QJ类型四点接触球轴承内圈滚道直径测量误差分析
2022-07-22 06:33:44王曼
哈尔滨轴承 2022年2期
王 曼
(瓦房店轴承集团特种精密轴承有限责任公司,辽宁 瓦房店 116300)
1 问题的提出
一直以来,我公司加工的 QJ 类型四点接触球轴承内圈车工和磨工操作者对滚道测量结果存在争议,磨工操作者经常反馈车工后内圈滚道留量偏小。通过对比车工、磨工滚道测量数据,发现同一个规格同一件产品,磨工测量结果比车工测量结果约小 0.2~0.3 mm,存在测量误差[1]。
以 QJ220 内圈为例,车工、磨工测量数据见表 1。品、造成质量事故,严重影响轴承出产率。因此对 QJ 类型四点接触球轴承内圈滚道直径测量问题进行原因分析势在必行。

表1 QJ220 内圈滚道直径测量数据统计表 mm
2 问题出现的原因及解决办法
2.1 原因分析
2.1.1 车工和磨工内圈滚道测量基准不一致,详见图 1
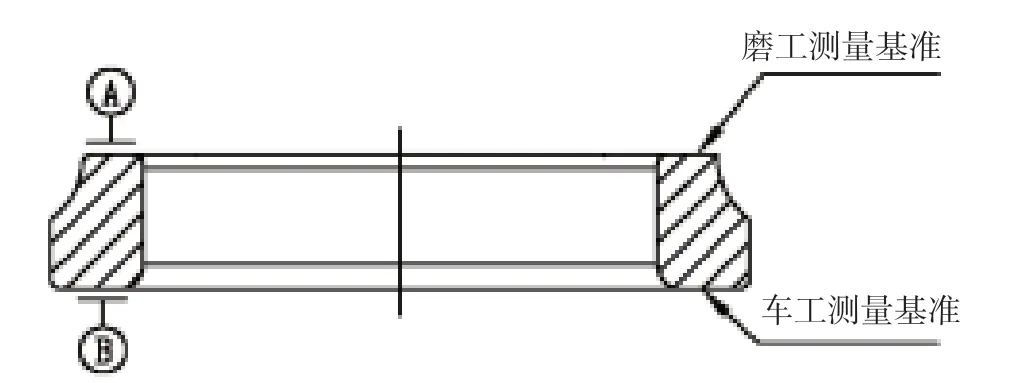
图1 车工、磨工测量基准示意图
从图 1 中可以看出,车工以内圈大端面 B 面为测量基准,磨工以内圈小端面 A 面为测量基准,滚道直径尺寸测量结果受内圈端面尺寸及散差影响。
2.1.2 车工、磨工滚道测量位置不一致
车工按照《向心及角接触球轴承车工图设计标准》进行设计,标准中规定车工滚道测量位置:H=B-P +X +△B/2,其中:
B——成品端面宽度
P——成品内圈滚道接触点距离
△B——端面磨量
X——车削测量位置到滚道接触点之间纵向坐标
磨工测量位置为滚道接触点位置,具体车工、磨工滚道测量位置示意图见图 2。

图2 车工、磨工滚道测量位置示意图
2.1.3 车工、磨工滚道测量方法及选用滚道标准件不一致
内圈滚道测量方法分别依据车工图纸和产品图纸确定,按照图纸规定的测量基准、测量位置进行测量,具体测量方法如下:
车工滚道直径测量方法[2]:
采用测量仪器为横行表台,按照图纸规定测量位置调整横行表台仪器两侧表尖和顶尖高度,保证在同一条水平线上;
选用标准量块为标准件,按照滚道直径尺寸dic组配并用标准量块对表(见示意图 3)。

图3 车工滚道标准件对表示意图
测量内圈滚道时,将车工大端面朝下和横行表台台面接触,测量表尖指在滚道直径上,转动内圈并找到滚道直径尺寸最大点完成测量(见示意图 4)。

图4 车工滚道测量示意图
磨工滚道直径测量方法:
采用测量仪器为外径测量仪 D914,用标准滚道自选样圈对表[3]。标准滚道自选样圈从产品中选出,送检计量部门由专业计量人员进行鉴定。
测量时,将小头端面朝下和 D914 外径仪器台面接触,表尖指在滚道接触点位置及附近,旋转内圈找到滚道直径最大尺寸完成滚道直径尺寸测量(见示意图 5)。

图5 磨工滚道测量示意图
综上所述,QJ 类四点接触球轴承内圈滚道测量存在误差主要有测量基准、测量部位、测量仪器、对表用标准件四个影响因素。采用排除法对影响因素逐条进行分析。
首先针对测量基准、测量仪器,根据多年工作经验判定不是主要影响因素。因为车工端面尺寸散差控制在 0.03 mm 以内,对测量结果影响不大;横行表台和 D914 外径测量仪在测量原理上一样,都是测量滚道直径径向方向最大尺寸,可以排除测量仪器原因。
其次针对测量部位,磨工测量时测量部位可和车工测量部位保持一致,影响因素可消除。
最后针对标准件,为了便于确定标准件是否为主要影响因素,选取 QJ220 一件滚道车加工完的内圈。在横向表台仪器上,按照车工图纸规定测量位置及尺寸进行对表测量,不同的是分别采用标准量块和标准滚道自选样圈进行对表。
由于标准滚道样圈为端面、滚道终磨工序后鉴定,与车加工产品之间存在端面差,在测量车加工产品时采用垫塞尺进行端面补偿。例如车工、磨工端面存在 0.2 mm 差距,选用 0.1 mm 塞尺放置在产品大端面与横行表台之间消除端面差(见示意图 6),测量的结果和表 1 一致,仍然存在 0.2~0.3 mm 的测量误差。

图6 磨加工标准滚道样圈对表示意图
从以上现象基本可以确定,对表用标准件为影响内圈滚道直径测量的主要因素。
从标准件形状并结合表尖受力方向进行分析,采用标准量块对表时表尖受力方向和量块垂直,左右两个测量点在一条直线上。当测量产品时表尖受产品滚道形状影响表尖向上倾斜,导致左右两个测点不在一条直线上从而产生测量误差,表尖受力方向见图 7。

图7 表尖受力示意图
从图 7 中可以看出,测量表尖受和滚道相垂直的一个力F,使表尖向上从A点倾斜到B点,而右侧支撑点未发生变化,左右两侧不在同一高度,导致对表和测量时测量高度不一致出现测量误差。
磨工测量时,因标准自选滚道样圈从产品中选出并鉴定,表尖在对表和测量时受力方向一致,不存在对表和测量时测量位置不一致现象。
2.2 解决办法
从以上分析中找到影响 QJ 类型四点接触球轴承内圈滚道直径尺寸测量的原因,为了解决这一问题,根据磨工滚道样圈制作车工用自选滚道样圈。经过多次跟踪验证,车工、磨工测量误差基本控制在 0.03 mm 以内,从根本上解决了问题,效果良好。测量数据见表 2。

表2 QJ220 内圈滚道直径测量数据统计表 mm
3 小结
车工滚道自选样圈的制作给车工、磨工带来了极大的方便,解决了 QJ 类型四点接触球轴承内圈长久以来因为滚道留量产生纠纷的情况,且通用性强、举一反三,适合车工过程中所有表尖受力不一致情况,从根本上提高了 QJ 类型四点接触球轴承内圈滚道质量。
猜你喜欢
机械工业标准化与质量(2022年4期)2022-08-12 02:20:54
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
制造技术与机床(2019年6期)2019-06-25 10:17:34
铁道通信信号(2018年10期)2018-12-06 09:34:50
海军航空大学学报(2015年1期)2015-11-11 17:18:35
中国教育技术装备(2015年19期)2015-03-01 02:43:29
汽车零部件(2014年5期)2014-11-11 12:24:34
组合机床与自动化加工技术(2014年12期)2014-03-01 02:23:00
中国质量与标准导报(2014年1期)2014-02-28 22:21:34
河南科技(2014年14期)2014-02-27 14:12:21