
空调外机热缩膜包装设备工艺研究
2022-07-14 08:13蔚鑫杨芝明
制冷 2022年2期
蔚鑫,杨芝明
(珠海格力电器股份有限公司,广东,珠海,519070)
1 引言
瓦楞纸箱是家电行业使用非常广泛的包装材料,但其不具备防水防潮性能,储存及运输过程中常因为淋湿或其他原因造成包装纸箱损坏。目前在家具、手表、食品、药品等领域已有热缩膜包装成熟的使用经验,在家电行业将塑料薄膜与泡沫结合组成一体化包装底托[1]。空调外机形状规则且储存标准相对较低,热缩膜LDPE透明度高、柔软性好、抗撕裂性强、加工生产容易可用于外机的包装纸箱替换。通过设计一台热缩膜包装机并合理布局流水线实现全工序自动化生产功能,热缩膜应用到空调行业中,可以降低包装纸箱的采购成本并解决储存和运输过程的不足[2-3]。
2 不同热收缩膜的性能对比
目前市场主流的热缩膜为PET 聚酯透光率较差且较硬,热收缩率差,需共聚改性,一般应用于饮料瓶及药品上的标签制作。PP共聚丙烯具有高透光率及韧性,但其热收缩温度较高,会损坏注塑件。POF 多层共挤聚烯烃是一种复合材料,表面光泽度高,热收缩均匀,性能稳定但受到单体技术条件的限制,膜芯层专用的LLDPE线型低密度聚乙烯还依赖进口。单层PE聚乙烯薄膜的机械性能较差,所以通常用作复合薄膜的内层。PVC聚氯乙烯,其透光率高、收缩率高适用于建材行业,但分解后会产生有害氯乙烯。LDPE低密度聚乙烯力学性能良好,收缩率高,厚度薄价格低,热稳定性强满足生产要求。因此确定使用LDPE作为空调外机热缩膜包装[4-6]。
3 热缩膜包装设备
3.1 热缩膜包装设备结构
受厂房空间及线体布局限制,在原有产线上增加热缩膜包装设备,需增加辅助线体连接到同向辊道输送带1,通过侧向、横向位移导杆将装好包装泡沫的外机推送到套膜、封切、热缩、冷却工序。使用电葫芦6进行薄膜卷料更换。设备布局及结构如下图1所示。
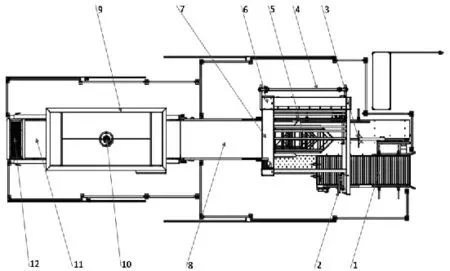
图1 热缩膜包装设备结构图
3.2 热缩膜加工工艺流程
热缩膜的加工工艺流程如下图2所示,进料通过辅助线体将外机产品输送到辊道输送带1,实现不同轨道线体间无缝连接。通过侧向位移导杆2将产品推到热缩膜设备生产线,同时PLC控制导杆推送时间间隔,避免物料堆积。横向位移导杆3将外机推至套膜机构工位5,根据产品型号特征,选用厚度0.05 mm,宽度为1250 mm的透明LDPE薄膜。套膜后移动至封切工位7,通电后加热封切块纵向融化切割薄膜。热缩炉由天然气燃烧供热,并通过内部设计的均匀排布的散热口实现薄膜热缩。因为热缩膜加工原理采用再次加热冷却的方法产生紧致力,所以在出口处设置两台风扇12,降低薄膜温度。完成后通过辅助线体输送至其他线体进行码垛下线工序[7-8]。

图2 热缩膜加工工艺流程图
4 热缩炉温度对热缩膜的影响
对于结晶材料LDPE,由于受到晶格的影响,最大热缩力出现在玻璃化温度的熔点附近。根据热缩性能测试标准,将套好热缩膜试样的外机放至热缩炉内,通过设置不同的温度测试试样的最大热缩力,因为纵向力较容易获得,在相同温度下共测试3次取平均值如下图3所示。ISO 14616定义设备的最佳设置温度为整个热缩过程中15~30秒内出现最大热缩力的温度,由关系图可知在温度较低的情况下热缩力缓慢增长,当达到玻璃化温度的熔点附近时出现最大热缩力且趋于稳定并在一定范围内进行波动。最大热缩力出现在 280 ℃附近,考虑到热缩炉的热损失此温度大于实验室得出的推荐温度。温度过高会损坏外机的包装泡沫、注塑件及其他元器件,将烘箱温度设定在280 ℃,满足工艺要求[9-10]。
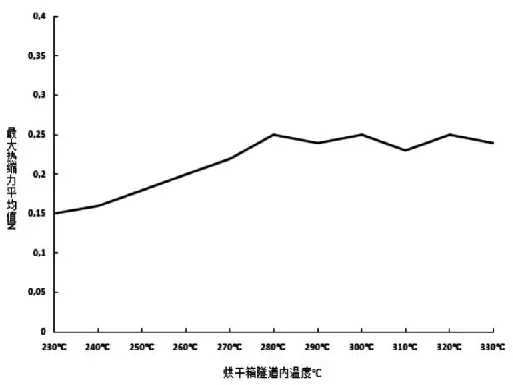
图3 LDPE温度与最大热缩力关系图
5 热缩时间对热缩膜的影响
热缩炉隧道长度约为3米,外机在热缩炉内停留的时间范围在15-30秒内,为了获得最佳热缩时间,设置外机通过隧道的初始总热缩时间为15秒,每次实验依次增加一秒直至30秒结束,结合外观情况和检测仪测出热缩膜收缩率如下图4所示。15-18秒时热缩膜收缩率较低且包装效果不紧致,19-21秒时收缩率不稳定,但产品外观合格,22-28秒时薄膜的热收缩率趋于稳定,产品外观合格,29-30秒时热收缩率突然增大,且出现薄膜损坏。综合分析当设定热缩时间为22秒时热缩率趋于稳定且热缩力较大,同时也满足最大生产效率。

图4 不同热缩时间对热缩膜的影响
6 包装泡沫结构对热缩膜的影响
包装泡沫具有缓冲、减震保护外机的作用,为了实现产品全流程零缺陷目标,我司采用顶部、底部和四周增加支撑柱的包装结构,通过合理的设计,可以有效避免产品碰撞造成的损坏。因为热缩膜在热缩过程中会产生热缩力,这部分力作用在包装泡沫顶和底的四角,纵向力产生反作用力,横向力产生剪切力。在实际生产中发现当四角设计为如图5所示的倒角结构时薄膜容易刺穿,当增大倒角的轴径时,因为受力面积增大,剪切力变小,但仍会有薄膜刺穿情况,若采用如图7所示的圆角结构可以有效减少应力集中,提高薄膜产品质量[11]。
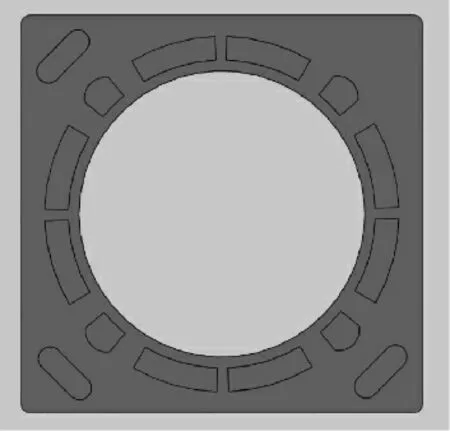
图5 倒角结构

图6 增大倒角结构
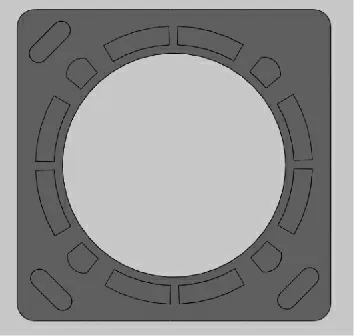
图7 圆角结构
7 结论
热缩膜既可以保护产品,又可以起到美化产品的作用,替换瓦楞纸箱具有可行性,通过合理布局设备结构,实现自动化热缩功能。
1. 按照热缩性能测试标准,通过设置不同的温度对热缩炉设备进行测试,可知在280 ℃时满足生产要求,又可以避免温度过高而损坏注塑件,此温度热缩效果最佳。
2. 根据国标对LDPE材料最佳热缩时间的定义,产品在热缩炉停留的时间从15秒开始逐秒增加热缩时间进行测试,可知当整体热缩时间设置为22秒时效果最佳。
3. 不同的包装泡沫结构影响着外机的热缩质量,通过对比不同结构的包装泡沫可知当选用图7圆角结构时,薄膜热缩时受力均匀,无刺穿现象。
目前热缩炉内在热缩时采用的是天然气加热方式,受天然气管道内杂质和气源影响不可避免的导致加热不均匀,后续将考虑使用加热电阻丝均匀排列在热缩炉内,使加热更加稳定。
猜你喜欢
人工晶体学报(2022年6期)2022-07-30
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
防爆电机(2022年2期)2022-04-26
中南民族大学学报(自然科学版)(2021年5期)2021-10-22
表面工程与再制造(2019年3期)2019-09-18
无机材料学报(2019年8期)2019-09-12
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
汽车实用技术(2017年3期)2017-03-03
