统
德国某公司研制的HM型移动式树枝粉碎机[28],该设备配有喂入控制系统。喂入时采用液压强制喂入,通过控制器,调控流量控制阀来控制喂入速度的快慢。并且安装远程控制装置,可远距离手动进行速度调节。发生堵料情况时,也可以进行反转吐料。
意大利托斯卡纳大学Colantoni等[29]研究设计的一款树枝粉碎机防止过载控制系统。当树枝粉碎机粉碎负荷增大,转速传感器测得转速低于正常工作转速,通过锁紧给料辊,有效地阻止物料进入粉碎室。
美国某公司推出BC1000XL型多功能树枝切碎机[30],当有大直径枝条喂入,机器负荷过大,易发生堵料时,通过转速传感器测得粉碎转速低于正常工作转速,控制器控制喂入辊反转一点再进行喂入,如此反复,来减少堵料情况,还配有自动刹车系统、机油压力感应系统、发动机预热系统、程序控制管理系统等。该系统粉碎效率高、适应性强。该公司还研制了一款TG7000型粉碎机[6],并结合电控系统实现整车智能化控制,可远程操控,实时查看工作参数,保证安全作业。该系统与国内粉碎机调速系统相似,但是应对堵料发生情况时,国内系统选择直接锁死喂料辊不进行喂入,待恢复正常后重启喂入装置,而该系统遇到堵料情况,采用喂入辊反转一点再进行正转喂入,如此反复,进而更好地降低了堵料风险,增加了粉碎效率。
相比较于国内粉碎机喂入调速系统,国外粉碎机调速系统更多地使用液压控制,使其动力更加强劲,制动停止更加快速。并且大多数安装有远程控制装置,降低使用过程中的风险,更加安全可靠。
1.2.2 粉碎控制系统
对于树枝粉碎机往往存在工人不正规操作,直接接触喂入和粉碎装置等危险操作。意大利托斯卡纳大学Colantoni等[29]研究设计的一款树枝粉碎机紧急控制系统。该系统由安装在拖拉机万向轴上用于紧急情况自动分离动力输出(PTO)的电磁离合器、制动钳、安装在PTO轴上的制动盘、桑格电动阀控制制动夹紧装置、紧急停止按钮、用来设置制动动作的液压流量调节器、12 V电源插头、抗应激安全系统等组成。遇到紧急情况,自动或手动快速制动,减少相关风险,基于“制动卡钳”系统和电磁离合器的动力分离装置(PTO),可以减少切片盘的运行时间(95%),并降低工人在机器进料口缠绕和夹带的风险。该系统将防止过载和紧急制动两个控制系统相结合,采用液压制动的方式快速停止喂入和粉碎装置,相比国内粉碎机制动速度更快、可靠性更强。
拉合尔政府学院Rehman等[30]将机器视觉应用在实时检测高速旋转的树枝粉碎机的刀具磨损情况。当抓帧器或者触发器激活时触发图像采集,可通过屏闪信号来控制照明或可编程控制器(PLC)连接控制,相机通过相机计算机接口将图像传送到计算机,机器视觉软件对物体进行检测,并返回对物体的评价结果,评价结果连接到控制器,再由控制器决定是否发出磨损过重警报,如图4所示。该检测控制系统可以实时测量以45 m/s速度移动的切刀的质量。同时,研究了不同曝光时间下对木屑切碎机刀具质量实时检测的影响。该系统解决了磨损刀口导致能源消耗、粉碎物料的质量下降等问题,也更便捷地了解到密封的粉碎室刀具磨损情况,减少维修人员的频繁拆机。
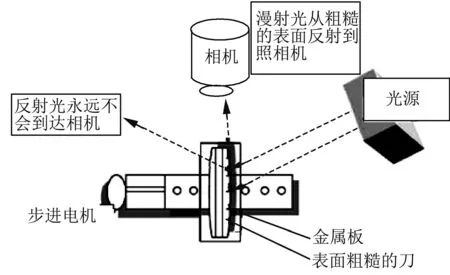
图4 刀具检测装置Fig. 4 Tool detection device
国内枝条粉碎机粉碎装置采用比较多的还是调速控制系统,而国外粉碎装置上的控制系统则更加多样化,例如利用图像视觉对刀具进行磨损分析等,增加了枝条粉碎机的自动化程度,使工人操作更简单,维修更便捷。
1.2.3 集料箱控制系统
美国某公司生产的950型立式粉碎机[31],该粉碎机的粉碎鼓下方安装了压力传感器,通过检测粉碎鼓内碎料的质量来自动调整粉碎鼓下方螺旋钻的转速,促使出料更加顺畅,防止集料太多,造成堵塞的现象。国内粉碎机控制系统对于堵料情况,主要针对喂入装置和粉碎装置通过调速进行防过载防堵料。而该系统分析粉碎室和集料箱的出料慢导致堵料情况,因此进行出料调速,进一步减少了堵料、过载情况的发生。
西班牙维戈大学的Lopez等[32]开发了一个基于功能模式识别模型的木屑实时质量控制系统,该系统是一个激光三角测量的三维激光扫描,集料箱内的木屑由传送带运输到待测区,通过激光投射到木屑上,由相机拍摄,控制器处理和分析木屑的厚度、长度、宽度,系统实时的分析样本木屑的尺寸特征,从而为进入二次加工提供数据分析。
国内的枝条粉碎机集料箱控制系统都是对于满载报警措施,控制系统比较单一。国外枝条粉碎机集料箱控制系统即可满载出料,也可以对粉碎后木屑进行特征分析。大大的增加了集料箱控制系统的自动化、智能化。
2 存在问题
1) 国内枝条粉碎机控制系统的研究比较缺乏[33]。国内喂入控制系统大多采用电机控制,小型电机粉碎功率有限,续航能力差,而大型的电机价格昂贵,采用液压控制的国内研究较少,技术也不够成熟;粉碎控制系统和集料箱控制系统控制方式比较单一,其中粉碎控制系统大多数采用调速控制的方式,集料箱控制系统则采用满载后报警的控制方式,控制系统过于简单。
2) 我国大部分果园种植以丘陵山地为主[34]。对于山地废弃枝条的处理利用主要通过移动式粉碎机进行[35-36],但是国内枝条粉碎机的控制系统大都是应用在固定式的粉碎机上[37]。对于移动式枝条粉碎机的控制系统研究缺乏。
3) 缺乏自动化创新能力,在枝条粉碎机械控制系统的发展过程中,对于产品的创新是非常重要的一环,目前国内大多数枝条粉碎机械控制系统缺乏较高的智能化水平,仍然采用以往的控制技术,和国外发达国家存在一定差距[38]。
4) 基于果园枝条粉碎机工作环境的特殊性,粉碎机控制系统需要作业的环境也较为恶劣[39],现阶段大部分传感器和控制器抗干扰能力差,且后期的维修保养工作也比较复杂,增加成本。
3 发展趋势
3.1 控制技术的提升
随着果园枝条粉碎机控制系统的不断研制和更新换代,控制系统的稳定性、达到控制目标的准确性,以及对于控制指令立即反应的快速性。上述的几个方面都是粉碎机控制系统未来不断要提升的方向。
3.2 多控制系统相互配套
果园枝条粉碎机控制系统的不断完善进步,单一的控制系统不能完成当前的市场需求,并且单一控制存在效果差、稳定性不高等问题。多控制系统配套使用,例如将喂料系统、粉碎控制系统、集料控制系统等互相配套使用,在提升生产效率和生产能力的同时,减少人工操作,降低甚至无需人工与机械的交叉作业频率,保证粉碎安全。
3.3 升级改造原有机械的自动化与智能化
为了尽可能地减少人工作业强度,提高工作效率,枝条粉碎机的控制系统更加自动化、智能化将会成为今后的发展趋势[40]。例如安装北斗导航,操作人员只需坐在室内规划路径,便可使粉碎机自主粉碎作业;采用视觉传感器检测粉碎路径上枝条的多少、粗细,来合理调整速度或者判断刀具的磨损情况。采用机械手上料来代替以前人工喂入等[40-42]。未来将会运用到更智能的传感器,更先进的控制理念,更加多功能的控制系统。
3.4 多功能通用型树枝粉碎机与控制系统
在不同的地区、树枝的长短、粗细、种类各不相同,不同木屑用途对于粉碎的要求也是不一样的,因此需要不同种类、不同规格的树枝粉碎机,而往往不同机型匹配的控制系统也不尽相同。所以需要研发设计可粉碎范围更广、适用性更强、功能更多样的树枝粉碎机及控制系统。
3.5 缓解生态污染情况
我国生态环境与农业生产矛盾日益突出,环境治理成本居高不下[43]。从枝条粉碎机作业环境特点来看,伴有灰尘漫天、噪声大、能耗过高等情况[44],为此在进行枝条粉碎机控制系统的研发选型过程中,科研技术开发人员需要着重考虑对环境的二次污染,唯有提倡可持续发展,积极应用现代化技术,开发研制节能、低碳、绿色的智能化控制系统的设备,降低生产对生态环境带来的影响。
4 结语
随着果园种植面积的逐年增长,果园的机械化程度也会越来越高,果园枝条粉碎机的控制系统也越来越完善。结合我国国情,研究设计适用于我国枝条粉碎机械的控制系统,加强果园枝条粉碎机控制系统的推广和应用,提高对果园枝条粉碎机械安全、高效、环保的控制,实现对废弃枝条资源利用和环境保护的重大意义。
猜你喜欢
房地产导刊(2022年5期)2022-06-01
西部交通科技(2022年2期)2022-04-27
科学家(2022年3期)2022-04-11
建材发展导向(2021年20期)2021-11-20
智慧少年·故事叮当(2020年12期)2020-12-25
少年文艺(2019年12期)2019-12-16
价值工程(2019年18期)2019-07-25
科学与财富(2018年29期)2018-11-21
诗林(2016年5期)2016-10-25
科技资讯(2016年7期)2016-05-14
