
航空发动机机匣类零件自动编程工具功能探索
2022-07-15 08:01兰影铎薛庆增
航空制造技术 2022年5期
兰影铎,薛庆增,于 武
(1.中国航发沈阳黎明航空发动机有限责任公司,沈阳 110043;2.海装沈阳局驻沈阳地区第二军事代表室,沈阳 110043)
航空发动机具有价值高昂、研制周期长、技术复杂和材料高端等特点,有极高经济军事和政治意义。近年来,随着国内外同行业之间竞争的日益激增及“中国制造2025”的提出,企业对航空发动机的制造周期、加工质量及加工成本提出更高的要求,所以如何缩短航空发动机研制周期和产品质量也成为亟待解决的问题。
机匣作为航空发动机重要承重部件,具有结构复杂、加工精度要求高、薄壁易变形、工艺过程复杂、数控程序编制难、编程效率低等问题,所以机匣零件的加工质量与加工效率直接制约着航空发动机的研制周期和研制效率,而通过智能化、自动化手段发展航空发动机的数控编程能力已成为提升航空发动机研制能力的一个重要发展趋势。本文提出的航空发动机机匣类零件自动编程工具通过优化工艺过程与数控编程方法,不仅可以有效解决编程难度大、人员培养周期长的弊端,也可以将常用数控加工方式以及加工参数、知识经验按编程规范有效集成,这不仅可以有效提升航空发动机机匣零件的数控程序编制质量和编程效率,也可使零件的编程过程得到规范的管理。
1 航空机匣类零件数控编程技术发展现状
数控编程技术的集成化就是将编程系统、计算机辅助系统、加工过程控制系统以及后处理系统等功能系统集成在一个空间内,进而实现内部数据的快速传递和空间的充分利用,最大限度地节省资源,提高产品加工的效率和质量。在机械制造业、材料加工产业以及自动化产业中,特别是在航空航天、模具、汽车、通用机械等行业发挥着重要的作用,是现代工业中的重要组成部分。从广义的角度考虑, 数控编程技术包括工艺技术、CAD /CAM 技术及数控加工仿真技术等[1],图1为数控编程技术的系统框图。

图1 数控编程技术系统图Fig.1 System diagram of NC programming technology
航空领域的数控加工技术随着计算机技术、CAD/CAM技术的不断发展而得到了迅猛的发展,高速加工、五轴联动加工、车铣复合加工、精密加工技术等的应用都得到了快速发展。其发展大致历经了手工编程阶段和交互式图形编程阶段。相对于传统的加工技术,航空产品的数控加工技术具有加工精度高,产品质量稳定、生产效率高、适应范围广、劳动强度低和有利于生产管理等特点。
为了适应CIMS及CAD/CAM一体化技术的发展需要,数控编程系统出现了向集成化、智慧化和后置处理模块化发展的趋势[2]。目前,国内外出现了多种基于特征的数控自动编程系统,如南京航空航天大学胡敏等[3]利用CATIA平台开发的飞机结构件特征快速编程系统。华中科技大学针对线切割加工特征以UG为二次开发平台开发的线切割自动编程系统[4]。随着航空发动机零件结构的日益复杂化,传统的编程方式已经无法满足实际生产需求,而现阶段在航空发动机领域还没有解决机匣类零件加工的自动编程方案,本文提出一种适用于航空发动机机匣零件的自动编程工具,以提高数控程序自动编制质量和效率。
2 基于航空发动机机匣类零件的自动编程工具
基于航空发动机机匣类零件的自动编程工具包括加工信息预定义功能模块、特征区域定义功能模块、加工策略自定义功能模块、基于知识经验数据的继承、迭代优化功能模块[5]、数控程序防错校验功能模块6个功能模块。
2.1 加工信息的预定义工具
零件加工的数控程序质量与机床、部件和刀具的工艺性能密切相关,而在实际编程过程中,工艺性能不同导致的数控程序差异性往往被技术人员忽略,所以为了编制基于部件、刀具等工艺性能的高质量数控程序,现增设加工信息的预定义功能 (图2)。加工信息的预定义包括机床信息定义、刀具信息定义和部件信息定义等,而这些信息的预定义需要在整个自动编程系统的操作初始阶段完成,通过表面层的信息预定义与数据库底层的策略库相结合,完成基于工艺性能的数控程序构建。
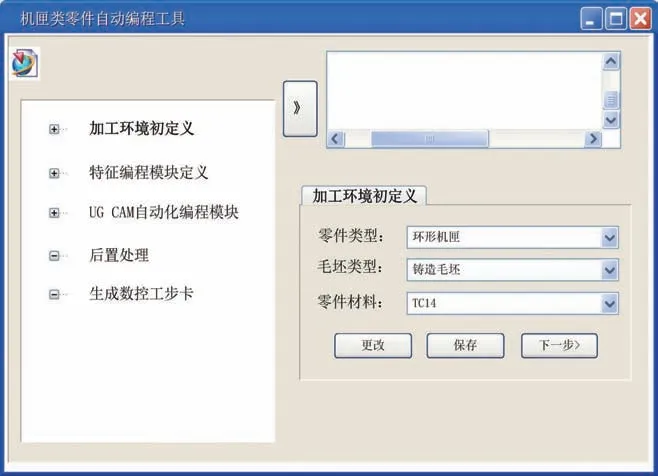
图2 加工信息预定义工具Fig.2 Predefined tool for processing information
2.2 特征切削区域定义工具
特征切削区域定义技术是将典型机匣零件形状结构相似、加工工艺相同的一类特征区域归纳为一类工艺特征[6],固化一类工艺特征的工艺加工策略,存储在工艺策略库,利用特征识别技术可实现一类工艺特征加工策略的自动生成。
2.3 加工策略自定义工具
加工策略,即加工出该特征所采用的加工方式,包括加工方法、刀具、切削参数和非切削参数等加工知识项,加工策略自定义技术可完成基于特征切削区域的加工策略的定义固化存储[7]。用户编制数控加工程序时,系统会根据零件的切削区域特点自动生成数控加工策略。
2.4 基于知识经验数据的继承和迭代优化工具
现阶段数控程序编制过程中,切削参数、加工策略等数据、数值的设置往往依靠编程技术人员的经验,但这种经验数据的传递一般都不具条理性,不仅缺乏时效性,继承性又比较差,而本系统的数控加工经验数据的继承和迭代优化技术[8]可以有效地将切削参数、加工策略等经验数据以文本的形式存储起来,通过调取经验数据库即可加载应用,且这些数据在使用过程中可实时的迭代更新。
2.5 数控程序质量防错校验工具
数控程序编制后,刀轨仿真功能可以对刀轨的正确与否进行校验[9],但数控程序编制的质量还无法评价,而防错检查插件可通过内置的数学模型,对数控程序编制过程中的一些参数设置数值的合理性及是否缺漏项进行查找提醒并对参数的准确度进行模拟校验。
3 航空发动机机匣类零件的自动编程工具系统框架及操作流程
3.1 自动编程工具系统框架
为解决航空发动机机匣类零件数控程序质量难以有效控制、数控编程效率低及灵活性差等技术难题,本自动编程工具以公司现有数控程序编制平台UG CAM为基础开发,实现了加工信息的预定义工具、特征切削区域的定义和识别、加工策略自定义、经验数据有效继承和加工参数迭代优化等功能,具体自动编程工具系统框架如图3所示。

图3 自动编程工具系统框架Fig.3 Framework of automatic programming tool
界面层用于显示数据和接受用户输入的数据,为用户提供一种交互式的操作界面[10],本工具的界面层主要包括加工信息预定义模块、自动化编程模块和系统维护模块。
功能层处于数据层和界面层的中间,负责系统逻辑计算的实现,包括加工信息预定义工具、特征区域定义工具、加工策略自定义工具、基于知识经验数据的继承、迭代优化工具、数控程序防错校验工具。
数据资源库主要负责数据的存储,系统可实现对数据库资源的访问调用优化[11],包括特征数据库、工艺资源库、工艺知识库、加工策略库和加工参数库。
3.2 自动编程工具操作流程
此自动编程工具是针对航空发动机机匣类零件的一种数字化编程技术解决方案,可有效提高数控程序的编制质量和效率。整个工作流程如图4所示。
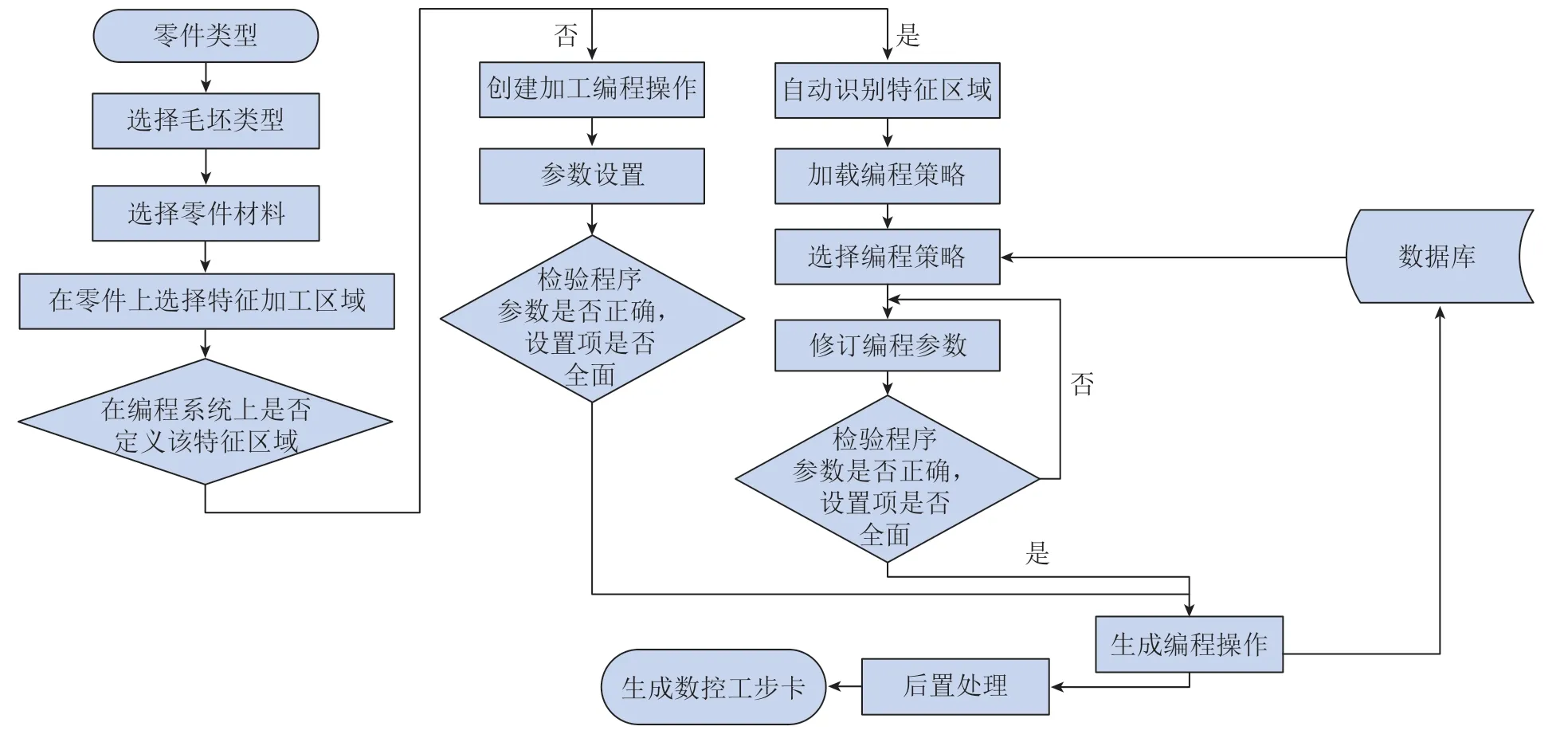
图4 自动编程工具操作流程Fig.4 Operation process of automatic programming tool
(1)初始信息输入,包括待加工零件的毛坯类型、零件材料、结构类型等。
(2)在零件上选择待编程的特征区域,系统会自动在特征库内搜索该特征区域类型是否已经被定义过。
(3)如果工具中已经定义过该类型的特征区域,自动编程工具会自动加载编程策略,用户只需要进行若干加工参数的简单修订,经数控程序校验工具检验,如数据完整准确,即可完成编程操作的创建。反之,用户需要创建新的编程操作,并进行加工参数设置,最后经数控程序校验工具检验,如数据完整准确即可完成编程操作的创建。
(4)无论是对数据库中已有编程策略的修订优化,还是重新定义的编程策略,都可以一键储存在数控库中,以完成数控库中加工策略继承迭代优化。
(5)对数控编程操作后置处理。
(6)生成数控工步卡。
4 结论
航空发动机机匣零件自动化编程工具是一款适应于航空发动机机匣零件的结构特点,可有效解决其编程难点的工具,定制的功能模块可分别从编程防错、编程经验继承等多维度提升零件的编程质量和效率,能够帮助企业实现机匣类产品的快速制造,并提升企业生产制造能力,具体功能作用如下。
(1)加工信息预定义功能模块将编程操作和工艺信息关联,从工艺性能层面上有效提高编程的质量。
(2)特征区域定义功能模块和加工策略自定义功能模块可完成各类特征的加工策略定义固化、存储,从而有效地将现场编程经验的隐性加工知识显性化。
(3)基于知识经验数据的继承和迭代优化功能模块可实现某类特征的编程经验数据迭代优化应用,从而提升编程效率。
(4)数控程序防错校验功能模块可实现数控编程切削参数的校验及优化,有效地规避编制过程中出现的人为因素对编程质量和效率产生的影响。
猜你喜欢
沈阳航空航天大学学报(2022年2期)2022-08-07
中国材料进展(2022年4期)2022-05-13
少先队活动(2021年2期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
学生天地(2020年17期)2020-08-25
航空发动机(2020年3期)2020-07-24
数学大王·低年级(2020年3期)2020-03-12
中国广播(2016年11期)2016-12-26
软件导刊(2016年9期)2016-11-07
电脑知识与技术(2016年21期)2016-10-18
