
新型偏心三螺杆挤出机流体混合特性分析
2022-08-01 01:13:34朱向哲
中国塑料 2022年7期
刘 杨,朱向哲*
(辽宁石油化工大学机械工程学院,辽宁抚顺 113001)
0 前言
挤出机是有机高分子复合材料加工成型的重要设备之一,在聚合物成型装备中占据很重要的地位[1],很多学者置身于单螺杆和双螺杆挤出机的探索中。近些年来,三螺杆挤出机才开始出现,有关三角形排列的三螺杆挤出机理论和研发由北京化工大学提出[2]。Zhu等[3-4]研究了三角形排列和“一”字型排列的三螺杆挤出机与双螺杆挤出机在不同转速、压力差等条件下的产出量、功耗及温度分布。庞军舰等[5-6]通过对三螺杆挤出机进行数值模拟与实验,证实了三角形排列的三螺杆挤出机比传统的单、双螺杆挤出机具有更高的输送能力以及对熔体更强的剪切能力和更好的混合效果。以上研究都是针对于传统螺杆进行的,熔体在流场中流动具有对称性。
本文基于非对称流场的混沌混合理论,设计了一种新型偏心三螺杆挤出机。新型偏心三螺杆挤出机中的螺杆在流场能够形成非对称流场,偏心距的存在能够使螺杆在流场中产生一些混沌混合区域,有利于提高熔体的混合效果[7]。首先,分析了新型偏心三螺杆挤出机中螺杆的几何学特性。其次,采用ANSYS软件计算出物料在新型偏心螺杆挤出机中的停留时间分布、分离尺度、最大剪切应力等混合表征参数,对比分析新型偏心螺杆挤出机的挤出特性,为挤出机中螺杆的设计以及三螺杆挤出机研究发展提供新的参考方向。
1 几何模型和有限元模型
“三角形”排列的三螺杆挤出机中螺杆为三头螺纹,保证了三根螺杆两两啮合。由相对运动学得出的螺杆端面构型可知,传统三头螺杆的端面曲线方程同样适用于偏心三头螺杆端面构型[8-9]。传统三头螺杆端面上螺棱对应角满足的公式为n(2α+4cos-1φ)=2π,偏心三头螺杆端面上螺棱对应角α 满足的公式为n(2α+4cos-1u)=2π 其中n=3、u=。图1 为新型偏心三头螺杆端面啮合曲线,机筒的半径Rz=25 mm、中心距OeOe'=39.7 mm、偏心距OOe'=3 mm,图2、3 为新型偏心螺杆挤出机中螺杆组合以及对应的截面图,组合螺杆的偏心距e分别为3、4、5 mm;偏心螺杆的导程均为22.5 mm,轴与轴之间的间隙以及轴与机筒之间的间隙均为0.3 mm,偏心螺杆组中螺杆端面的面积利用系数Cn分别为0.413 1、0.390 9、0.379 1。不同螺杆沿XZ平面的剖视图如图4(a)所示,传统三头螺杆的螺槽小、排列规整,图4(b)、(c)2 组新型偏心螺杆的螺槽外形复杂,类似于“阶梯”形状,本文中称为梯度螺槽(红色区域)。不同偏心螺杆中梯度螺槽有明显差别,这种差别由梯度螺槽中(黄色区域箭头所指位置)梯度不同造成,梯度随着偏心距的增大逐渐变大。当偏心螺杆达到机筒所容纳最大偏心距(偏心距e=5 mm)时,螺杆中螺槽的梯度也达到最大。
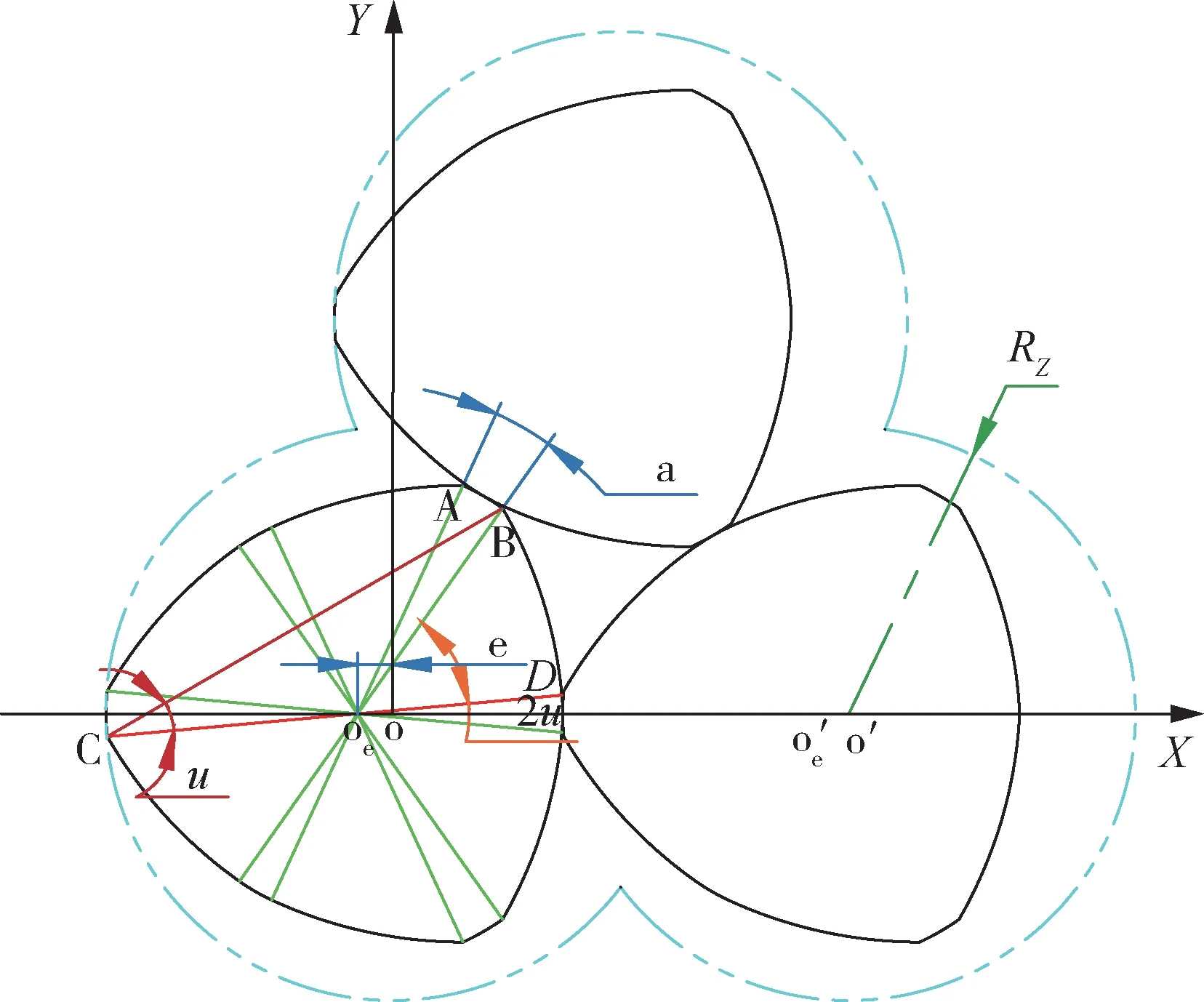
图1 新型偏心三头螺杆端面啮合曲线Fig.1 End face meshing curve of new eccentric three head screw

图2 不同偏心距螺杆组合图Fig.2 Screw combination with different eccentricity
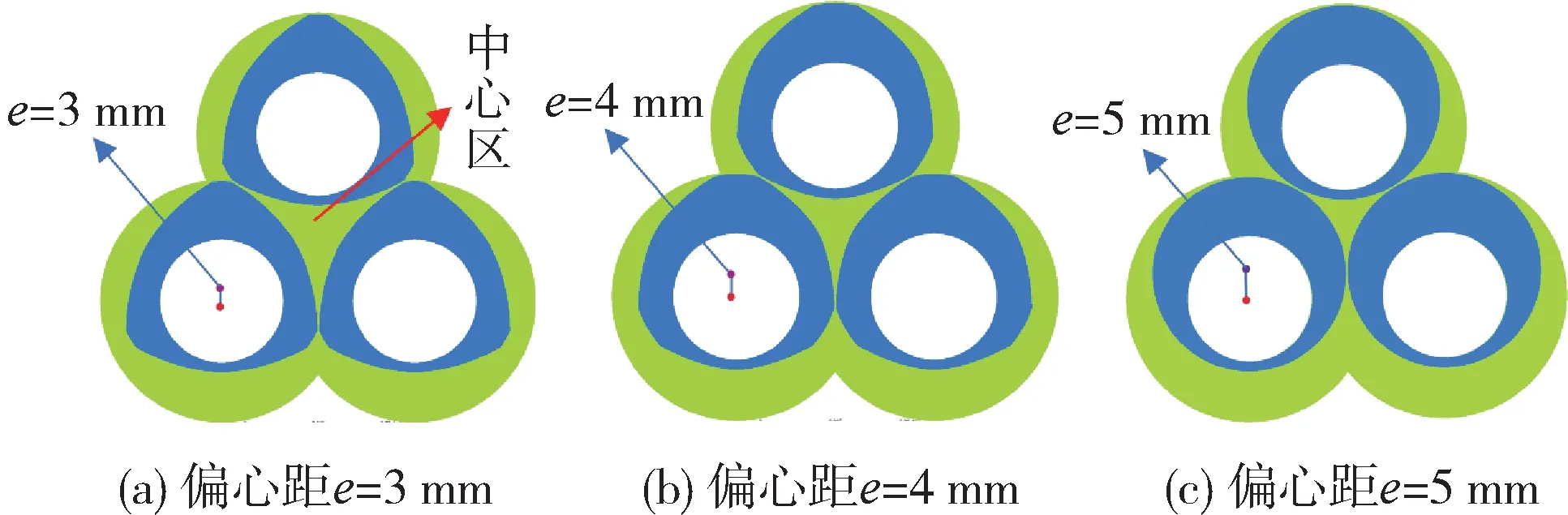
图3 不同偏心距螺杆组合截面图Fig.3 Sectional view of screw combination with different eccentricity
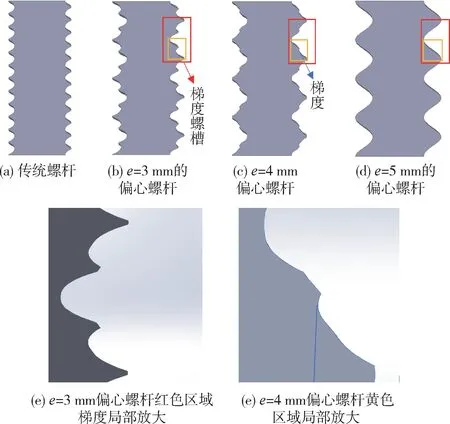
图4 不同螺杆沿XZ面的剖视图Fig.4 Sectional view of different screws along XZ plane
如图5 所示,采用Gambit 软件对偏心螺杆以及相同流域管道进行有限元网格划分,由于偏心螺杆曲面复杂,采用四面体网格对其进行网格划分,对流道采用六面体网格划分。如图5(e)、(f)所示,为了能够观察到顶隙处以及啮合间隙相关参数信息,对流道进行了边界层划分,边界层数为4,厚度为0.075 mm。
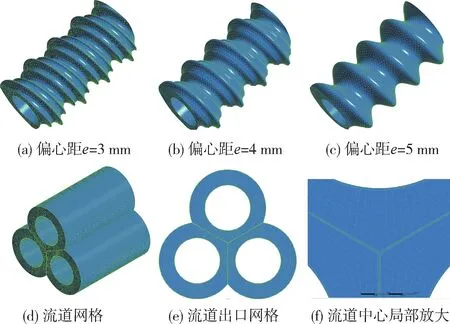
图5 螺杆及流道网格划分Fig.5 Mesh division of the screw and runner
2 数学模型建立和边界条件设定
2.1 基本假设
流场分析过程中,采取如下假设[10]:
(1)流道内熔体连续且完全充满;
(2)熔体的雷诺系数较小即为层流流动;
(3)熔体不可压缩且在机筒内表面以及螺杆表面无滑移;
(4)流道中温度相同且保持不变;
(5)重力、惯性力等远小于黏性力的体积力,忽略不计。
2.2 控制方程
基于以上假设,建立流体控制方程如式(1)、(2)所示。


式中 ∇——哈密尔顿算子
v——速度矢量
p——压力,Pa
τ——应力张量
流道内的熔体为非牛顿流体,由Brid-Carreau 本构方程描述其流变性如式(3)所示:

式中η——物料黏度,Pa·s
η∞——无限剪切黏度,Pa·s
η0——零剪切黏度,Pa·s
λ——松弛时间,s
n——熔体非牛顿指数
模拟中所用的聚丙烯(PP)物性参数为:η∞=1 162 Pa·s、η∞=0、λ=0.67 s、n=0.64。
2.3 边界条件设定
在当前物料加工条件下,物料的黏性力远远大于惯性力,熔体为自由流动,此时入口和出口设定:法向应力Fn=0,切向应力Fs=0;无滑移边界且不能贯穿流道内壁面设定:法向速度Vn=0,切向应力Fs=0;流道的外壁面无滑移设定:法向速度Vn=0,切向速度Vs=0;所有螺杆的转速(n=60 r/min)保持不变。
3 结果与讨论
3.1 偏心距对压力的影响
Y轴y=-20 mm 处X-Z截面压力变化如图6 所示,熔体压力大小沿着熔体流出的方向(沿着Z 轴正方向)呈现周期性变化,具有正、负压差,且两侧螺棱出现最大压力与最大负压力,说明3种偏心螺杆都具有良好建压能力以及输送能力。外侧螺棱与机筒内壁存在间隙,熔体沿其流出反方向由高压区流向低压区,产生熔体回流现象。沿熔体流出方向,梯度螺槽的存在阻碍了螺杆两侧熔体压力由高压向低压突变,延长了物料在流道里的停留时间。
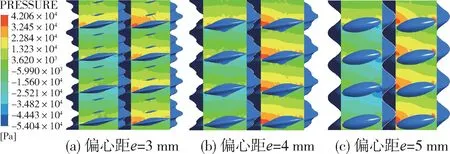
图6 Y轴上Y=-20 mm处X-Z截面压力云图Fig.6 Pressure nephogram of X-Z section at Y=-20 mm on Y axis
图7 给出了Y轴上y=0 处X-Z截面压力云图,在偏心距e=3 mm 的偏心螺杆中,梯度螺槽的梯度小,使螺杆中心区内高压区域增多,增强对中心区熔体的输送能力。在偏心距e=4 mm 的偏心三螺杆挤出机中,靠近机筒内壁的螺棱在流场中形成的高压区域明显少于另外2组新型偏心螺杆挤出机。这是由于偏心距e=4 mm 偏心螺杆的梯度螺槽类似“平台”的形状,降低了熔体的局部压强。因此偏心距e=4 mm 的偏心三螺杆挤出机在靠近机筒内壁区域建压和回流能力最差。
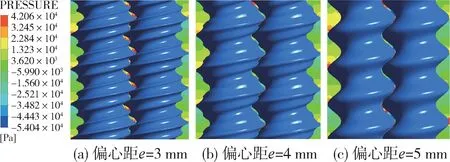
图7 Y轴上Y=0处X-Z截面压力云图Fig.7 Pressure nephogram of X-Z section at Y=0 on Y axis
3.2 偏心距对速度场的影响
新型偏心螺杆挤出机内周向截面宏观速度变化如图8 所示,在机筒上每个交界(P0、P1、P2)附近出现大量反流的熔体,这表明熔体在螺杆的带动下,在交界附近出现强烈的挤压,使得熔体出现了回流。中心区A点熔体沿Z轴正方向速度变化如图9(a)所示,在偏心距e=3 mm、e=4 mm 的新型偏心三螺杆挤出机中,中心区处的熔体存在负速度,中心区产生明显回流现象。在偏心距e=5 mm的新型偏心三螺杆挤出机中,中心区的熔体不存在负速度,中心区不存在回流现象。顶隙区域B点熔体的速度变化如图9(b)所示,可以看出在3组挤出机中,顶隙区域的熔体流入与流出的速度基本相同,对应的速度曲线都具有非对称性,证实了流道内非对称流场的存在。偏心螺杆能够提高对熔体的混合效果。
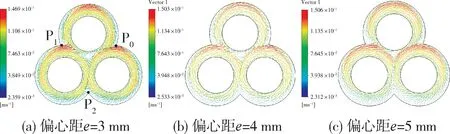
图8 Z轴上Z=-1 mm(出口位置Z=0),t=1.7 s处X-Z截面速度矢量图Fig.8 Velocity vector diagram of X-Z section at Z=-1 mm(outlet position Z=0)and T=1.7 s on Z axis

图9 不同位置沿Z轴正方向速度变化曲线Fig.9 Velocity change curve along the positive direction of Z axis at different positions
3.3 示踪粒子的空间分布
为了更直观地看到分布混合的过程,在3组新型偏心螺杆挤出机流场入口统一建立相同的浓度场,左半部分自由放置1 000 颗浓度为1 的红色粒子,右半部分放置1 000 颗浓度为0 的蓝色粒子,观察首颗粒子最接近出口(t=3.83 s)时的流场状态,给出相同时间t=3.83 s示踪粒子的空间分布如图10所示,图10(a)中心区部分粒子传输速度高于其他区域,是因为偏心螺杆中螺槽梯度小使中心区高压区域增多导致的。图10(b)、(c)最先进入流场的粒子分散程度很低,是因为梯度螺槽梯度增大,对粒子阻碍程度减小,粒子混合时间减少,中心区粒子输送速度明显比其他区域粒子慢。所以螺杆偏心距的增加,螺杆的传输效率提高,对中心区熔体传输能力减弱。较小梯度的梯度螺槽的存在,让最早进入流场的粒子分布更加分散,提高了物料的分散混合能力。

图10 t=3.83 s时示踪粒子的空间分布Fig.10 Spatial distribution of tracer particles at time of 3.83 s
3.4 停留时间分布
对流场出口进行切片,来统计粒子流出流域通道的时间。在偏心距e=3、4、5 mm的3组新型偏心三螺杆挤出机中,第一颗离开出口的示踪粒子时间分别为t3=4.22 s、t4=4.52 s、t5=4.36 s,在停留时间分布图11(a)中,偏心距e=3 mm 的新型偏心螺杆挤出机停留时间概率曲线在4.22 s 附近有一段斜率接近为零的“台阶”,这是由于中心区粒子流动速度比其他区域粒子流动快导致的,停留时间的起始应该取t3=4.88 s。取流场出口停留时间概率密度几乎为零的时刻,作为粒子的终止时间,计算出新型偏心三螺杆挤出机中粒子的终止时间分别为to3=24.25 s、to4=19.72 s、to5=16.95 s,则总体的停留混合时间可以依次为Δt3=20.03 s、Δt4=15.2 s、Δt5=12.59 s。从停留时间概率密度分布图11(b)可以看出,偏心距e=4 mm 的新型偏心螺杆挤出机中大部分粒子集中在4.52~6.64 s之间,偏心距e=5 mm新型偏心螺杆挤出机中大部分粒子集中在4.35~6.14 s之间,说明示踪粒子的停留时间随着螺杆偏心距的增加而减少。由图3 螺杆剖视图可以看出,偏心距e=3、4 mm 的偏心螺杆存在着梯度螺槽,梯度螺槽的梯度影响粒子停留时间长短。由此可见,在3组新型偏心三螺杆挤出机中,轴向分布混合的能力最好的是偏心距e=3 mm的新型偏心三螺杆挤出机,其次为偏心距e=4 mm的新型偏心三螺杆挤出机,偏心距e=5 mm 的新型偏心三螺杆挤出机轴向分布合能力最弱。

图11 3组新型偏心三螺杆挤出机的停留时间分布曲线Fig.11 Residence time distribution curve of the three groups of the new eccentric tri-screw extruders
3.5 分布指数及分离尺度
分布指数和分离尺度是衡量分布混合性能的有效指标,3组螺杆挤出机分布指数如图12(a)所示,可以看出,示踪粒子真实分布与最优分布之间的偏差呈先上升后下降的趋势,0~3.5 s 之间,由于螺杆产生的回流作用,部分粒子从入口流出,在t=3.5~4.67 s 这段时间内,没有粒子流出,是分布指数对比最佳时期。偏心距e=3 mm 的新型偏心三螺杆挤出机中示踪粒子分布均匀性与最优分布之间差异最小,分布混合性最好,最差的是偏心距e=5 mm 的新型偏心三螺杆挤出机;随着粒子的流出,误差逐步增大,不具备对比性,3组螺杆挤出机分离尺度图12(b)中,示踪粒子起初随着流场中流体的流动,分离尺度急速下降,在时间切片400 之后趋于稳定状态,偏心距e=4、5 mm 的新型偏心三螺杆挤出机在1.67~5.67 s之间出现较大的波动,这是因为螺杆的汇流作用,在流场内部出现粒子团聚现象,从而降低了偏心距e=4、5 mm 新型偏心螺杆挤出机中粒子分布混合能力。
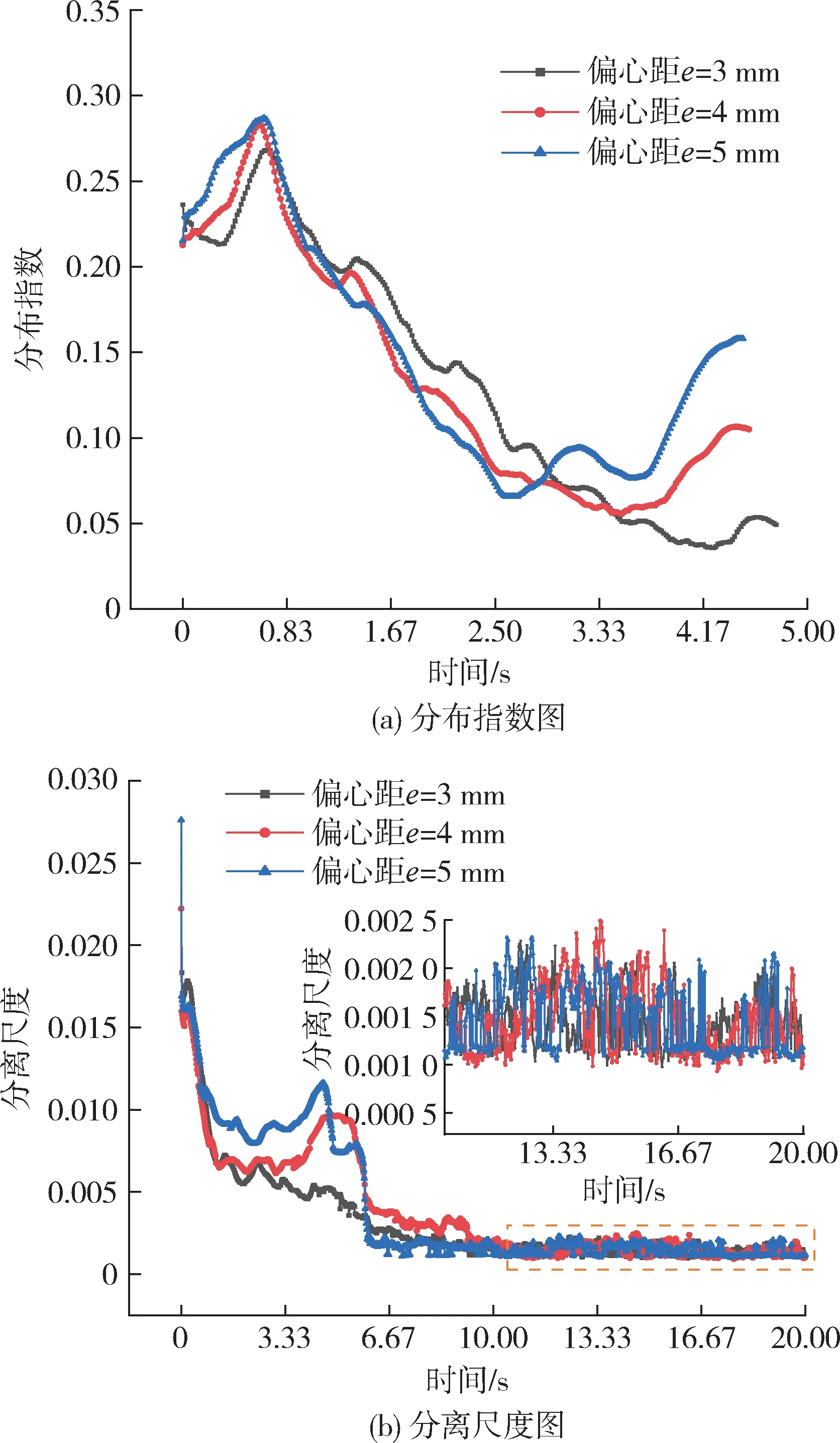
图12 3组新型偏心三螺杆挤出机分布指数与分离尺度曲线Fig.12 Distribution index and separation scale curve of the three groups of the new eccentric tri-screw extruders
3.6 最大剪切应力
最大剪切应力是衡量分散混合性能的重要指标,最大剪切应力曲线如图13 所示,偏心距e=5 mm 的新型偏心三螺杆挤出机对应的最大剪切应力曲线出现极大的波峰,示踪粒子集中在较低的剪切应力区,分散混合效果弱,偏心距e=3、4 mm 的新型偏心三螺杆挤出机的剪切应力曲线总体向右移,这是因为偏心距e=3、4 mm 的偏心螺杆中存在较小梯度的梯度螺槽,增强了螺杆对粒子的剪切应力。由图14可知,粒子在偏心距e=5 mm 的新型偏心三螺杆挤出机中受到的剪切力远远小于另外2 组。由此可见,偏心距的减小,能加大螺杆对熔体的剪切应力,从而提高螺杆对熔体的分散混合能力。
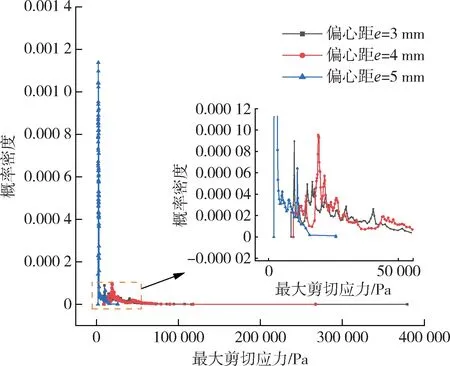
图13 最大剪切应力Fig.13 Maximum shear stress
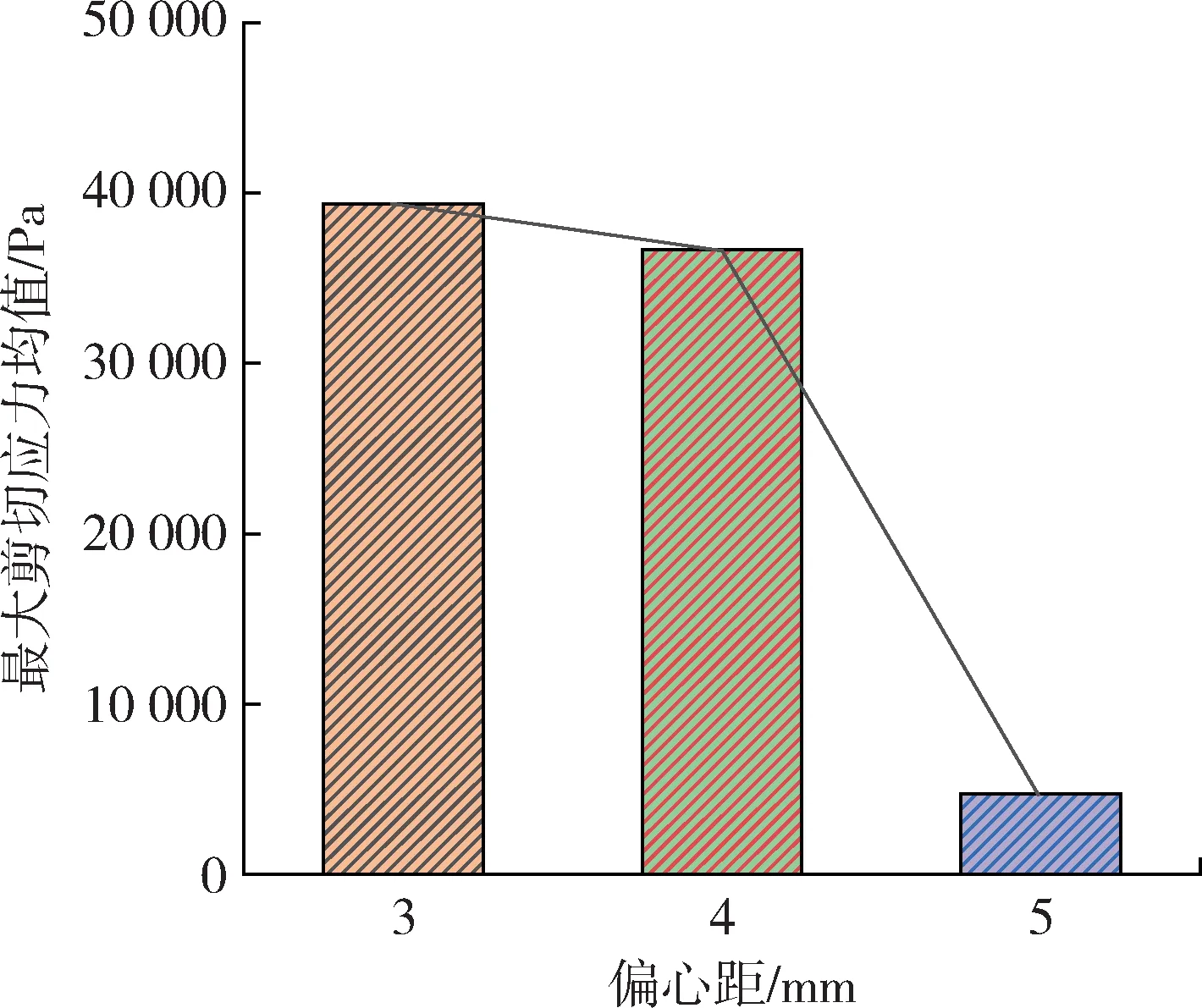
图14 剪切应力均值Fig.14 Mean shear stress
4 结论
(1)从新型偏心三螺杆挤出机螺杆的几何学分析可知,螺杆偏心距的改变对螺杆的端面形状、熔体流量以及梯度螺槽形状具有显著影响。随着螺杆偏心距的逐渐增大,梯度螺槽的梯度变化逐渐增大。螺杆偏心距减小,螺杆端面面积利用系数增大,熔体流量增加,进而提高了挤出机内熔体的输运能力;
(2)从偏心三螺杆挤出机中压力和速度分布规律中发现,偏心距e=3、5 mm 的偏心螺杆建压能力相对较强,有利于物料的混合。螺杆偏心距越大,熔体在流场中流动的非对称性越明显,有利于提高物料的混合效率;
(3)通过对偏心三螺杆挤出流场中混合表征参数分析发现,随着螺杆偏心距的增大,挤出机中心区熔体输送效率降低,而其他混合区熔体输送效率增加;偏心距e=3 mm 螺杆的梯度螺槽梯度小,偏心三螺杆挤出机具有较强的轴向分布混合能力,有效阻碍粒子团聚和强化了对物料剪切作用。因此偏心距e=3 mm 的新型偏心三螺杆挤出机具有更好的分布混合和分散混合能力。
猜你喜欢
心肺血管病杂志(2019年1期)2019-04-22 01:12:04
中国塑料(2016年6期)2016-06-27 06:34:24
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
中国塑料(2016年7期)2016-04-16 05:25:54
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
中国塑料(2015年2期)2015-10-14 05:34:32
中国塑料(2015年11期)2015-10-14 01:14:22
中国病理生理杂志(2015年10期)2015-01-26 04:36:31
中国病理生理杂志(2015年10期)2015-01-26 04:36:31
