基于跨领域知识搜索技术在镁合金型材工艺优化方面的研究
2022-07-31 02:51:28郑茹萍
中国铸造装备与技术 2022年4期
郑茹萍,刘 旭
(河北工程大学,河北邯郸 056000)
0 引言
自“十三五”以来,我国镁合金型材产业升级趋势明显,实施自主创新战略,由于镁合金具有密度小、重量轻、散热快等优点,使得我国镁合金型材的产量、出口量持续增长。并且镁合金型材的环保性极高,可重复利用,符合我国节约资源、保护环境的政策方针。然而在镁合金型材挤压过程中,经常出现产品裂纹、起皮等现象,使得镁合金型材的次品率高,质量下降。基于此,本文运用工业工程相关理论和Triz 理论的分析方法对镁合金挤压工艺进行研究,找出其存在的关键问题,再运用跨领域知识搜索技术,从其他领域找出问题的解决方法,并加以整合、运用,解决镁合金挤压工艺中的难题,提高挤压质量,节约成本。
1 相关理论
1.1 程序分析
程序分析是对产品的生产过程和工艺程序进行研究。通过画出工艺程序图的方式对生产过程有更加深入的了解。本文运用“5W1H”法对原因、对象、地点、时间、人员和方法这几个方面进行分析。并运用“ECRS”四大原则对工艺进行取消、合并、调整顺序和简化,以此来优化流程,提高效率。
1.2 功能分析
Triz 理论是根里奇·阿奇舒勒和他的弟子们遵循技术发展规律运用多学科领域建立起来的一套理论体系[1]。功能分析是Triz 理论中的一种分析问题的方法,首先对系统的组件层次进行分析,然后分析组件间相互作用,最后建立功能模型。通过对这些组件进行两两分析,分析组件的功能属性,从而找出解决问题的方法[2]。
2 跨领域知识搜索
当前,企业在创新过程中,往往由于自己领域的思维惯性,落入“思维陷阱”中去,在搜索知识时方向性不强,往往局限在熟悉的领域进行搜索。如果解决方案在熟悉的领域,肯定问题已经解决了,但是现实是仅仅依靠本领域的内源知识是很难进行创新的。
这时,外部知识获取就成为解决问题的重要方向。那么,外部知识如何获取呢?怎样进行跨领域搜索呢?怎么搜?搜什么呢?现在关于知识搜索的理论模型很多,但是在产品工艺优化方面系统性不强,缺乏具体的方法和工具。企业若想在短时间内拥有更多的创新知识,就要拥有跨领域知识搜索的概念,主动去其他领域获取先进科学技术知识,这样才能更好地提高创新能力。
用跨领域知识解决问题是发明创造理论如Triz 理论总结出来的重要规律和技巧。本文提出跨领域知识搜索技术,探索出跨领域知识搜索技术的搜索源和搜索方式,通过技术搜索的方式对其他领域的技术知识进行整合、吸收和运用,最终得出本领域问题的解决方案,得出跨领域知识搜索技术模型,提高搜索效率和准确性。跨领域知识搜索技术模型如图1 所示。
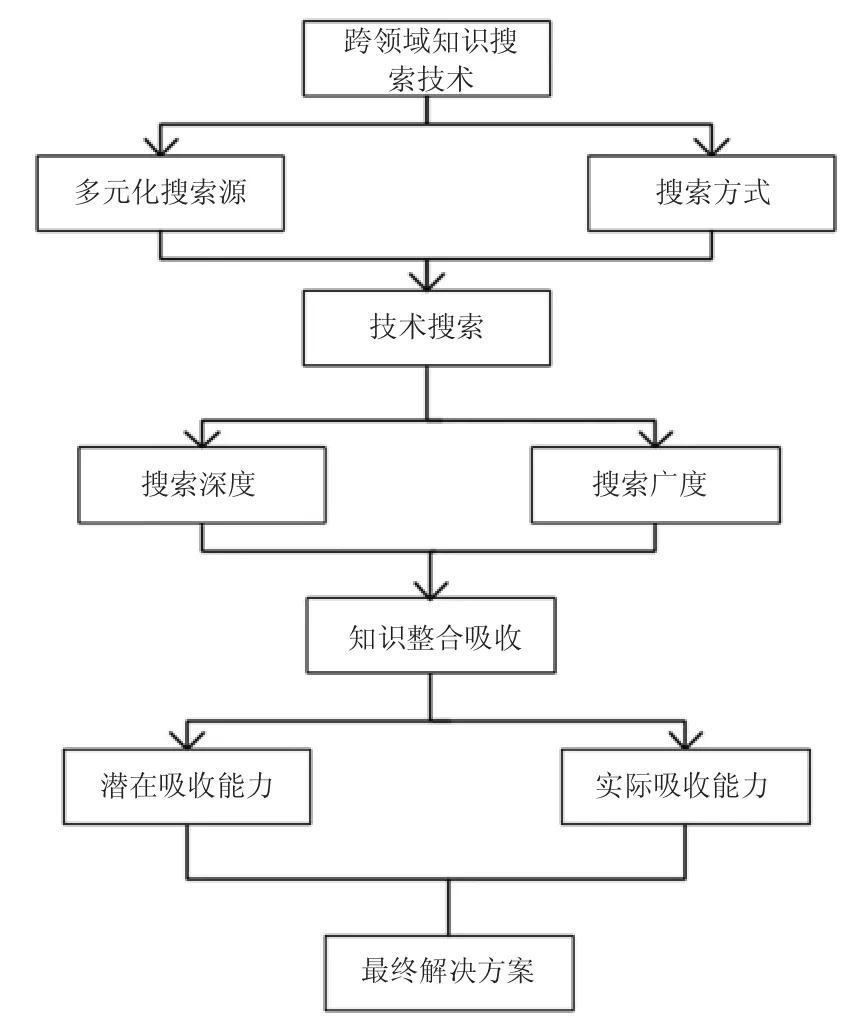
图1 跨领域知识搜索技术
其中,多元化搜索源是指可以搜索到的领域很多,可以通过搜索关键问题的功能参数,找出那些具有相似功能参数,并且大于本领域的功能参数,我们称这样的领域为领先领域。在领先领域里查找类似的技术,获取科学知识。
在进行其他领域的搜索的时候,可以通过专利库的方式进行搜索,专利数据库是以互联网为平台,提供大量专利信息,通过专利查询可以检索到各种各样的专利信息。专利库对于知识和信息的分类较为清晰,有利于知识的共享。现阶段,专利数据库的发展态势良好,由于其便于检索分析,使得知识搜索更加便利,数据可靠性较强。
在进行技术搜索时,分为搜索广度和搜索深度,搜索广度可以理解为搜索技术知识的范围广,可以使搜索到的知识量更多。而搜索深度是指企业对于搜索到的异质化知识可以更好更精确地进行剖析[3]。
对于获取到的先进的科学技术知识,企业需对其进行整合吸收。知识的整合吸收能力分为潜在整合吸收能力和实际整合吸收能力。潜在整合吸收能力指的是对于外部知识进行分析、解释,最后达到理解的程度。而实际吸收能力指的是企业将其他领域的知识与本领域知识相融合的能力。企业的实际吸收能力越强,则解决本领域工艺问题的速度越快。
3 跨领域知识搜索技术在镁合金型材工艺改进中的应用
3.1 产品介绍
X 企业是集生产、加工、销售于一体的企业,主要产品为镁合金型材。镁合金型材具有密度低、导热性好的特性,可用于制作仪表板、空调机外壳等。镁合金用处广泛,可应用于交通、化工、电子工业等领域。目前镁合金型材在我国的发展非常快,市场需求量不断增长。因此生产镁合金型材的工艺和技术还需不断改进完善。
3.2 分析问题
3.2.1 工艺程序分析
镁合金型材在挤压过程中可以采用正向挤压法,也可以采用反向挤压法[4]。本文通过分析镁合金型材正向挤压的生产工艺,绘制出工艺程序图,如图2 所示。

图2 镁合金型材挤压工艺程序图
根据镁合金型材挤压工艺程序图,可知热处理与挤压重复了两次,对于以上工序,采用“5W1H”法与“ECRS”四大原则进行分析。
①问:两次热处理可以合并吗?答:不能。因为两次加热的温度不同,第一次是350℃,第二次是470℃。
②问:能否取消第二次热处理工序?答:不能。因为如果取消了,晶粒将不能细化。
③问:两次挤压可以合并吗?答:不能。因为第一次是对进行了均匀化热处理的铸锭进行挤压,第二次是对中间的坯料挤压,挤压出镁合金型材。
④能否取消第二次挤压工序?答:不能。
3.2.2 功能分析
3.2.2.1 组件层次分析
通过运用组件层次分析,找出技术系统、超系统和系统作用对象,有利于解决技术难题。通过对系统进行划分确定组件属于哪个层次,填入组件列表中,如表1 所示。

表1 组件列表
3.2.2.2 组件间作用分析
对于上述两两组件,存在相互作用的用“+”表示,不存在相互作用的用“-”表示,并列入作用矩阵列表,如表2 所示。
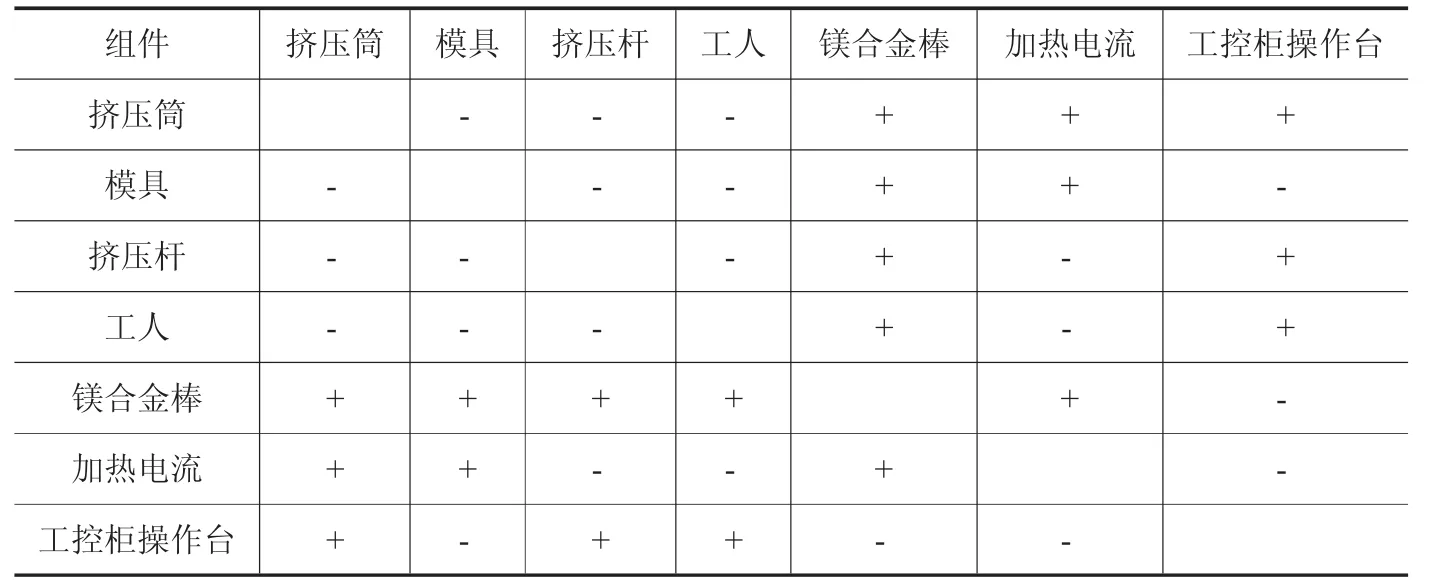
表2 组件间作用矩阵表
3.2.2.3 功能模型建立
建立功能模型,如图3 所示。

图3 镁合金系统功能模型
根据以上功能分析,我们可以得出挤压机系统中存在的不足功能为挤压杆挤压镁合金棒、加热电流加热挤压筒、模具、镁合金棒。在挤压过程中,挤压的速度、温度、挤压力等功能参数非常重要。当挤压温度过高时会使镁合金型材的抗拉强度降低,而当温度过低时不能使晶粒有效细化。当挤压速度过快时表面容易出现裂纹的现象,而挤压速度过低时,容易出现挤不动的现象,降低生产效率。如果挤压力过大,则易导致烂料的产生,而挤压力太小,则会使型材变形不均。最后,在挤压出口如果温度过高,则易产生断裂并且会降低模具的使用寿命[5]。
下面针对镁合金型材挤压工艺中出现的问题进行分析,本文选取纯度99.9%的镁锭、铝锭和锌锭以及Al-10Mn 中间合金当作原料的AZ91 镁合金型材为研究对象。对AZ91 镁合金型材的挤压温度、挤压速度、挤压力、出口温度四个工艺参数进行研究,列出所需要达到的功能参数[6]。如表3所示。
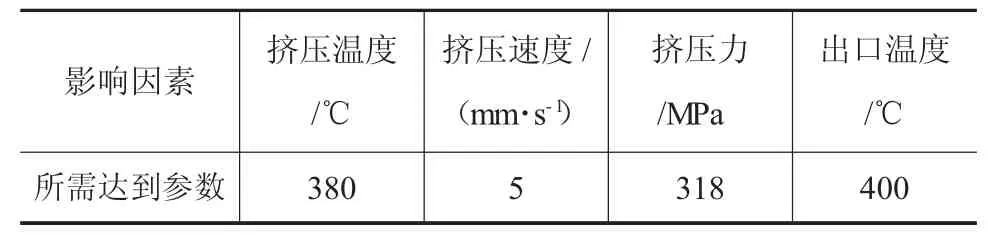
表3 挤压工艺所需达到功能参数表
3.3 解决问题
通过跨领域知识搜索技术解决镁合金挤压工艺问题。首先,可以在专利库中搜索挤压温度、挤压速度、挤压力和出口温度,查找那些功能参数大于本领域的,经过搜索,航天领域和军事领域的挤压温度、挤压速度、挤压力和出口温度的功能参数数值均大于本领域。接下来在航天和军事领域中搜索挤压技术,搜索到等温挤压技术。
其次,对等温挤压技术知识进行探索,等温挤压技术是通过调整挤压速度进而控制挤压温度,又通过在型材出口处安装红外测温装置测量出模口温度来调整挤压速度,使型材在挤压出口时保持温度稳定。挤压速度越快,温度越高。如果温度偏高时,就降低速度,如果温度偏低时,就加快速度。使型材的尺寸与物理性能等都达到最佳效果,减少废品产生。
最后对等温挤压技术进行知识的整合与吸收,探索等温挤压技术对于镁合金挤压工艺的适用性。在镁合金的挤压工艺中,随着温度的升高,经常导致型材表面不均匀,对产品的标准造成了很大的影响。运用等温挤压技术,正好可以弥补这一方面的不足,在等温挤压过程中,使金属在变形时保持温度恒定,使金属流动均匀,提高型材的表面质量与组织性能。综上所述,等温挤压技术适用于镁合金型材挤压工艺[7]。
4 最终解决方案
在镁合金棒挤压过程中运用等温挤压技术,可以实时操控挤压温度和挤压速度,通过在型材出口处安装红外线测温仪,对出口温度进行实时监测,从而调整速度,改善温度,达到温度恒定。优化后的镁合金型材挤压工艺如图4 所示,可以有效改善表面质量,细化晶粒,保障型材质量,降低成本,提高生产效率。
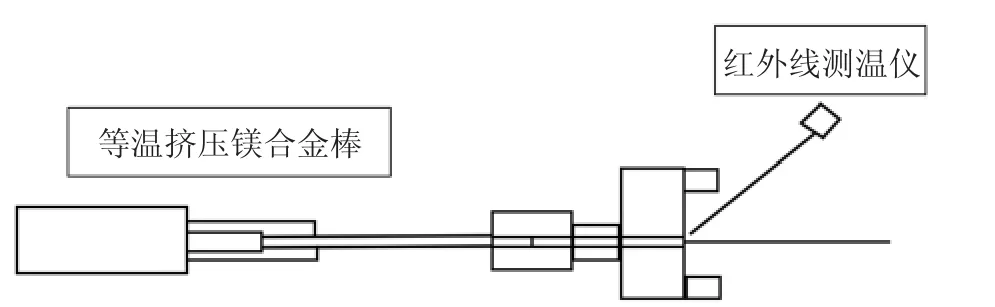
图4 镁合金型材挤压示意图
5 结语
在我国鼓励创新的大背景下,企业在工艺优化上的创新尤为重要,本文综合运用工业工程相关理论与Triz 理论,提出跨领域知识搜索技术,通过搜索功能参数快速找到与之对应的领域,通过搜索技术,获取异质化知识,再对其进行整合、吸收,大大提升企业解决工艺优化问题的效率,使企业突破思维障碍,打破遇到问题在固有知识内寻找答案的思维惯性,增强核心竞争力。此外,跨领域知识搜索技术的提出也为企业在面临工艺优化问题时提供新思路与新方法,提升企业创新水平。
猜你喜欢
现代塑料加工应用(2021年5期)2021-02-28 08:18:02
上海建材(2021年5期)2021-02-12 03:19:12
中国建筑金属结构(2019年4期)2019-05-15 06:19:02
科学中国人(2017年35期)2017-06-08 06:12:33
电镀与环保(2016年2期)2017-01-20 08:15:25
山东工业技术(2016年15期)2016-12-01 05:31:44
当代化工研究(2016年6期)2016-03-20 16:21:48
焊接(2016年9期)2016-02-27 13:05:21
中国人兽共患病学报(2016年6期)2016-01-30 08:13:10
中国塑料(2015年3期)2015-11-27 03:41:54