
凹版印刷中影响图案偏斜的机械因素及对策
2022-07-14 09:02:20金叶南
设备管理与维修 2022年9期
金叶南,罗 庸
(湖南福瑞印刷有限公司,湖南长沙 410100)
0 引言
某品牌的烟包由瑞士进口的九色凹印机印刷(机速220 m/min),然后转移至离线模切机上模切成单个烟盒,是一种非即印即模的生产工艺。自2021年元月起,离线模切机在进行模切生产时,发现图案的横向基准偏移超差,即图案在纸张两侧表现为沿走纸方向存在前后位置偏差,这种偏斜已超出了模具位置的可调范围,严重影响了模切生产。
1 凹印套印原理与模切套印原理
1.1 凹印套印原理
凹印机是一种卷筒纸连续印刷设备,一般有数个印刷单元,每个印刷单元印刷一个颜色,以其中一个单元为横向印刷基准,其余单元均以其为套印基准完成套色印刷(图1)。机器印刷单元设置有横向位置可调的印版小车,印版小车在机器传动侧为固定端,操作侧为可调端,通过调节凸轮,调节范围为±0.9 mm;但对于作为套印基准的印刷单元而言,印版小车位于±0.3 mm的位置范围内为宜。

图1 凹印机印刷单元
1.2 模切套印原理
离线模切机有3组独立的模具单元,分别为压痕、压凸、模切模具,3组模具也是以凹印机的横向印刷基准为套印基准,凹印机的各印刷单元和离线模切机三组模具的横向套印基准实现了统一(图2)。模具单元和印版小车一样,其横向位置可调,在机器传动侧为固定端,操作侧为可调端,通过模具机架两侧的调节凸轮,调节范围为±0.5 mm。
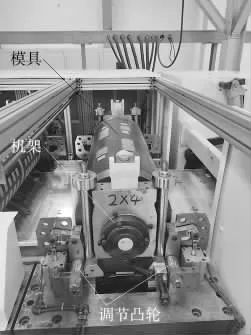
图2 模具单元
2 设备现状与生产中存在的问题
某九色凹印机和离线模切机于2012年安装并投用,是为某品牌烟包生产配套的设备,采用先印后模的非即印即模的卷筒纸生产工艺,一直以来生产情况良好。但自2021年1月开始,机台发现传动侧印刷图案超前、操作侧滞后,这种图案横向整体偏斜已超出模具的可调范围(±0.5 mm)。为了模切生产,只能将模具单元调节凸轮的偏心量加大,模具实际可调范围达±1.0 mm以上。2021年7月上旬,3套模切模具因此连续出现了异常磨损现象而损坏。
3 图案横向整体偏斜超差的原因分析
图案横向整体偏斜问题的源头在于凹印机,生产工艺规定以黑色作为基准色,其余各色均将黑色印刷单元作为横向印刷基准进行印刷。在对黑色印刷单元检查中,发现该单元印版小车零位标尺位于+0.9 mm的位置,其余各印刷单元印版小车的零位标尺位置不一,最大偏差达+1.5 mm。比较离线模切机模具单元调节范围,印刷基准的位置偏差大于模具调节范围0.4 mm,与模具实际调节量1.0 mm基本吻合。
凹印生产是一种卷筒纸连续印刷工艺,保持纸张张力稳定和纸张两侧(传动侧与操作侧)张力一致,是凹印工艺的关键所在。本文涉及的问题与纸张两侧张力是否一致相关。纸张两侧张力不一致表现为纸张一侧被张紧另一侧较松,张紧一侧的图案超前、较松一侧的图案滞后,图案横向整体偏斜问题因此出现。
除了纸张自身质量问题,纸张两侧张力不一致的问题一般因凹印机机械精度下降引起各辊之间平行度超差所致,具体体现在4个方面:①导纸辊的轴承是否损坏;②印版小车轴承是否磨损;③压印辊安装精度;④印版自身精度,机械加工精度和制版时图案位置精度。在凹印机机械精度下降后,机台只能有意将横向印刷基准偏置,其余各单元为了准确套印只能跟着偏置印版小车,此时各色套印混乱,使该问题的原因查找和分析变得复杂起来。
针对以上4个方面,进行相应的检查:①导纸辊平行度在机器安装时按≤0.03 mm标准调校,经检查,未发现轴承有明显磨损,可排除平行度超差的因素;②压印辊安装精度良好,打表检查跳动≤0.02 mm;③检查全部印版小车,发现其上轴承多有磨损,有些磨损特别严重(图3);④公司印版有两家供应商,由此进行了两批生产,每家的印版单独安排生产,同一批生产中两家印版不混用,发现两家印版图案位置不一致,存在一定的位置偏差。

图3 印版小车轴承
更换印版小车轴承后,将作为横向基准的黑色印刷单元印版小车置于零位,各色印刷套准后,每个印刷单元印版小车的位置均处于±0.3 mm内。印刷完成后,随即上离线模切机生产,模具的横向位置亦处于零位附近,图案横向整体偏斜超差问题即得到彻底解决。至此,引起图案横向整体偏斜的原因基本查明:主要是印版小车轴承严重磨损,致使印版与导纸辊平行度超差太多。
4 确保图案横向整体偏斜不超差的对策
引起图案横向整体偏斜超差的因素较多,在确保纸张张力稳定和两侧张力一致的前提下,着重注意以下要点:
(1)制订操作规程,明确作为横向印刷基准的印版小车,其位置处于±0.3 mm可调范围内,每次换牌或换版时必须进行检查。
(2)首卷纸生产采取即印即模的生产方式,以比较凹印机和离线模切机的横向基准是否一致、是否处于允许的调节范围内。
(3)加强印版小车的保养与润滑,检查印版小车的轴承,是否存在表面磨损、外圈偏摆和跳动、卡死等现象。
(4)检查印版的机械加工精度,包括版面直径与公差、轴头直径与公差:①印版小车在安装好印版后,检查印版版面两端和中间3个位置,以及轴头的跳动,确保各处跳动≤0.03 mm;②检查印版图案位置是否偏斜,统计印版图案偏斜的情况,将信息及时反馈至制版厂家,督促其确保印版的加工质量与图案雕刻精度;③定时检查导纸辊,发现有轴承损坏及时更换。
5 总结
非即印即模生产工艺的凹印生产,很容易出现图案横向整体偏斜超差的问题,由此造成后加工工序的模具异常损坏,严重时引起停产。处理图案横向整体偏斜超差的问题,需从源头做起,只有让凹印横向印刷基准的印版小车居中印刷,才能确保后工序离线模切机的模具居中生产。解决好图案横向整体偏斜超差的问题,既可减少凹印开机时的套准时间,又可提高最终的产品质量和成品合格率,意义重大。
猜你喜欢
现代制造技术与装备(2023年7期)2023-03-05 04:29:56
防爆电机(2021年4期)2021-07-28 07:42:46
锻压装备与制造技术(2021年2期)2021-07-19 08:50:46
中国特种设备安全(2021年11期)2021-05-05 06:13:18
铁道通信信号(2020年6期)2020-09-21 09:23:34
中成药(2018年2期)2018-05-09 07:20:09
机械研究与应用(2018年1期)2018-03-13 09:43:29
今日印刷(2018年7期)2018-02-17 15:32:34
印刷技术·数字印艺(2016年8期)2016-05-14 05:37:52
印刷技术·数字印艺(2015年1期)2015-03-10 04:58:13
