S-3GHMC 系列超级旋流器的质量效率
2022-07-29 09:10:34张玉磊吴大为王鑫才
煤炭加工与综合利用 2022年6期
张玉磊, 吴大为, 耿 浩, 王鑫才
(北京国华科技集团有限公司, 北京 101300)
1 前 言
北京国华科技集团有限公司在其研发的具有中国独立自主产权的3GDMC 系列无压给料三产品重介质旋流器的基础上, 优化了结构和工作参数, 于近年推广了S-3GHMC 系列超级旋流器,该类选煤设备是绿色节能技术的充分体现, 在保证工艺效果指标的前提下, 不但使同直径旋流器的处理能力几乎翻了一番, 而且具有超强的排矸能力, 杜绝了过大物料堵塞过流通道的事故, 吨煤电耗也显著降低, 现已在国内100 余座选煤厂推广使用, 形成了368.1 Mt/a 的生产能力。
鉴于GB/T 15715 《煤用重选设备工艺性能评定方法》 中一项重要指标—数量效率的不严密性, 笔者尝试用质量效率来取代它的探讨(见《煤炭加工与综合利用》 2022 年第5 期“对于质量效率这一重力分选工艺指标的探讨”)。 本文引用了老石旦、 临涣、 吕家坨、 仲恒四座选煤厂的超级旋流器的工业性试验数据, 用质量效率指标来评定它们的工艺效果。 首先要指出的是为了确保工业性试验数据准确无误, 试验者们不但严格遵守相关的国家标准, 还将浮沉试验产物的密度级由常规的7 个增至12 个左右, 验算均方差均小于规定值, 即小于1.4 kg/L, 这表明本文所引用的数据可靠有效。
这四座选煤厂的超级旋流器规格及工艺指标见表1。 从表1 数据可以概括以下几点:
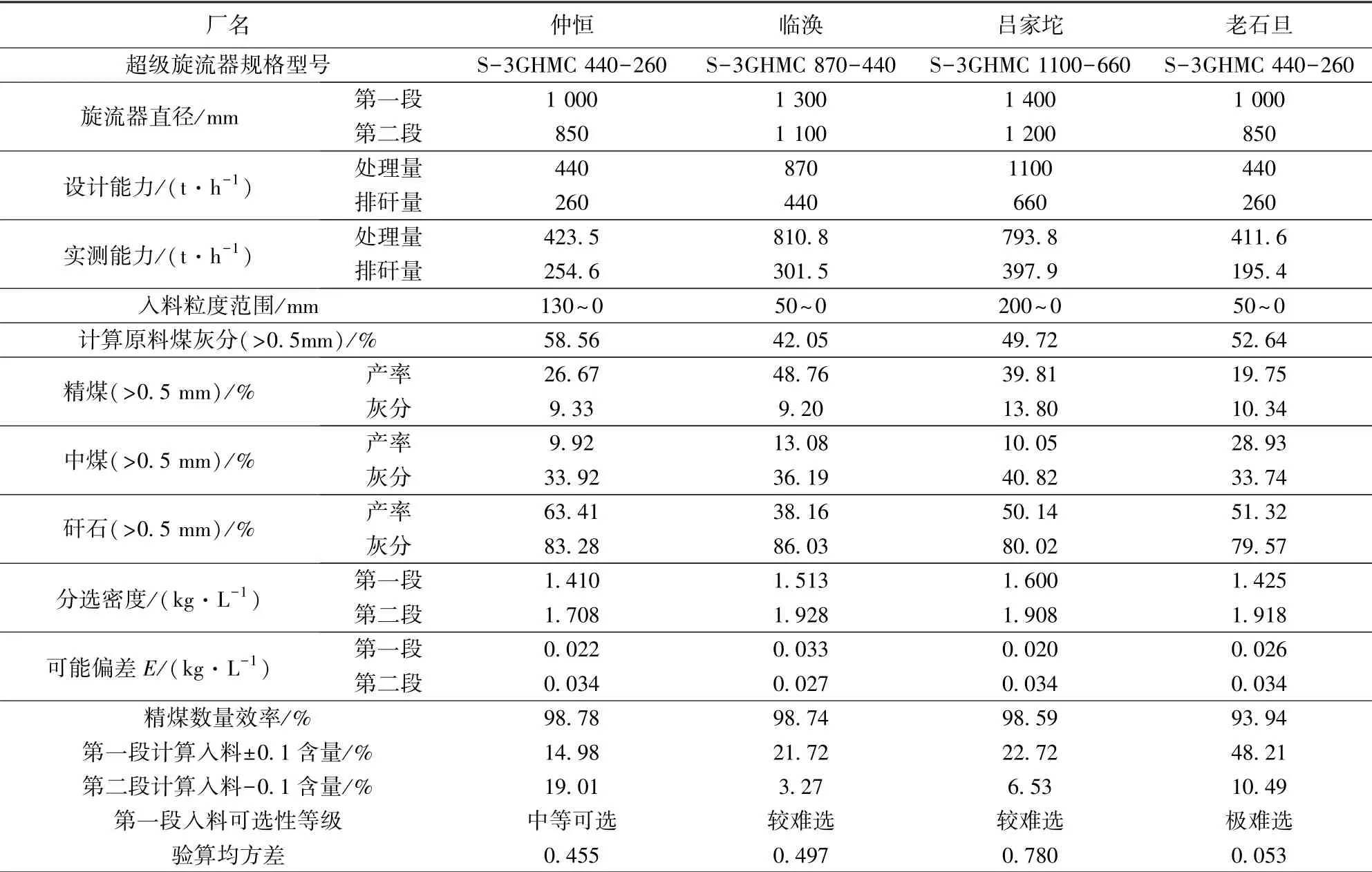
表1 超级旋流器规格及工作指标
(1) 入选原料煤。 原料煤灰分最低为42.00%, 最高在58%以上, 皆为高灰原煤。 入料中>0.5 mm 粒级中>1.80 kg/L 密度级含量少则为40.47%, 多则为63.37%, 均属高含矸煤。原料煤可选性有中等可选、 较难选和极难选, 所以这四座选煤厂的情况具有代表性。
(2)选后产品。 吕家坨选煤厂原料煤为焦煤,属稀缺煤种。 为合理利用资源, 精煤灰分要求14%以下, 其余三座选煤厂精煤灰分在9%~10%水平。 除吕家坨选煤厂的中煤灰分略高于40%外, 其余三座选煤厂中煤灰分都低于36.50%,不但低密度级损失量少, 而且高密度矸石污染量也不多, 所以是名副其实的, 发热量较高的动力用煤。 这四座选煤厂的矸石灰分最低为79.57%,最高者为86.03%, 带煤量极少, 甚至可忽略不计, 这表征分选设备杜绝了任何资源损失。
(3)工艺效果。 除老石旦选煤厂原料煤属极难选等级, 数量效率近于94%外, 其余三座选煤厂的数量效率均高于98.50%, 这意味着中煤中低密度物料损失是极少的。 可能偏差是重介质分选设备工艺性能的主要表征, 对于第一段旋流器波动范围在0.020 ~0.033 kg/L 之间, 平均值为0.025 kg/L; 对于第二段旋流器波动范围0.027~0.034 kg/L 之间, 平均值为0.032 kg/L, 都是很好的指标。 临涣、 老石旦两厂入料上限是常规的50 mm、 仲恒选煤厂为130 mm、 吕家坨选煤厂高达200 mm, 都能获得很好的工艺效果。
2 质量效率的计算及简要分析
质量效率的出发点是将计算原料煤及重选产物均划分为小于分界灰分和大于分界灰分两部分, 按国际公认的汉考克分离效率的理念, 计算出两者的正配率和错配率, 从而获取质量效率这一工艺指标, 本文先以老石旦选煤厂工业性试验为案例作一简介。
2.1 第一段重介质旋流器
根据该厂计算入料(大于0.5 mm 粒级)的12个密度级的组成, 绘制出可选性曲线中的灰分特性β 曲线和基元灰分特性λ 曲线(见图1)。

图1 一段旋流器计算入料的β 曲线和λ 曲线
当轻产物(精煤)灰分AL=AC=10.34%时,从图1 查得理论轻产物(精煤)产率r′c=21.10%,分界灰分AL,λ=17.00%, 此灰分乃是一段旋流器轻产物中最高的基元灰分, 也是该旋流器重产物中最低的基元灰分。 计算入料中小于分界灰分的产率rf<λ就是理论轻产物(精煤)产率, 即rf<λ= r′c=21.10%, 计算入料中大于分界灰分的产率rf>λ=100%-21.10%=78.90%。
根据一段旋流器轻产物(精煤)的密度组成绘制了它的基元灰分λ 特性曲线(见图2), 已求得分界灰分AL,λ=17.00%, 则可在该曲线上读取轻产物中小于分界灰分的物料产率(占本样)rf<λ=97.10%。
该厂超级旋流器的工业性试验报告中已计算出精煤产率rc=19.75%, 中煤产率rm=28.92% ,矸石产率rr=51.32%, 鉴于一段旋流器的轻产物(精煤)产率rL=rc=19.75%, 则按入料计算的轻产物(精煤)中小于分界灰分物料的产率rL>λ=一段旋流器的重产物中小 于 分 界 灰 分 物 料 的 产 率rH<λ= rf<λ-rL<λ=21.10%-19.18%=1.92%; 轻产物中大于分界灰分的物料产率γL>入=γL-γL<入=19.75%-19.18%=0.57%; 重产物中大于分界灰分的物料产率γH>入=γm+γr-γH<入=28.93%+51.32%-1.92%=78.33%, 以上数据汇总在表2。

表2 一段旋流器的轻、 重产物中小于或大于分界灰分产率
汉考克分离效率实质是评定A、 B 两种不同性质物料的分离效果。 对于A 物料而言, 其分离效率ηQ1=E1(A 物料的正配率)-E2(B 物料的错配率); 对于B 物料来说, 其分离效率ηQ2=E3(B物料的正配率)-E4(A 物料的错配率)。 汉考克分离效率的科学性、 严密性在于ηQ1=ηQ2。
从轻产物的角度来评定, 应该是回收的小于分界灰分的物料越多越好(即A 正配率越大越好), 混杂的大于分界灰分的物料越少越好(即B错配率越小越好)。 对于第一段重介质旋流器,就精煤而言, 它的正配率E1就是精煤中小于分界灰分的物料占入料中该物料的百分比值, 即E1它的错配率E2就是精煤中大于分界灰分的物料占入料中该物料的百分比值, 即×100%=0.72%, 质量效率η=E1-E2=90.90%-0.72%=90.18%。
从重产物的角度来衡量, 应该是排除的大于分界灰分的物料越多越好(即B 正配率越大越好), 损失掉的小于分界灰分的物料越少越好(即A 错配率越小越好)。 对于第一段重介质旋流器,就重产物(中煤+矸石)而言, 它的正配率E3就是大于分界灰分的物料占入料中该物料的百分比值, 即它的错配率E4就是重产物中小于分界灰分的物料占入料中该物料的百分比值, 即质量效率ηQ=E3-E4=99.28%-9.10%=90.18%。
老石旦选煤厂的原料煤中: 分选密度±0.1密度物含量高达48.21%, 属于极难选等级, 其质量效率ηQ大于90%, 表征了超级重介质旋流器具有良好的工艺效果。 在此, 可以再做进一步分析:
入料小于分界灰分的物料分为二部分, 一部分是它在轻产物中的正配率E1, 另一部分是其在重产物中的错配率, 即E1+E3=100%。 对于老石旦选煤厂为90.90%+9.10%=100%。
入料中大于分界灰分的物料也可分为两部分: 一部分是它在重产物中的错配率E2, 另一部分是其在重产物中的正配率。 即E2+E4=100%。对于该选煤厂为99.28%+0.72%=100%。 由此可以看出, 大于分界灰分的物料比小于分界灰分的物料分选得更好。 它有99.28%被分离到重产物中, 仅有0.72%混杂于轻产物中, 而小于分界灰分的物料回收到轻产物中为90.90%, 损失到重产物中的有9.10%。
2.2 二段重介质旋流器
根据老石旦选煤厂第二段重介质旋流器计算入料(中煤+矸石)的密度组成, 绘制出它的灰分特性β 曲线和基元灰分特性λ 曲线(见图3), 根据该旋流器的轻产物(中煤)的密度组成, 绘制出λ 曲线(见图4)。
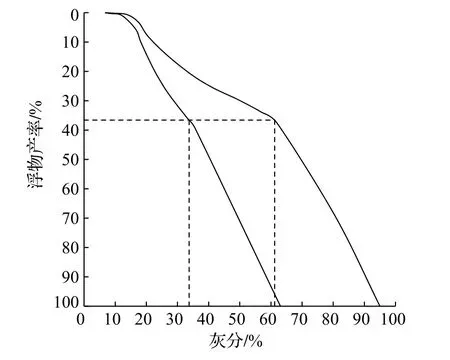
图3 第二段旋流器计算入料的β 曲线和λ 曲线

图4 第二段旋流器轻产物(中煤)λ 曲线
参照第一段重介质旋流器的方法和步骤, 将计算数据汇总于表3。
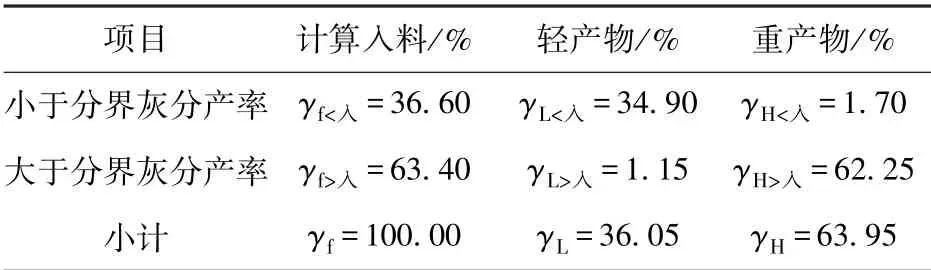
表3 二段旋流器的轻、 重产物中小于或大于分界灰分产率
由表3 可得到轻产物的正配率E1=95.36%,错配率E2= 1.81%, 重产物的正配率E3=98.19%, 错配率E4= 4.64%, 质量效率ηQ=93.55%。
鉴于E3>E1, 同样也反映出在第二段旋流器中大于分界灰分的物料分选的效果要好于小于分界灰分的物料。
3 质量效率的数理统计分析
3.1 质量效率与入料可选性的关系
用同样的计算方法和步骤计算出仲恒、 临涣和吕家坨选煤厂的超级重介质旋流器第一段的质量效率ηQ(见表4)。
从表4 可明显看出随入料可选性的改善, 即±0.1 含量的减少, 质量效率ηQ呈增高的趋势,它们之间存在负相关的关系。 笔者采用数理统计学的方法, 推导出了可靠性为99.50%的±0.1 含量与质量效率ηQ的回归方程。

表4 超级重介质旋流器第一段的质量效率

该回归方程表明, 当入料的可选性变差时,±0.1 含量每增加10 个百分点, 质量效率ηQ就相应减少2.62 个百分点, 或者说当入料的可选性变好时, ±0.1 含量每减少10 个百分点时, 质量效率ηQ就相应增加2.62 个百分点。 超级旋流器第二段的质量效率ηQ列于表5。

表5 超级旋流器第二段的质量效率
从表5 也同样看出, 随二段入料可选性的改善, 即±0.1 含量的减少, 质量效率有增高的趋势,所推导出的可靠性为99%的相关回归方程如下:

此方程表征, 当入料可选性变差时, ±0.1含量每增加10 个百分点, 质量效率ηQ就相应减少4.72 个百分点, 或者说±0.1 含量每减少10 个百分点, ηQ值就增大4.72 个百分点。
超级旋流器的质量效率与可选性关系的回归方程线见图5。 从图5 中可直观看出第二段回归方程线的斜率要比第一段的大得多, 这说明第二段入料的可选性变动对质量效率的影响要更大些。 这可能跟第二段旋流器的工作压力较小有关。

图5 质量效率与可选性的回归方程线
3.2 重产物正配率与轻产物正配率的差值与可选性的关系
应用质量效率这项指标可以全方位地评定重力选煤设备的工艺效果, 它不但可以判定轻产物的分选效果, 也可以判定重产物的分选效果。
本文已就老石旦选煤厂超级旋流器第一和第二段的重产物正配率E3都好于轻产物正配率E1作了介绍。 实际上, 其余三个选煤厂均是这种情况(见表4、 表5)。 也就是说大于分界灰分的物料分选指标要比小于分界灰分的物料更好一些。
此种现象是因为灰分高的物料密度较高, 在重介质旋流器中离心力较大, 从而就有较快的分选速度。
设ΔE=E3-E1, 将表4、 表5 中的数据归纳于表6。 从表6 可以清晰的看到, ΔE 的大小与入料的±0.1 含量有关, 为此分别推导出二个回归方程。
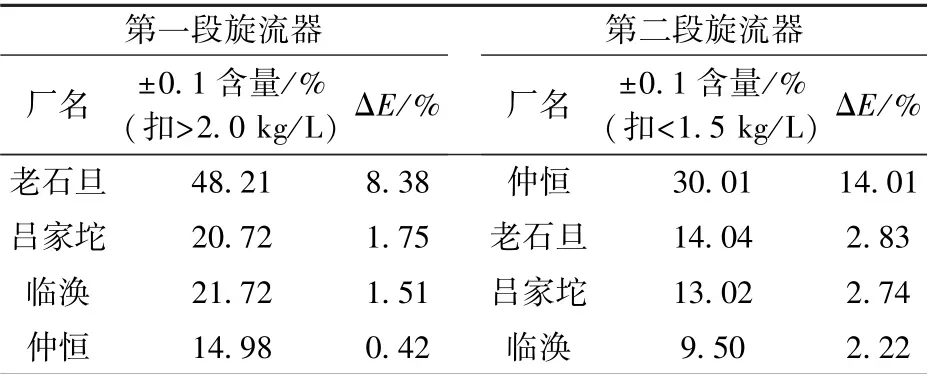
表6 ΔE 与可选性的关系
对于第一段旋流器, 可靠性为95%的回归方程如下:

该回归方程表现为入料的可选性与ΔE 呈相关关系。 即当可选性变差时, ±0.1 含量每增加10 个百分点, ΔE 值就增加2.44 个百分点。
对于第二段旋流器, 可靠性近95%的回归方程如下:

该回归方程表现为入料的可选性与ΔE 也呈相关关系。 即当可选性变差时, ±0.1 含量每增加10 个百分点, ΔE 值就增加5.10 个百分点。
将以上二个回归方程线绘制于图6, 从图中更直观看出第二段的斜率大, 表明二段旋流器入料可选性的波动对ΔE 值更为敏感。 这可能也是第二段旋流器的工作压力较低的缘故。

图6 重产物正配率与轻产物正配率的差值与可选性回归线方程
4 结 语
基于浮沉试验所绘制出的β 曲线和λ 曲线,将原料煤及重选产物划分为小于分界灰分和大于分界灰分的二个部分, 按照汉考克分选效率的理念, 推导出了质量效率这项指标。
笔者引用老石旦等4 个选煤厂的已列入《绿色矿山技术装备》 的S-3GHMC 系列超级旋流器的工业性试验报告, 对它们的工艺效果用质量效率这一指标进行探讨分析。
对用数理统计学建立的回归方程进行简要分析中, 揭示了二个现象:
(1)超级旋流器的第一段、 第二段的质量效率都以各自入料的±0.1 含量呈负相关关系, 尤其是第二段旋流器质量效率对入料可选性变动更为敏感些。
(2)质量效率的优点之一, 可以从轻产物和重产物二个方向全方位评定工艺效果。 四个选煤厂的数据显示, 一、 二段旋流器重产物的正配率E3均好于轻产物的正配率E1。
两者的差值ΔE 与入料的±0.1 含量呈负相关关系, 且第二段旋流器ΔE 值对可选性的波动,也更为敏感。
猜你喜欢
选煤技术(2022年3期)2022-08-20 08:38:50
选煤技术(2021年3期)2021-10-13 07:33:26
航空发动机(2021年1期)2021-05-22 01:20:32
科学家(2021年24期)2021-04-25 13:25:34
东坡赤壁诗词(2019年4期)2019-09-12 03:53:06
煤矿现代化(2019年5期)2019-07-25 07:05:44
山西化工(2019年1期)2019-03-28 11:33:00
电子制作(2018年1期)2018-04-04 01:48:46
天天爱科学(2017年12期)2018-01-31 02:11:16
选煤技术(2015年3期)2015-12-20 01:46:16