基于ZigBee与STM32的叉车管理系统研究
2022-07-15 09:54:06李捍东
智能计算机与应用 2022年7期
周 禄,李捍东,覃 涛,徐 杰
(贵州大学 电气工程学院,贵阳 550025)
0 引 言
随着物联网技术的蓬勃发展,物联网技术渗透到各行各业。虽然物联网技术渗透进了社会生活的各个方面,比如智能家居、智慧农业等领域,但仍有巨大的发挥潜能。由于各国企业来华投资,中国已成为“世界工厂”,如何打造以工业互联网和智能制造为基础的新竞争优势,成为新时代的建设重点。智能工厂是指工厂的办公、管理及生产自动化,与此同时生产安全和效率得到提升。目前在发达国家工厂管理人员可以通过叉车的实时工作状态制定对整个厂区的叉车工作的合理调度安排,但是中国大部分工厂还未实现上述功能,所以造成巨大的人力、物力、财力资源浪费。物联网的发展对车辆的智能化管理和控制提供了有力的技术支撑。
康昭等提出了射频识别(RFID)和超宽带(UWB)技术在智能仓储管理系统中的联合应用,但没有考虑仓储周围环境,对叉车的情况缺失管理,缺少危险报警等安全措施;Sergiu等提出了一种基于物联网设备的管理系统,系统由定位服务器、仓库管理服务器和安装在叉车上设备组成,并根据位置信息以及定位服务器从仓库管理服务器获得的信息,告知叉车操作员将要依照执行的各种动作,从而减少叉车行驶的距离以及搬运和装载时间,实现了叉车的动作指导和定位服务,但是这种预测和指导会有延迟,如果能将叉车出入车间的情况通过RFID模块上传至数据库,就能针对数据进行实时处理并作出决策,可以方便管理员的工作;Fabian Kirsch等利用本地雷达技术对物联网环境的叉车等运输车辆进行定位,使用了RFID模块实现实时位置监测,并且利用超宽带定位系统融合算法进行三维高精度对叉车定位,但是由于使用的是雷达系统,存在视野盲区而且容易被天气或其它事物干扰,测量结果会失去准确度。
在工业4.0的背景下,物流贸易空前发展,中国急需建立智能化仓储管理系统,叉车是物流行业不可缺少的工具,目前叉车智能化的程度还不够,而且一般厂内需要专职人员对叉车定期进行检查,造成成本浪费;其次故障排查人员不一定能及时有效精确定位到故障点,导致叉车本身可能会长期存在隐患点。
为解决上述叉车管理的问题,本文研究了基于ZigBee和STM32的叉车管理系统,能实时监测叉车,遇到叉车故障能手动上传故障码,管理人员收到后安排维修师傅针对具体问题现场修理,免去故障排查,有效提高工厂叉车管理水平,适应智能工厂的转变。
1 系统总体设计
整个无线网络采用ZigBee自组网、多点中继,实现了树形网络拓扑结构。树形拓扑结构是一种较为简单的通信方案,图1给出了一个典型的树形结构,该拓扑结构的最大特点就是任意两个节点的通信可以依赖路由器的辅助转发完成通信,即便是两个节点比较远,也能借助路由器转发消息。采用了树形结构主要是考虑到这种结构的组网方式相对网状结构,简单且易于调试,传输距离比星形结构远。

图1 ZigBee树形组网结构Fig.1 ZigBee tree networking structure
基于此结构进行软硬件的开发和设计,同时对整个系统开展了多次组网测试,最终完成了调试。
叉车控制系统设计架构如图2所示。由于在厂区有多个存储厂房,所以需要多个这种叉车控制器,稍后介绍多个叉车控制器的总体架构布局。单个叉车控制系统架构包括多个模块,包含液晶显示、超声波报警、RFID、供电以及供电检测、叉车故障检测上报几大模块,几大模块与主控集成在一个控制箱内,放置在叉车空闲位置。显示模块方便操作人员查看,比如RFID模块检测到当前叉车进入哪一个厂房等;叉车电池故障状态包含过压、欠压、充电过流、放电过流、SOC过低报警;超声波报警模块主要是考虑到安全问题,设置一个安全范围,通过限制叉车与物体间的间距在安全范围内可以避免危险发生;叉车故障监测上报模块上传故障信息,通过将多种故障编码来内置多种故障情况,当发生故障时驾驶员可以通过输入相应故障代码发送给后台,管理人员可以及时派故障修理人员到场处理;射频识别技术(RFID)是一项利用射频信号实现无接触信息传递,达到识别目标的技术。RFID模块主要是用来确定叉车当前位置的;供电模块为叉车控制器提供能源,不需要外界供能,供能模块采用的是锂电池供能。

图2 叉车控制系统设计架构图Fig.2 Design architecture of forklift control system
由于在厂区有多个存储厂房,所以需要多个叉车控制器,需要多个控制器来进行协调,多台控制器的系统的架构图如图3所示。

图3 多台叉车控制器的情况时系统架构图Fig.3 System architecture diagram for multiple forklift controllers
在系统中需要传输的数据包括RFID标签数据、故障信息,服务器接收到信息就会显示具体位置及何种故障,管理人员能及时派遣人员处理故障。由于在局域网内使用自定义的报文,一定程度上规避了别人解析数据包的风险,提高了整个系统的安全性。
叉车控制器的主控芯片采用的是基于Cortex-M3内核的STM32F103单片机,其是叉车控制器的核心,为硬件系统提供处理能力,可实现硬件调度、数据回传与接受、执行各种控制功能,基于STM32F103的集成电路板设计框图如图4所示。其中,叉车定位模块使用的是RFID(射频识别技术),其原理是利用标签与阅读器之间非接触式通信,达到识别目标的目的。由于在工厂内,叉车和阅读器之间的距离近,所以使用无源标签,驾驶员进入某一个厂房时,使用电子标签接近阅读器,阅读器读取数据后将其解码并将数据发送至服务器,将实时位置信息显示在Web网站上,达到数据实时展示的效果。

图4 基于STM32F103的集成电路板设计框图Fig.4 Block diagram of integrated circuit board design based on STM32F103
厂房区域内的通信使用的是ZigBee组网。ZigBee组网有3个特点:一是延迟短,ZigBee的响应速度快,从睡眠状态切换到工作状态仅需要15 ms,节点连接网络仅需要30 ms;二是方便,ZigBee的通信控制要求非常低,可以节约通信成本,并且ZigBee免收专利费,其工作的频段可免许可证,非常方便;三是ZigBee安全性高,使用加密算法提供数据完整性检查和身份验证功能。除了上述特点之外,ZigBee通信功耗极低,从而消除了充电或频繁更换电池的麻烦。虽然ZigBee传输距离不长,一般来说点对点的传输范围介于10~100 m之间,考虑到厂房内空间不大,故可以接受,ZigBee组网通信方式基本符合系统的设计要求。后台与ZigBee协调器之间的信息传输通过局域网通信的方式,设置ZigBee协调器的IP地址都处于同一个局域网内,数据传输采用的是套接字通信和以太网传输方式。每个厂房之间数据的路由和转发是通过ZigBee路由器级联组网来实现传输的,最后数据会汇总到一片区域的ZigBee协调器,从而实现数据的长距离传输,最后通过套接字和以太网传送给后台服务器。
2 自定义通信协议
2.1 叉车故障状态码
叉车系统启动后,遇到叉车故障时驾驶人员能够手动在叉车控制器的键盘上输入故障代码,服务器程序能够识别和解析故障含义。
叉车机械故障是指叉车在使用过程中出现的故障,分为6类,包含驱动故障、起升电机故障、加速踏板故障、电池故障、温度过高以及其他故障,其它故障的故障码为3,主要包括CAN通讯故障、开路或档位问题等一些不常见的故障;驱动故障定义为0号故障,又可具体分为驱动逻辑故障一到驱动逻辑故障三,将故障状态码定为01-03,此外还有驱动电机三相线故障、驱动逻辑故障等若干项驱动故障等,1号故障确定为叉车起升故障,主要有起升逻辑故障一到起升逻辑故障三,此外还有起升电机故障等;加速错误定为2号故障,主要是加速踏板的问题,有加速踏板误触和加速踏板故障两种错误;电池错误是4号故障,包括电池电量不足和电压不足等故障;5号故障主要是叉车在过度运行或者是冷却系统出问题时会产生异常高温的情况,主要分为启动电机模块温度过高、起升电机温度过高等情况。
2.2 RFID协议码
EPC(Electronic Product Code)是用来标识目标的特定代码,可应用在生产、物流、跟踪等物联网场景中,易于使用和维护,成本较低。通过标签制作软件可以写入RFID标签的EPC号。定位规则:使用4个字节储存信息,其中首部字节标识进出状态,01表示进入状态,00表示离开状态;第二个字节标识楼号,由01、02、03这3个标识代表3栋楼,04标识充电间,05和06标识两个雨棚;第三个字节标识层号,若第二个字节不是01、02、03表示没有层号,这时用00代替;最后一个字节表示具体仓库,每层楼一共3个仓库,若该段信息不表示楼层,则用00标识。例如:01010101表示进入1号楼1层1号仓库。标签的识别是使用UHF读卡器,将UHF读卡器的波特率设置为57 600 bps。设置好单张标签过滤时间为1 s(可设置其他值),开启蜂鸣器,UHF读卡器将读取到电子标签的信息。
3 叉车管理系统设计
3.1 数据表设计
数据库是用来存储必要信息的。MySQL数据库体积小、开放源代码,有着广泛的应用。共设计3张表,分别是设备表、设备数据存储表、用户表,见表1~表3。

表1 设备表Tab.1 Equipment table
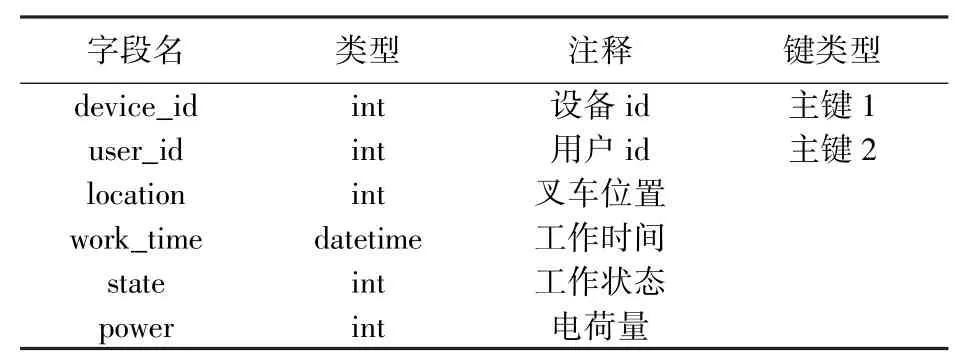
表2 设备信息表Tab.2 Device information table

表3 用户表Tab.3 User table
3.2 网页设计
网站后台有以下功能:①实时显示功能;②历史数据查询功能;③数据分析功能。其中,实时显示功能需要实时显示充电间以及1、2、3号库房范围内连入ZigBee自组网不超过3台的叉车(根据交付的硬件数量)状态信息和位置信息;历史数据查询需要能够查询重要的历史数据以及报警记录,例如异常报警等信息;数据分析功能需要根据数据分析叉车使用率、工作效率车辆状态、定期提醒、保养与维护等。
人员分为操作人员和管理员,管理员可以增添操作人员信息,管理人员和操作人员可登陆查看叉车当前运行与叉车运行历史信息,后台运行信息界面如下图5所示。

图5 运行信息界面Fig.5 Operation information interface
4 结束语
本文介绍了基于STM32和ZigBee的工厂智能叉车管理系统的自拟协议和软硬件设计,所设计的系统可为当前国内大部分工厂服务,主要体现在以下几个方面:
(1)设计了一种智能且方便的控制方式,能够大幅度减小工厂叉车操作人员以及管理人员负担;
(2)研究了叉车常见故障,对叉车易出现机械故障情况进行了编码,方便操作人员将故障码上传,以及后台解析故障码;
(3)系统实现在叉车的工作范围、停放区域以及厂区等其它地方对叉车的定位,定位精度到10 m内的范围,空间精度精确到当前所在楼层及区域,保障了叉车安全区域内活动,保障厂房财产安全;
(4)系统能够存储重要的实时数据以及报警记录,在系统的后台还能对这些信息进行大范围查询和维护。
猜你喜欢
成都信息工程大学学报(2022年3期)2022-07-21 09:35:30
中国储运(2022年6期)2022-06-18 10:29:00
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01 06:27:42
中国特种设备安全(2021年12期)2021-04-26 14:37:06
广州大学学报(自然科学版)(2016年2期)2017-01-15 13:43:02
中国储运(2016年8期)2016-09-02 06:22:04
文理导航·教育研究与实践(2015年12期)2015-12-04 00:49:23
筑路机械与施工机械化(2014年4期)2014-03-01 02:59:05
自动化博览(2014年9期)2014-02-28 22:33:17
自动化博览(2014年4期)2014-02-28 22:31:15