
船舶中组立结构机器人焊接工艺参数规划
2022-08-09 11:27喻天祥王冬梅成宇韬
造船技术 2022年3期
喻天祥,祁 超,2,王冬梅,刘 坚,成宇韬,2
(1.上海船舶工艺研究所,上海 200032;2.船舶智能制造国家工程研究中心,上海 200032)
0 引 言
近年来,面对国内外的竞争压力,我国越来越多的船舶企业意识到数字化建设与智能制造升级的重要性,必须加快推动智能化技术与船舶制造技术融合,积极寻求突破,持续优化造船工艺流程,加快中间产品智能生产线建设,将智能制造作为转型升级和提质增效的重点方向。大力推动船舶智能制造、提升船舶建造质量和效率、降低成本和资源能源消耗是增强核心竞争力的有效途径。应以数字化设计为源头、以数字工业软件系统为支撑、以自动化/智能化设备为手段,通过广泛应用智能加工装备,加快提升船舶建造效率,降低资源消耗,最终达到降低成本、提升竞争力的目标。研究机器人焊接工艺参数规划技术,是研制船舶中组立结构机器人焊接装置的重要环节之一。
1 背景分析
在将机器人焊接技术应用于船舶复杂结构的自动焊接过程中,机器人焊接工艺的自动匹配是重要环节。在半自动人工干预情况下,需要结合焊缝周围的零件结构形式,对焊接构件每条焊缝的焊接工艺进行设置,不仅费时费力,而且不够精确。在离线编程环境下,设计算法对焊缝的关联零件特征进行识别,结合焊接工艺参数库,可自动生成焊缝的合理焊接工艺参数,提升机器人自动化焊接的效率和焊接质量。
针对面向船舶焊接工艺规划的参数规则匹配方法进行研究阐述,对焊接工艺规划的特点进行分析,对基于零件焊缝的特征进行焊接工艺设计的技术过程进行梳理。在设置焊缝特征与工艺参数之间的匹配规则、提取工件及焊缝信息、提取焊缝特征和按规则匹配焊缝特征得到工艺参数等方面进行探讨。机器人焊接工艺规划的相关零件、模型和焊缝信息源于设计系统,利用接口软件从设计软件中提取工件设计数据,加以分析处理,以满足机器人在虚拟环境中完成工件焊接工艺规划的需要,并在离线环境中预览和基于规则生成工艺参数,生成的焊接程序支撑现场焊接装备的高效执行,提升现场设备的运行效率及焊接质量。
2 工件及焊缝信息处理
设计模型和工艺数据是机器人焊接工艺参数规划的输入,在进行工艺参数规划前,需要从设计系统中导出设计数据。目前在行业内应用较为广泛的设计软件为AM、Tribon、船舶产品设计(Ship Product Design,SPD)和CATIA等,这些设计软件主要是进行船舶产品的生产设计,包括船体结构、轮机、电气、设备和舾装等各个专业。在通过设计系统完成生产设计后,设计模型和工艺信息包罗万象。随着智能制造装备在生产环节的应用,智能化装备对设计模型和工艺信息的要求更高,设计直接输出的模型和工艺信息不可直接使用,需要进行二次处理。根据机器人智能化焊接的需要,重点对焊缝相关的零件属性、装配关系和空间位置等进行提取,理清焊缝与零件、零件与零件间的空间拓扑关系,结合现场的工艺试验,针对典型特征的焊缝进行归类,形成工艺参数库,基于焊缝和零件特征匹配焊接工艺。
工件及焊缝信息处理过程可分为模型工艺信息提取、焊缝关联的模型特征归类、工艺信息的表达与管理、工艺信息与模型的关联等具体工作。三维模型作为工艺信息的载体,进行机器人焊接工艺规划。基于三维模型的工艺交互,使特征信息的表达更为充分和直观,焊缝及关联模型通过几何形状信息展示,所见即所得,更便捷地进行工艺信息的编辑。在完成机器人运动路径及工艺参数规划后的仿真环节,三维图形便于进行工艺决策,对焊接过程的工艺过程进行优化分析,如调整机器人焊接姿态和优化复杂构件中的焊缝焊接作业顺序等。
3 焊接工艺数据库构建
机器人焊接工艺数据库包含导入的模型信息、典型特征的焊接工艺参数和工艺参数匹配规则等。模型信息源于计算机辅助设计(Gomputer Aided Design,CAD)系统,经现场试件反复多次试验形成典型特征的最优工艺参数,基于模型进行焊缝关联零件的特征梳理,基于特征表达焊缝的工艺。焊接工艺数据库构建流程如图1所示。焊接工艺数据库构建包括模型的零件数据、焊缝数据、焊缝队列、焊缝节点、隔板索引信息、隔板轮廓三维数据信息和型材端部三维数据信息等[1-2]。
4 焊缝特征智能化识别
焊缝特征是用于工艺参数匹配的依据,焊缝特征分为设计属性和计算特征。
4.1 设计属性
设计属性为焊缝在设计时已确定的属性,通常可从设计软件中抽取,主要设计属性如表1所示,其中:contour类型为复合类型,其结构如图2所示。

表1 焊缝设计属性
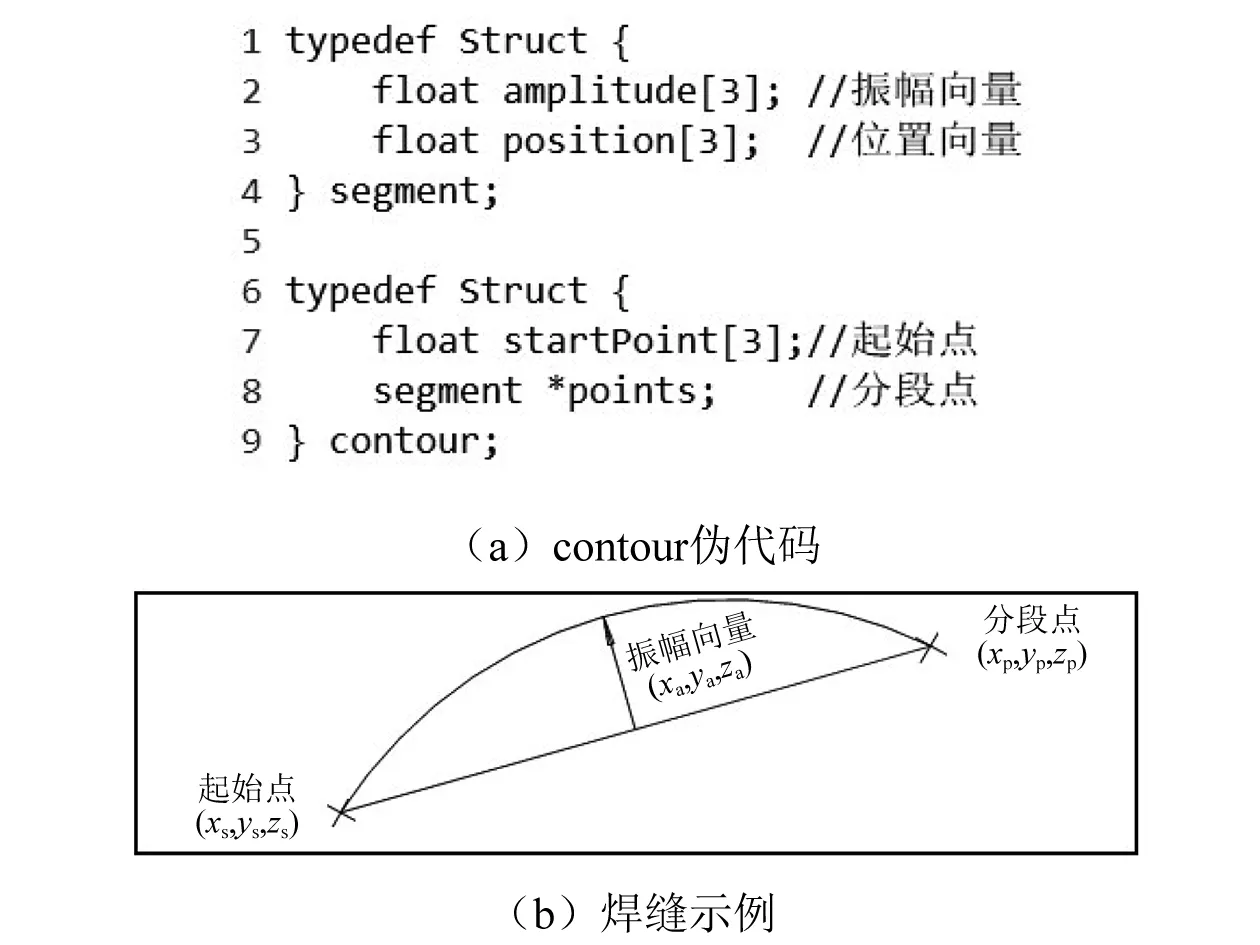
图2 contour类型
4.2 计算特征
计算特征为对焊缝轮廓及焊缝关联零件进行分析后得到的焊缝特征,焊缝主要计算特征如表2所示,其中:焊缝长度为焊缝每一段长度之和;焊接位置使用ISO 6947规范表示;延伸形式为父板与连接板连接时的延伸关系,如图3所示;端部遮挡零件为焊缝端部存在零件遮挡,如图4所示;端部开孔尺寸为焊缝父板端部存在开孔,如图5所示。
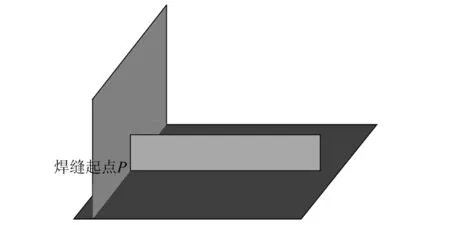
图4 端部遮挡示例

图5 端部开孔示例

表2 焊缝计算特征
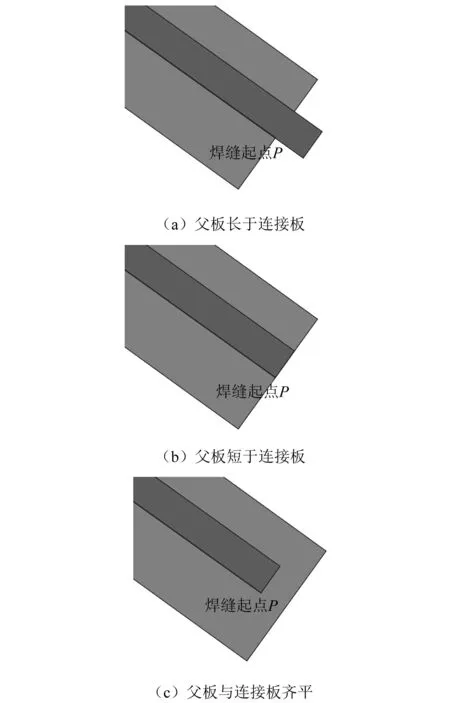
图3 延伸形式示例
计算特征识别可通过对设计软件提供的几何信息进行计算后得出,以焊接位置为例,其计算步骤如下:
(1)建立用户坐标系,在工件上选取底面,在底面上选取一点作为坐标原点O,沿工件底面的一边选取一点作为x+方向,沿工件底面与该边相邻的另一边选取一点作为y+方向,确定原点、x轴和y轴,进而确定坐标系。
(2)将设计数据中的所有点位坐标经矩阵变换转换至用户坐标系下。
(3)按焊缝的起终点确定焊缝方向向量W,将焊缝方向向量投影至用户坐标系的xOy平面W′,计算W与W'的夹角α,若α=90°则位置为PF,若α=-90°则位置为PG,若α=0°或α=180°则需要通过步骤4进一步判断。
(4)计算父板正对焊缝一面的法向量Vp,计算连接板正对焊缝一面的法向量Vc,计算Vp与Vc的夹角β,若β=0°则位置为PA,若β=45°则位置为PB,若β=90°则位置为PC,若β=135°则位置为PD,若β=180°则位置为PE。
5 基于特征的焊缝焊接工艺匹配
在机器人焊接工艺数据库中,工艺参数与焊缝特征的匹配关系通过工艺规则存储,工艺规则是工艺知识的一种体现形式。常见的知识表示方法为状态空间法、问题规约法、谓词逻辑法、语义网络法、框架表示和本体技术[3],不同的表示方法用于不同的应用场景。所用的工艺规则使用谓词逻辑法表示。
谓词逻辑允许表达那些无法用命题逻辑表达的事情。一阶谓词验算的根本目的在于将数学中的逻辑论证符号化。谓词逻辑的基本组成部分是谓词符号、变量符号、函数符号和常量符号[4],为方便文本记录及程序处理,使用一种基于S表达式(s-expression)表述谓词逻辑的语法。S表达式是指一种以人类可读的文本形式表达半结构化数据的约定,由John McCarthy提出并以在Lisp家族编程语言中的使用而为人所知[5]。
所用表达式的基本语法形式可采用图6的巴科斯范式(Backus-Naur Form,BNF)(1~5)表示。

图6 表达式语法
以焊接速度的设置规则为例,存在1条焊接规则:焊接板厚为8 mm的角焊缝需要设置焊接速度为3.9 mm/s。该规则的表达式为(If(And(=Thickness1 8)(=Position "PB"))(SetSpeed 3.9))。使用表达式表示的规则具有良好的可读性,便于维护,表达式语法结构简单非常适合程序解析处理。
6 结 语
船舶中组立结构机器人焊接工艺参数规划需要明确机器人智能化焊接对工艺数据的需求,突破工艺数据基于特征智能化匹配的关键技术,形成机器人工艺参数规划的规则库,并基于特征表达进行模型及零件焊缝数据的提取与组织,通过基于规则的机器人焊接工艺参数的智能匹配,最终实现船舶中组立结构机器人焊接装置更好落地,支撑船舶加工智能制造装备高效连续均衡生产,促进船舶企业的智能制造转型升级。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
小猕猴智力画刊(2022年3期)2022-03-29
昆钢科技(2021年4期)2021-11-06
船舶(2021年4期)2021-09-07
数学小灵通(1-2年级)(2021年4期)2021-06-09
建材发展导向(2021年6期)2021-06-09
水上消防(2019年3期)2019-08-20
船舶标准化工程师(2019年4期)2019-07-24
Coco薇(2017年11期)2018-01-03
中国船检(2017年3期)2017-05-18
