
浅谈SCADA系统在有色金属加工企业中的设计与应用
2022-08-11 07:38:52赵健
有色金属加工 2022年4期
赵 健
(中色科技股份有限公司,河南 洛阳 471039)
随着国内有色金属加工行业的快速发展,企业迫切需要利用云计算、物联网、大数据、移动互联网等新一代信息技术,实现企业人、机、物、系统的全面互联,促使两化融合,推进企业数字化、智能化转型。企业内各种数据的互联互通就成为企业数字化、智能化首先要面对的问题。
有色金属加工行业具有小批量、多规格、多工序、高标准、产品质量波动大、离散连续过程并存的特点。SCADA系统作为企业数据互联互通的重要一步,在有色金属加工企业中应用越来越广泛。有色金属加工企业通过建设SCADA系统,构建统一数据集成平台,可有效实现企业相关应用所必需的数据采集、存储、查询等服务功能。
本文通过某企业为推进工厂智能化,对企业的设备和能源介质进行监控,实现对重要工艺数据、关键设备运行状态、能源介质的发生量和耗用量进行采集、分析、显示和报警,并对系统异常进行应急处理而建设的SCADA系统为例,介绍了在有色金属加工企业中SCADA系统的设计和应用。
1 SCADA系统
1.1 系统架构
通过S7、OPC或MODBUS等协议通讯方式实现产线、子系统互联互通,实现SCADA系统监控、指令上传下达。网络架构如图1所示。系统部署分为三部分内容:①接入层,各子车间PLC系统或车间设备自带上位机连接至车间级交换机;②汇聚层,通过采集服务器实现过程数据的全面汇聚;③核心层,通过核心层交换机将数据上传至WEB服务器,实现WEB功能发布,并与第三方系统进行数据交互。
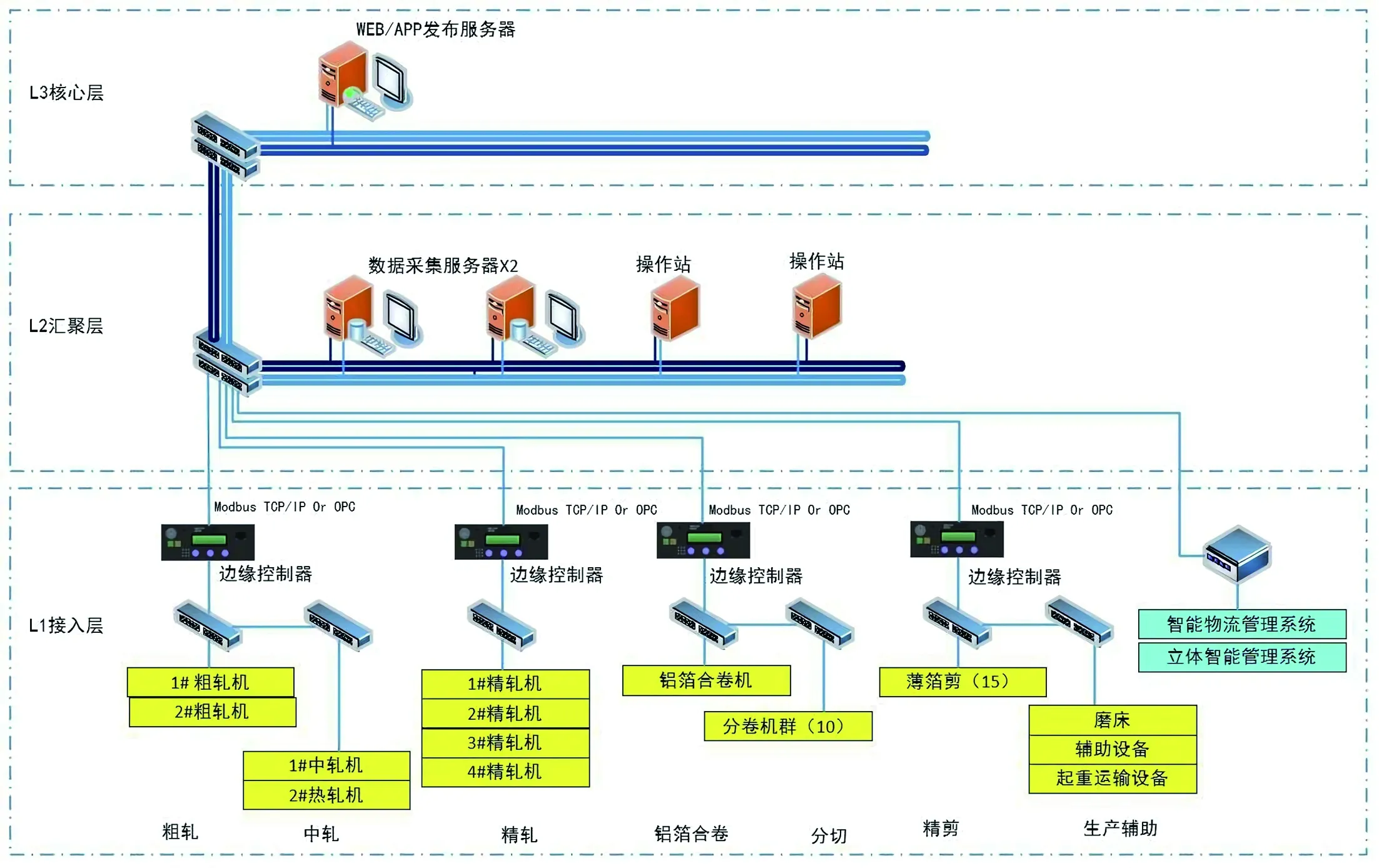
图1 系统架构图Fig.1 System architecture diagram
1.2 数据通讯
选用智能采集网关作为数据采集设备,可支持远程配置管理,支持设备通过网络上传、下载和监控。智能采集网关内置多种工业驱动协议,支持西门子、施耐德、AB、三菱等市场主流设备,支持协议转换Modbus TCP,支持MQTT,智能采集网关完成网络联通及配置后,会根据PLC的地址和对应数据映射进行实时数据采集。
1.3 数据采集与存储
用户通过WEB方式访问网络控制器的管理界面,根据生产实际需要进行数据设定、参数设置、组态控制等操作。通过网络控制器打通服务器、控制器、采集网关、PLC之间的数据传输通道,实现PLC实时数据采集和生产监控。
采集后的数据通过网络传输到SCADA系统中的实时数据库,实时数据库将采集的生产过程数据,以螺旋压缩技术的高效数据压缩功能完成数据的强力压缩。
2 SCADA系统应用
2.1 系统管理
基础数据管理模块为SCADA系统提供基础数据的维护管理功能,包括工厂建模、工厂日历设定、班次轮班设定以及物料等基础数据设定、用户角色管理、事件建模管理、质量缺陷库管理等。
工厂模型是整个SCADA系统的基础,其过程就是将整个工厂和生产过程数字化,形成和工厂及生产过程实际相对应的虚拟数字工厂。生产建模能力和对象层次包括:车间->生产线/设备组->生产单元//工序/工段->生产、检测变量组->生产变量。
工厂建模还包括对生产设备及工艺路线上发生的各种过程事件进行定义,例如生产事件,设备停机事件,废品事件,物料消耗事件,更换产品事件等。
2.2 生产监控
提供画面组态工具,编辑车间工艺流程,流程图支持缩放功能,自定义数据标签。可以看到相关设备的运行/停止、压力/温度等模拟量的实时变化等,供管理人员实时掌握生产情况(图2)。通过实时采集设备工艺温度、工艺曲线、报警信息等作信息对接,相关设备出现程序异常、温度异常等主动提示各级管理人员做出处理。

图2 生产监控Fig.2 Production monitoring
2.3 设备监控及产能分析
通过采集设备的数据,对设备状态进行监视。基于过程控制标准的通讯协议构建预警系统,形成可视化人机交互界面,对过程异常的详细信息进行量化采集,生产报表,进行数据分析。采集设备状态信息,记录生产停机的时间长度,详细位置和故障原因。
SCADA系统可以实现效率统计分析功能,包括停机时间率、不合格率、性能开动率、设备全面效率、一次通过率、每小时产量等计算。计算方法如下:
(1)停机时间率。现场设备的PLC在接口数据区中提供的停机原因信号作为统计停机时间的依据。停机比率等于总停机时间除以总有效运行时间乘以100%。总停机时间与总有效运行时间中不包括休息时间、放假时间与计划性停机时间。
(2)不合格率。不合格率等于不合格品计数除以总计数乘以100%。
(3)性能开动率。SCADA可以通过每一个下线点或者某台设备时的总计数,计算性能开动率。性能开动率等于实际生产速度(件/小时)除以理论生产速度(件/小时)乘以100%。实际生产速度的计算按照除去停机时间后的实际生产时间为时间要素进行换算。
(4)设备全面效率(O.E.E)。采用标准OEE计算公式计算。设备全面效率等于时间开动率乘以性能开动率乘以合格率乘以100%。
(5)一次通过率(FTT)。一次通过率的计算指当每台产品通过最后下线点时,系统检测是否经过返修的信息位进行一次性通过产品的计数与通过该下线点的总计数。一次通过率等于未经返修的一次通过下线数量除以下线总数量乘以100%。
(6)每小时产量(JPH)。JPH的计算需要进行产量和工作时间的统计。PLC负责计算经过每个下线点的产品数量,该数量中不包含需要进入返修区的产品。每小时产量等于总产量除以有效工作时间。有效工作时间需要排除休息时间和换班时间。
2.4 能源监控
通过采集能源的数据,对能源消耗状态进行监视。按照有色金属加工企业不同层级(厂、车间、设备)对能源数据进行对比分析,帮助用户及时了解能源使用过程中的漏洞,便于用户能够及时做出相应的调整,进一步深入挖掘节能空间,以满足生产要求为前提对工艺参数等进行节能降耗,不断优化企业能源结构。
3 结论
本文介绍了有色金属加工企业中的SCADA系统的设计与应用,通过系统构建工厂、车间、产线、设备数据可视化应用,操作者根据权限可以直观看到工厂、车间、产线、设备运行的实时状态和数据,获取告警/预警信息,做出响应判断和决策。随着工业4.0的稳步发展,SCADA系统将设备通过通信技术有机连接起来,将采集到的数据用于汇总分析、生产管理、决策分析、优化改进,最终助力企业向智能工厂迈进。
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05 08:25:06
智能制造(2021年4期)2021-11-04 08:54:28
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
中国老区建设(2016年12期)2017-01-15 13:54:08
小学阅读指南·低年级版(2016年1期)2016-09-10 07:22:44
汽车维护与修理(2016年3期)2016-02-28 13:17:07
少先队活动(2014年6期)2015-03-18 11:19:18
自动化博览(2014年6期)2014-02-28 22:32:17
汽车与新动力(2014年3期)2014-02-27 12:10:24
