
脆性材料磨粒加工的纳米尺度去除机理*
2022-07-14 02:26黄水泉黄传真
金刚石与磨料磨具工程 2022年3期
黄水泉,高 尚,黄传真,黄 含
(1.燕山大学 机械工程学院,河北 秦皇岛 066004)
(2.昆士兰大学 机械与矿业工程学院,澳大利亚 昆士兰 4072)
(3.大连理工大学,精密与特种加工教育部重点实验室,辽宁 大连 116024)
磨粒加工是半导体、光电子、能源、光学、通讯和航空等领域中高性能元器件超精密制造的重要成形成性技术,其中超精密磨削技术由于其操作简便、成本效益好、材料去除率高的特点,得到了广泛应用,尤其在以共价键或离子键结合的难加工脆性单晶、多晶和光学玻璃的超精密加工领域[1-6]。近年来,通过控制加工条件实现脆性材料加工表面/亚表面无裂纹损伤的延性域磨削技术吸引了国内外学者的广泛关注[1,4],被认为是一种可替代研磨和抛光的高效高表面质量加工方法[7-11]。研究表明,如果在不影响加工效率的情况下将工件亚表层的损伤深度降至最低,可以极大地缩短后续损伤去除工艺的加工时间,以更低的成本获得高精度高质量的加工表面,进而从根本上解决脆性材料经济、高效、低损伤超精密加工的难题[1,3]。
脆性材料的延性域磨粒加工本质上可视为磨粒在纳米尺度接触划擦工件,诱导工件表面材料以塑性形变方式去除[2]。本文所论述的“延性”不是严格意义上延性域加工所要求的加工过程中材料无断裂或破碎发生,而是在加工脆性材料时允许切屑形成过程中发生断裂现象,但是需要确保切屑的断裂不会进一步扩展延伸到已加工工件的亚表面。实际上,磨削加工不可避免地会在工件表面/亚表面产生永久性的损伤,并在工件的亚表面损伤区形成残余应力,进而降低器件的使用性能和服役寿命,但延性域磨削可有效抑制脆性材料工件加工表面/亚表面的损伤。
本文基于纳米压痕和纳米划擦力学原理,阐明了脆性材料纳米尺度磨粒加工的切屑形成和表面材料去除机制,分析了脆性材料无断裂破碎去除的临界域值,揭示了脆性材料脆–塑性转变去除的基本原理,论述了脆性材料单磨粒纳米划擦的形变和去除机制,概述了磨粒加工过程中脆性材料的去除机理及材料微观结构对其局部变形及后续损伤去除的影响规律,提出了通过抑制断裂来降低表面损伤深度,实现脆性材料高效、低损伤加工的控制策略。
1 脆性材料去除机理
1.1 脆性材料形变和去除机制
压痕力学和划痕力学是分析纳米尺度磨粒加工的材料去除机理的理论基础。图1 分别为钝磨粒和锐磨粒接触划擦脆性材料产生的形变和断裂模式的示意图,其中图1a 为钝磨粒作用于高脆性材料表面产生的间断形式锥形裂纹[12],图1b 为锐磨粒划擦高脆性材料表面诱导产生的中位裂纹、横向裂纹和径向裂纹,以及伴随横向裂纹及中位裂纹的塑性变形区[13-14],图1c 为锐磨粒划擦相对更软的脆性材料时产生具有微裂纹的近塑性形变[15],图1d 则为锐磨粒划擦脆性材料时产生无裂纹的纯塑性形变[1]。脆性材料的断裂模式虽然有不同的类型,但图1 给出了相对宽泛的损伤特性的示意图。总的来说,图1a 和图1b 的断裂模式常见于玻璃、脆性单晶和细晶粒多晶材料的磨粒加工中,图1c 则多发生于具有相对更粗晶粒的多晶材料的磨粒加工过程中,而图1d 则是脆性材料延性加工时亚表面裂纹被抑制的屈服形态。因此,实现延性域加工的关键是把握何种条件下磨粒加工能够抑制脆性材料产生上述断裂模式。抑制脆性材料裂纹产生的临界接触尺度一般小于1 μm,因此延性域磨粒加工通常属于纳米压痕和纳米划擦范畴[16]。需要特别注意,图1d 中的塑性变形区并非连续的塑性介质,而是由离散的剪切断层或作为早期裂纹萌生前体的位错或孪晶滑移阵列组成[1-2],因此延性域加工产生的损伤仍会降低元器件的机械强度和使用性能[17]。
图1所示的脆性材料磨粒划擦诱导的形变和断裂模式为判断脆性材料磨粒加工的表面材料去除方式提供了基本判据,其对应的切屑形成及其去除过程如图2所示[1-2]。图2 中的前三种去除方式均涉及材料的断裂机制。图2a 为钝磨粒多次重叠划擦脆性材料导致表面材料破碎去除,虽然多次重叠划擦会导致损伤累积,但能提高材料去除率[18];图2b 为锐磨粒划擦脆性单晶和玻璃诱导产生横向断裂,横向断裂的扩展实现表面材料的去除;图2c 为锐磨粒作用于多晶上产生微裂纹,诱导晶粒脱落,实现材料去除。对于延性域加工而言,其理想的状态是去除表面材料过程中亚表面无裂纹生成,材料通过位错滑移(晶体)或剪切断层(玻璃)导致离子键或共价键断裂,被挤压到工件表面,实现材料去除,如图2d所示。随着接触载荷的不断减小,上述材料的去除机制最终可归结为原子尺度的磨损去除[1]。
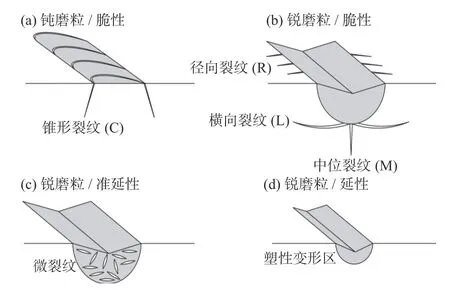
图1 脆性材料磨粒划擦诱导的形变和断裂模式Fig.1 Deformation and fracture modes of brittle materials in translating blunt and sharp contacts
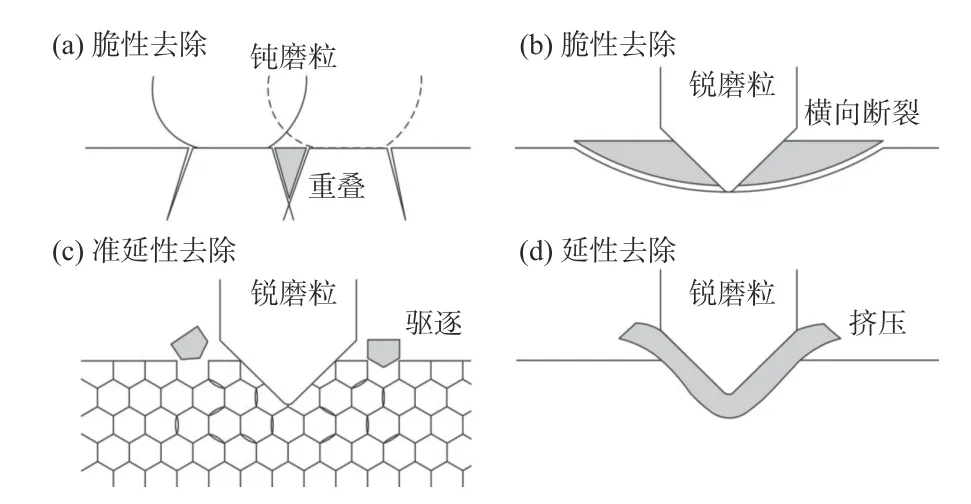
图2 脆性材料去除模式[1-2]Fig.2 Removal modes of brittle materials[1-2]
1.2 脆塑性转变机理及模型
脆性材料磨粒加工过程中延性去除的微观机制一直是各国学者争论的焦点。过去20 多年,大量的压痕、划擦、磨削试验和数值模拟研究已经证实脆性材料确实能够以塑性形变方式被去除[19-23]。大多数脆性材料延性域去除的形变机制与金属及合金相似,均涉及位错、孪晶和层错的形成及相变[7,24-25]。
为了实现脆性材料的延性域加工,围绕如何根据工件材料特性确定延性域加工的临界条件,各国学者建立了大量的理论和经验模型,其中美国学者BIFANO、DOW 和SCATTERGOOD 提出的BDS 模型[19]被广泛采用。BDS 模型源于压痕断裂力学理论,建立了脆性材料延性域磨削加工的临界切深与工件材料的弹性模量、硬度和断裂韧性之间的关系模型,提出了实现脆性材料延性域磨削加工的基本条件。图3 为BDS 模型的基本原理示意图,砂轮横向进给产生厚度为d的切屑,同时沿着切屑背部方向在待加工材料上产生深度为c的微裂纹。延性域磨削加工时,切屑肩处的裂纹是可以存在的,但该裂纹不能进一步扩展穿透到已加工表面。BDS 模型给出了脆性材料加工过程中切屑完全以延性方式去除时的临界磨削深度dc,认为当加工过程中磨粒切削深度小于延性域加工的临界切削深度时磨粒切削工件表面不会产生明显断裂,特别是图1b 中所示的径向裂纹、横向裂纹和中位裂纹损伤会得到抑制。但最近HUANG 等发现BDS 模型在引用压痕断裂力学理论时有一个基本错误,因此对BDS 模型进行了更正,修改后的脆性材料脆–塑性转变的临界切削深度dc的计算模型可表示成[26]:

式中:λ约为8.7,是材料的脆–塑转变因子;H是材料的硬度;E是材料的弹性模量;Kc是材料的断裂韧性。HUANG 等[26]指出磨粒加工过程和材料微观结构非常复杂,基于BDS 模型计算的dc值只能作为一个粗略的参考,但该模型在一定程度上阐释了纳米尺度切削深度对于实现脆性材料延性域磨削加工的必要性。
目前,实现脆性材料延性域磨削加工的保守策略是控制加工过程中的最大未变形切屑厚度hm不超过临界值dc,如图3所示。对于平面磨削,hm可通过如下公式计算获得[27]:
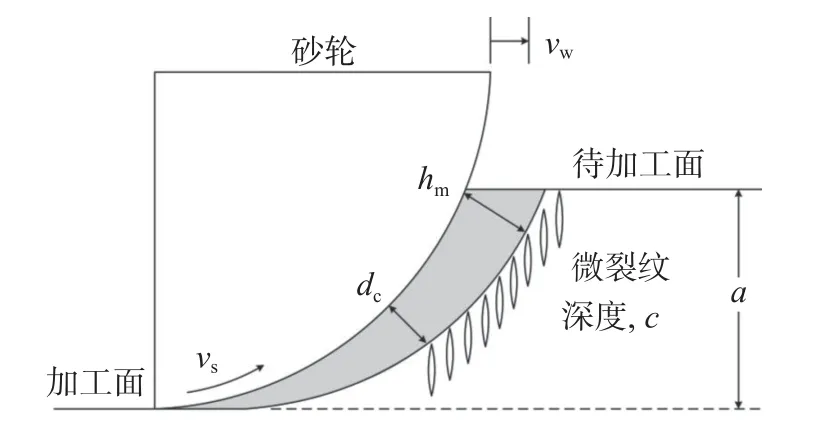
图3 脆性材料磨削加工示意图Fig.3 Surface grinding of brittle materials with ductile machining

式中:νw和νs分别是砂轮的横向进给量和旋转速度,a是磨削深度,ds是砂轮直径,C是砂轮表面单位面积上的有效磨粒数量,r是切屑的宽度和厚度比值。hm和dc之间的关系可为延性磨削参数的确定提供指导,但也有一定的局限性[28]。尽管如此,因其简单、明确的表达形式,hm–dc关系仍然是目前最为广泛使用的评估材料去除机制是否处于延性域去除的判据[1]。
2 纳米划擦诱导的材料去除特性及机理
纳米划擦和纳米压痕试验均基于金刚石磨粒和工件材料的相互作用来分析材料表层的形变和去除机理,但压痕过程仅对磨粒施加法向力,而划擦过程需要对磨粒同时施加切向力和法向力,因此能够更好地模拟磨粒加工过程中表面材料的去除过程。此外,纳米划擦是在纳米尺度上对划擦材料的表层进行力学表征和分析,能够分析材料表层单个位错和原子缺陷的形成及其演化规律,因此纳米划擦试验是探究机械负载下脆性材料形变和去除机制的重要方法[3]。
2.1 单晶
单晶Si、GaAs 等半导体材料是制造半导体元器件的重要衬底材料,超精密磨削是单晶半导体材料平整化加工和背面减薄加工的重要方法,单晶半导体材料的延性域加工一直是国内外学者的研究热点。单晶半导体材料一般是典型的高脆性材料,其延性域磨削的临界切削深度一般在几纳米至几十纳米[26],因此往往需要使用超细粒度的金刚石砂轮进行加工。图4 为单晶材料脆性域纳米划擦的亚表面TEM 显微图。其中,图4a 为尖锐金刚石压头在30 mN 法向力条件下划擦单晶Si 的亚表面TEM 显微图。从图4a 中可以看出:高接触应力作用下划痕下方产生了明显的塑性变形区,同时诱发形成了中位裂纹。图4b 为钝金刚石压头脆性域划擦单晶GaAs 的亚表面TEM 显微图。同样可以看出:高接触应力作用下GaAs 亚表面产生了中位裂纹,沿着垂直方向扩展延伸至基体内部[3]。
光通讯、探测器和激光器等领域广泛应用的激光晶体是另一类被大量研究的单晶材料,此类单晶的原子结合键呈现一定的离子性,导致该类单晶的形变和断裂呈现出更加明显的各向异性特征,同时还具有相对更高的脆性[9-10]。图4c 为激光晶体GGG 在尖锐金刚石压头划擦诱导作用下产生的亚表面损伤。由图4c可知:尽管激光晶体GGG 的化学组分复杂,但单晶GGG 在脆性域的损伤形式与Si、GaAs 类似,均产生了塑性形变及中位裂纹,说明GGG 的表面材料去除方式也为脆性域去除[29]。

图4 单晶材料脆性域纳米划擦的亚表面TEM 显微图Fig.4 TEM micrographs of nano-scratched subsurfaces of single crystal materials in brittle regime
当压头的划擦载荷足够小,压头划擦深度小于材料脆–塑性转变临界值时,脆性材料划痕亚表面只会产生塑性形变,不会出现微裂纹。图5 为单晶材料延性域纳米划擦的亚表面TEM 显微图。如图5a~图5c所示:尽管材料微观结构的差异性导致半导体晶体Si、GaAs 和激光晶体GGG 的滑移面不同,但在金刚石压头纳米划痕的肩部均出现轻微的材料堆积现象,并且亚表面损伤层都非常浅且无裂纹生成,表明上述半导体晶体和激光晶体都只发生了塑性形变,表面材料以延性方式被去除。高分辨TEM 检测结果表明:划擦作用下高脆性的单晶Si、GaAs 和GGG 亚表面的塑性形变主要是由于机械负载下材料发生了晶面滑移,形成了位错、层错和孪晶等原子尺度缺陷[3,30]。图4 和图5的研究清晰表明,通过调控划擦载荷来控制磨粒的切削深度可实现脆性材料从脆性去除到延性去除的转变。
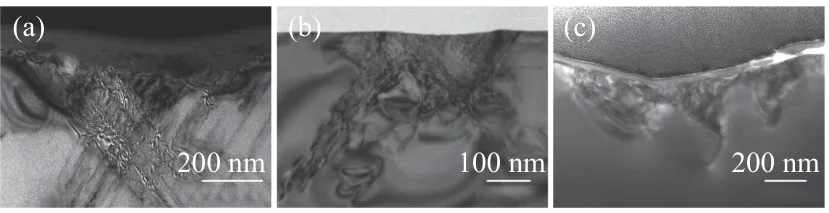
图5 单晶材料延性域纳米划擦的亚表面TEM 显微图Fig.5 TEM micrographs of nano-scratched subsurfaces of single crystal materials in ductile regime
2.2 多晶
Al2O3、SiC、Si3N4、AlN 和ZrO2等高硬度高脆性多晶陶瓷材料由于其优异的材料性能,广泛应用于航空、航天、汽车、核工程、医疗设备、机械系统、结构工程和生物工程等领域[31-35],因此其磨粒加工特性近年来得到了广泛关注[36-39]。图6 为尖锐金刚石压头划擦多晶AlN–2%Y2O3的表面SEM 显微图。由图6 可知:尖锐磨粒机械划擦AlN 时划擦表面发生了图2c所示的晶粒脱落,同时导致AlN 晶粒和Y2O3晶粒结合处产生了大量微裂纹,表明材料以准延性方式去除[40]。研究发现,脆性域范围内此类去除模式在粗晶粒的多晶材料中更明显,而晶粒尺寸较小的多晶材料的去除模式则更倾向于图2b所示的横向断裂[41]。
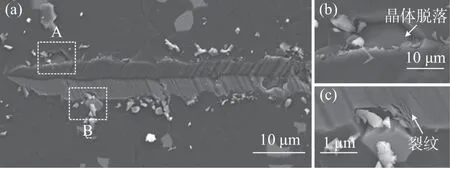
图6 尖锐金刚石压头划擦多晶AlN–2%Y2O3[40]的表面SEM 显微图Fig.6 SEM of polycrystalline AlN–2%Y2O3[40]nano-scratched by sharp diamond indenter
2.3 光学玻璃
光学玻璃是制造先进光学系统、太阳能电池板和触摸屏的主要材料。在高性能光学元器件制造中,加工表面残留微裂纹会影响器件的使用性能,甚至导致元器件失效,因此在光学元件的加工过程中,如何避免加工表面/亚表面微裂纹的产生尤为重要。光学玻璃在结构上呈现非晶态,且种类繁多。其中,含有各种氧化物添加剂的硅酸盐玻璃具有低的断裂韧性,是一类典型的高脆性材料,如何实现该类玻璃的延性磨粒加工是一个巨大的挑战[1]。研究发现,不同类型的光学玻璃在机械载荷作用下的力学响应呈现明显的差异,可分为“正常”和“反常”两类[42-43]。正常型玻璃是指其力学响应为常规的剪切诱导作用下产生形变,如钠钙玻璃。反常型光学玻璃是指其力学响应为压力诱导作用下发生致密化,如熔融石英玻璃。对于反常型的光学玻璃,载荷作用下宏观裂纹萌生的剪切变形被致密化取代,其断裂破碎现象一定程度上被抑制。
玻璃的划擦试验表明,机械载荷的减小有助于光学玻璃的去除机制由脆性断裂去除向塑性变形去除转变[44]。随着金刚石压头锐度增加,钠钙玻璃表面材料的去除方式则由间断锥形裂纹的脆性模式向只有塑性挤压的延性模式转变[45]。
3 磨粒加工诱导的材料去除特性及机理
脆性材料包括单晶、多晶、玻璃态非晶等多种结构状态,材料的微观结构会影响其加工过程中材料去除的难易程度和去除机制,因此深入理解不同脆性材料在磨粒加工过程中的材料去除特性及其微观组织结构的影响规律,是开发脆性材料高效率高表面质量超精密磨粒加工技术的前提。
3.1 单晶
单晶半导体材料GaAs[46]、Ga2O3[47]和激光晶体材料YAG[9]脆性域磨削的亚表面TEM 观测结果如图7所示。由图7a 和图7b 可知:磨粒粒径为20 μm 的粗粒度金刚石砂轮磨削的GaAs 和YAG 单晶亚表面产生了大量横向裂纹和纳米孔洞,导致工件表面材料以块状断裂破碎的方式被去除。脆性域磨削可有效提高工件表面材料的去除率,但加工表面和亚表面质量较差,显著增加后续研磨和抛光等损伤去除工艺的加工时间。图7c 为3 μm 粒径金刚石磨粒磨削单晶Ga2O3的亚表面损伤形式。由图7c 可知:磨削表层产生了200~300 nm厚的损伤层,且靠近磨削表面损伤层的晶格发生了严重扭曲变形,同时损伤层下方沿{200}晶面出现了一些垂直于工件表面的微裂纹。WANG 等[47]的研究进一步表明,上述裂纹所在晶面和单晶Ga2O3的划擦试验结果一致,均沿着{200}晶面。
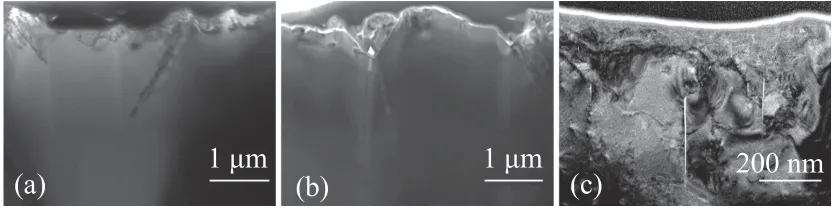
图7 单晶材料经金刚石砂轮脆性域磨削的亚表面TEM 观测结果Fig.7 Subsurface TEM micrographs of single crystals after brittle grinding with diamond grinding wheels
图8 为延性域磨削单晶半导体材料Ga2O3[48]、GaN以及激光晶体材料YAG[9]、GGG[10]的亚表面TEM 观测图。对比图8a 和图8b 可知:由于晶体结构的差异性,单晶半导体材料Ga2O3和GaN 的滑移面明显不同,但其损伤形式都是无裂纹的塑性形变。高分辨TEM 的分析结果表明,纳米晶、层错、孪晶以及位错是上述单晶半导体材料延性域磨削的主要损伤形式[48]。尽管单晶YAG 和GGG 等激光晶体由于其晶体结构特性呈现出更高的脆性,但是延性磨削的单晶YAG 和GGG 亚表面同样发现了类似单晶半导体材料的无裂纹损伤特征,如图8c 和图8d所示。高分辨TEM 检测结果表明:延性域磨削激光晶体过程中产生的损伤形式主要是晶面滑移、位错和层错,同时还伴随着纳米晶和非晶相的产生[9-10]。单晶半导体材料和激光晶体的磨粒加工中,压力诱导的加工表面层相变和非晶化会使工件表面材料软化,进而影响半导体和激光单晶的延性域加工[1]。此外,延性域磨削CdZnTe[49]和HgCdTe[50]等化学结构更加复杂的化合物单晶时,亚表面损伤形式也呈现出多样性的特点,进一步表明单晶材料磨削损伤具有多样性。显然,不同晶体微观结构的差异性会增加加工过程建模的复杂性,进而导致式(1)和(2)所确定的临界阈值关系不一致。
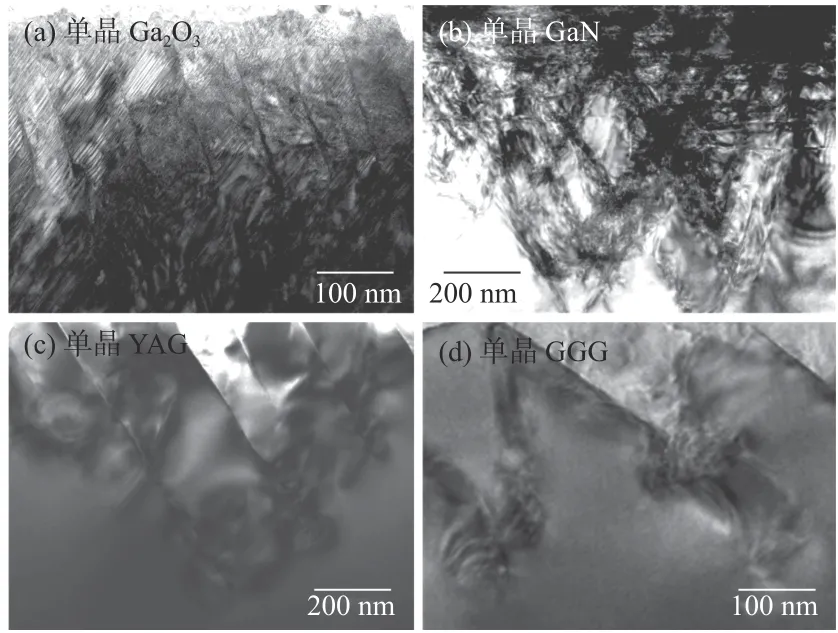
图8 单晶材料经金刚石砂轮延性域磨削的亚表面TEM 显微图Fig.8 Subsurface TEM micrographs of single-crystal materials after ductile grinding with diamond grinding wheels
3.2 多晶
相较于单晶材料,多晶材料通常具有较高的断裂韧性,是一类比单晶材料更容易加工的脆性材料[26]。细晶粒构成的多晶材料一定程度上呈现各向同性的特性,其缺陷的尺寸较小,因而具有高的强度和硬度。此外,细晶粒多晶脆性材料与对应的化学成分相同的单晶材料相比,其晶粒网对裂纹扩展具有一定的约束作用,导致呈现出高一些的断裂韧性。粗晶粒多晶材料由于其固有的弱晶界,导致具有较高的长裂纹韧性,但容易产生微裂纹,因此在脆性域加工条件下表面材料更容易被去除[51-52]。可见,脆性材料的磨粒加工机理受材料微观组织结构的影响。
多晶脆性材料种类繁多,其中具有等轴晶组织结构的氧化铝(Al2O3)[18,32,53-55]陶瓷的研究报道最多。在Al2O3陶瓷的脆性域磨削加工中,具有较大晶粒尺寸的Al2O3陶瓷通常以破碎和晶粒脱落的方式去除表面材料,加工效率较高,而具有较小晶粒尺寸的Al2O3陶瓷一般以横向断裂的方式去除表面材料[41]。另一类受到广泛关注的多晶材料是可用来做假体生物材料的氧化锆(ZrO2)陶瓷[56-60]。LEE 等[61]发现氧化锆陶瓷在磨粒加工过程中的损伤去除模式与其晶粒尺寸及添加相有关,细晶粒Y–TZP 氧化锆陶瓷的去除模式为脆性去除,粗晶粒Mg–PSZ 氧化锆陶瓷的去除模式为准延性去除,而中等粒径Ce–TZP 氧化锆陶瓷的去除模式则为延性去除。相较于其他多晶陶瓷材料,氧化锆陶瓷的硬度更低,更容易实现延性域磨削[26]。另外,ZrO2的低导热系数导致磨削过程中切屑形成区的温度较高,改善了去除过程中材料的延性状态[59]。
近年来,多晶材料碳化硅陶瓷和氮化硅陶瓷由于其高的强度、低的密度以及耐高温性能在航空航天、微电子、能源等领域得到广泛应用。图9 为多晶SiC陶瓷磨削表面的SEM 观测结果。由图9 可知:随着最大未变形深度的减小,磨削表面的材料去除方式由以断裂破碎和晶粒脱落为主的脆性去除向准延性去除转变[62]。由图3 可知:最大未变形深度hm的减小,dc位置也随之向待加工表面方向移动,有助于抑制切屑形成过程中微裂纹的产生,进而获得较好的磨削表面。LI等[63]的研究表明,多晶SiC 陶瓷的微观结构尺寸同样也会影响其磨削过程中的形变和材料去除方式。相较于均匀致密的细晶粒SiC 陶瓷,具有弱界面非均相的粗晶粒SiC 陶瓷更容易发生准塑性形变,脆性域范围内更容易加工[64-65]。学者对多晶SiC 陶瓷的延性磨削开展了大量研究,但即使严格地控制磨削参数来减小磨粒切削深度,仍未能取得令人满意的效果[66-67]。Si3N4陶瓷主要用于制造高端装备的轴承和滑动导轨。相较于SiC 陶瓷,材料晶粒取向是影响氮化硅损伤特性的重要因素之一。Si3N4陶瓷在磨削过程中的材料去除行为受晶粒尺寸和微观结构影响而呈现出不同的去除形式,细晶粒Si3N4陶瓷磨削表面更容易产生宏观裂纹,而粗晶粒Si3N4陶瓷磨削表面倾向于诱发微裂纹[39,68]。HUANG 等[69-70]研究发现,高速磨削和短脉冲激光束加热可以有效改善陶瓷材料的延展性,改善其加工特性。

图9 单晶金刚石磨削多晶SiC 陶瓷[62]表面的SEM 观测结果Fig.9 Surface SEM micrographs of polycrystalline SiC ceramics[62]ground by single crystal diamond
3.3 光学玻璃
光学玻璃是典型的高脆性非晶材料,其延性域临界切削深度dc通常小于40 nm[26],显著低于多晶材料的临界切削深度,因此实现光学玻璃的延性加工是一个巨大的挑战。光学玻璃的磨粒加工试验表明,随着磨粒粒径的减小,玻璃表面的材料去除机制可由脆性破碎去除向塑性流动去除转变。图10 为固结磨粒研磨硅酸盐玻璃表面的SEM 显微图,其中图10a 是粒径为15.3 μm 的碳化硅磨粒在25 N 负载条件下研磨的工件表面,图10b 则是粒径为2.5 μm 的碳化硅磨粒在相同载荷作用下研磨的工件表面[71]。通过降低磨粒粒径,表面材料的去除模式可实现由脆性向延性的转变,但加工效率随之降低。
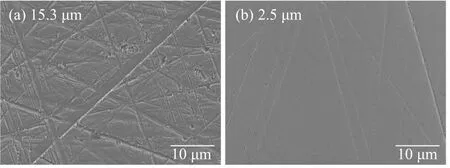
图10 固结磨粒研磨硅酸盐玻璃[71]表面的SEM 显微图Fig.10 SEM micrographs of BK7 optical glass[71]surfaces lapped with fixed abrasive
尽管生产成本较高,但熔融石英玻璃凭借其优异的光学、热学和力学性能在光学元器件制造中得到广泛应用。石英玻璃在加工过程中具有致密化形变的特性,导致其延性磨削比普通硅酸盐玻璃更加困难。BIFANO 等[19]通过降低工件的横向进给速度(37.5 nm/r到2.0 nm/r),将石英玻璃的磨削损伤从大量脆性破碎转变为塑性形变为主的损伤模式。相较于石英玻璃和硅酸盐类玻璃,用于制造探测器、传感器、光谱仪、热成像设备和激光器镜头的非硅酸盐类玻璃(氟化钙、氟化镁、硫化锌和硒化锌等)由于其较低的硬度,更易于实现延性域磨削加工。
4 关键问题及展望
脆性材料延性域磨粒加工是一种能够显著提高加工表面完整性、降低制造成本的加工技术。自1991年BIFANO 等[19]首次报道延性域加工技术以来,该方向的相关工作得到了国内外学者的广泛关注与研究,但对材料的微观结构与其延性域磨削关系的研究鲜有报道。因此,有必要对脆性材料磨粒加工的去除机制开展深入研究,尤其对于高度各向异性的单晶、多晶和玻璃等脆性材料,以便充分实现延性磨削技术的潜力。多晶材料的形变过程以及晶界与微观结构的相互作用也是未来有待系统研究的领域之一。结合先进的SEM、TEM 和AFM 观测技术,借助于纳米划擦试验、有限元模型(FEM)、离散元模型(DEM)和分子动力学(MD)模型等,可以有效地探索不同脆性材料磨粒加工过程中的切屑形成机制[10,48,72-75]。特别注意的是,单磨粒划擦和实际磨削过程中多磨粒多次划擦之间的联系仍有待进一步研究。
脆性材料的脆塑性转变预测模型需要进一步研究和改进,尽管可以采用BDS 修正模型[26]计算临界切削深度dc,但该模型有一定局限性。基于几何关系推导的最大未变形切屑厚度(hm)模型同样受到一些限制。需要进一步研究dc和hm的相关性。dc的推导过程中隐含的不确定性主要来自接触力学中连续体塑性的假设;材料特性的测定(特别是断裂韧性)取决于微观结构的差异性,因此具有不确定性;hm模型的推导也存在不少基于理想状态的假设。另外,纳米尺度上检测亚表面微裂纹较困难,而仅从磨削表面的直接观测中又很难发现亚表面微裂纹,导致上述两种模型的预测结果和直接实验确定的临界切削深度不同。因此,有必要进行系统研究,建立更全面更完整的预测模型[1]。
单晶材料基本上没有微观结构缺陷,但不同晶面和晶向的性能往往表现出明显的各向异性,导致单晶材料的变形和去除机制会随着晶面和晶向的不同而发生明显的变化[76-77],如单晶SiC,其Si 面和C 面的加工特性呈现出明显差异[78]。因此,根据单晶材料结构体系建立解析模型和材料微观结构之间更全面的关系,深入了解晶体取向对延性磨削加工的影响是未来需要研究的课题之一。
从工程角度来说,选择一种具有最佳磨粒形貌和尺寸的金刚石砂轮是非常重要的[79-81]。通常,采用细粒度金刚石砂轮可以产生较小的亚表面损伤,获得更好的表面完整性,但超细粒度砂轮磨削时存在砂轮磨损快,易产生磨削烧伤等问题。粗粒度金刚石砂轮适合于大余量的材料去除加工,会产生较严重表面/亚表面损伤,进而增加后续损伤去除工艺的加工时间,增加整体制造成本。此外,选择合理的磨粒形貌有助于实现延性域磨削,较锋利的磨粒更适合加工硅、玻璃等硬度较低的脆性材料,而较钝的磨粒则更适合加工蓝宝石、碳化硅等硬度较高的脆性材料[82]。总的来说,针对不同脆性材料特性,选择合理的砂轮磨粒形状和尺寸是实现延性域磨粒加工的重要因素之一。
总之,必须全面深入地理解脆性材料磨粒加工过程中表面材料的形变和去除机制,才能够提出兼顾表面质量和加工效率的合理工艺方案。尽管不可能完全消除晶体加工表面/亚表面损伤,但优化磨削工艺时应以最小化亚表面损伤为最终目标,同时兼顾较高的加工效率。
5 结论
本文概述了单晶、多晶和非晶等典型脆性材料在纳米划擦和磨粒加工诱导下的形变和去除特性及行为,总结了不同力学性能的脆性材料在钝磨粒和锐磨粒接触划擦的典型形变及其表面去除模式。本综述的分析结果表明,纳米划擦诱发的材料形变和去除模式的转变与实际磨粒加工过程中材料的形变和去除模式基本相同,基于纳米划擦研究揭示的脆性材料形变机制及其去除机理可指导和优化相同材料的实际磨粒加工工艺,缩短磨削、研磨和抛光等磨粒加工工艺的开发和优化时间,进而提高脆性材料元器件的表面完整性、降低制造成本。主要的结论如下:
(1)当磨粒切削深度足够小时,可以实现脆性材料的延性域去除,延性域去除的临界切削深度可以采用修正的BDS 模型预测[26]。
(2)单晶、多晶、玻璃等不同脆性材料的微观结构差异性显著影响延性域磨削的临界条件,目前磨粒临界切削深度模型和切屑最大未变形厚度模型均没有考虑材料微观结构的影响,因此式(1)和(2)只能粗略的估计延性域磨削的加工参数。未来需要进一步系统研究材料微观结构特性,如晶体取向(单晶)、晶粒间相互作用(多晶)以及空洞缺陷等,对材料去除机制的影响。
(3)可控的纳米划擦试验是针对特定材料开发高效率高表面质量磨粒加工技术的有效手段,结合扫描电镜、透射电镜和原子力显微镜等先进观测技术,纳米划擦试验能够确定材料延性域加工的临界条件和损伤演化规律,但需要注意纳米划擦试验和实际磨粒加工时应变率和温度差异造成的影响。
(4)近年来延性域磨削的研究主要集中在Si、Ge、SiC、Al2O3、GaN、Ga2O3和YAG 等脆性单晶材料,但现有的研究仍不够系统。为了满足加工质量日益严格的要求,磨粒加工领域应该更加密切地关注脆性材料纳米尺度延性去除的基本原理。此外,磨粒形貌和尺寸对脆性材料延性域加工的影响是未来需要重点研究的问题。
猜你喜欢
地震研究(2019年4期)2019-12-19
世界家苑(2018年9期)2018-09-18
中国科技纵横(2018年3期)2018-03-15
中国市场(2017年10期)2017-05-04
土木建筑与环境工程(2016年2期)2016-05-31
湖南大学学报·自然科学版(2016年1期)2016-03-03
湖南大学学报·自然科学版(2015年3期)2015-04-17
中华建设科技(2014年11期)2014-12-22
现代仪器与医疗(2014年1期)2014-03-28
