
大型铸钢桥梁结构件散索鞍鞍头铸造工艺研究
2022-07-13 14:12王洋丽
铸造设备与工艺 2022年3期
王洋丽
(太原重工铸锻件分公司,山西太原 030024)
本散索鞍鞍头铸件是中国第一座公铁两用悬索桥,也是世界首座高速铁路悬索桥—五峰山长江特大桥关键性构件。散索鞍由鞍槽、鞍体和底座等组成,为铸焊混合结构。安装在锚碇散索鞍支墩顶部,其主要作用是将主缆经散索鞍后在水平、竖向两个方向转向分散,并与锚碇锚固系统相连。
散索鞍鞍头铸件较大,结构如图1 所示,技术质量要求高,模型制作周期长,铸造工艺设计难度较大,铸件毛重163 t,所需钢水液重264 t.
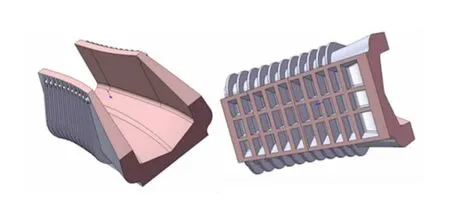
图1 散索鞍鞍头立体图
1 散索鞍鞍头技术质量要求及标准
1.1 产品材料的化学成分和力学性能
散索鞍鞍头铸件所用材料为ZG270-480H,化学成分及力学性能必须符合标准GB/T 7659-2010《焊接结构用铸钢件》的规定,热处理状态为:退火+正火+回火,具体见表1 和表2.
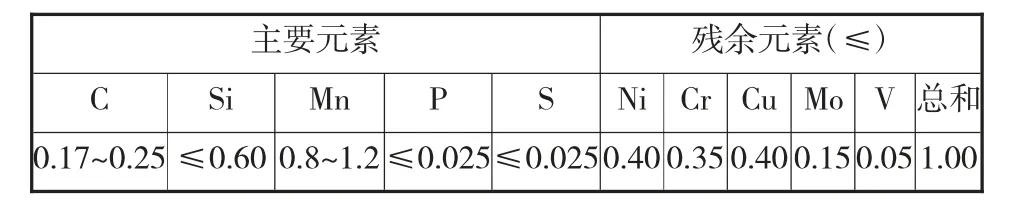
表1 散索鞍鞍头铸件化学成分要求(质量分数,%)
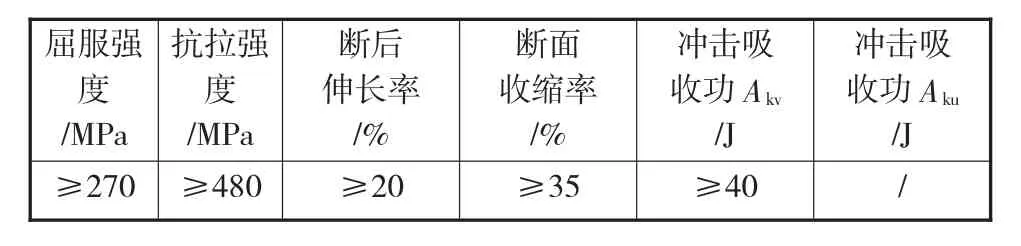
表2 散索鞍鞍头铸件力学性能标准(正火+回火)
1.2 散索鞍鞍头的技术质量要求
1)产品按照图纸要求对机械加工面的加工余量和非机械加工面的尺寸进行控制。加工面按照GB/T7233.1-2009 超声波探伤,100%三级合格。铸件清砂后,整体退火,并在割除冒口、粗整外形或焊补后进行正火和回火处理。铸件边角处打磨后按GB/T9444-2007 进行磁粉探伤,二级合格。铸件加工面粗加工后,保证至少留有10 mm 加工量,按GB/T9443-2007 进行渗透探伤,其中:(1)鞍槽加工面一级合格;(2)其他加工面二级合格。铸件试样须进行射线探伤,按GB/T5677-1985 评定,二级合格。对实际厚度大于射线探伤能够探测的最大厚度的铸件,允许用超声波探伤代替射线探伤,GB/T7233.1-2009 评定,一级合格。
2)产品质量应满足合同、图纸、签订的《铸钢件技术、质量协议》的有关规定。
3)在每件产品上附铸4 根试棒,留有足够的气割余量,保证试棒使用尺寸不小于:长350 mm×宽50 mm×厚50 mm,交货时不得从产品上完全切割掉,其理化检测数据作为判定产品是否合格的依据之一。铸字号的字体、大小应一致,方向向上,其位置应避开吊耳焊接位置。
4)产品应经检验(自检)合格后才能交货,出具相关检验报告。产品的相关检验报告或技术资料原件应随货同行。一份产品提供一套包括所有检测报告的完整资料,资料均为中英文对照版。资料不齐全,用户有权拒绝验收。
从质量技术要求可以看出,此铸件质量要求非常严格,要生产好此铸件,必须保证不出现任何铸造缺陷。
2 散索鞍鞍头铸造工艺
2.1 分型面的选择
按照常规分型面选择的原则:分型面应尽量简单,取平的分型面,避免上箱出现吊砂胎(特殊情况除外)。分型面尽可能是铸件最大的水平面,并能简化工艺、方便操作、便于检验测量[1]。但是从图1 的立体图可以看到,鞍头底部是一个大平面,同时在整个大平面下是多个深度为300 mm~700 mm 不等的毛坯减重槽,如果选择这一平面为分型面,为了保证铸件整体的质量,无疑应该把冒口下的非加工减重槽部位全部铸实,这将对后续的清理工作增加非常大的难度和工作量。因此选择了另外一种方案,采用鞍槽朝上,分型面为曲面进行造型。如图2所示为造型结构图,其中NO.9 NO.11 NO.12 为上箱砂芯。
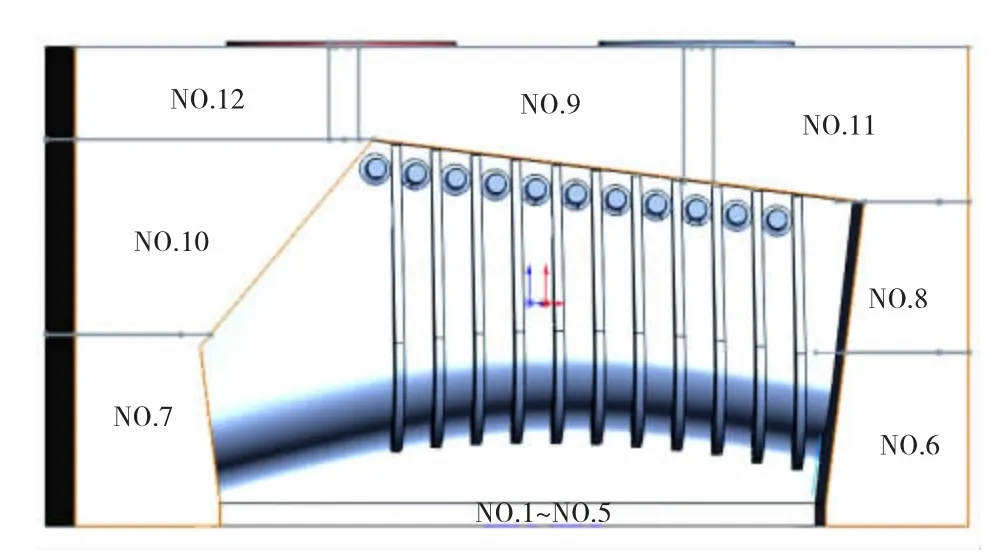
图2 造型结构图
2.2 造型方法和模型种类的选择
以往同类铸件均采用组芯造型,此件砂芯尺寸均比较大,如果也采用组芯造型,芯盒稍有变形,会对整体铸件形状影响较大。采用实样造型如图3 所示,以保证铸件整体轮廓的外形尺寸和表面质量。散索鞍鞍头轮廓尺寸为5 212 mm×3 500 mm×3 090 mm,工艺毛重162 t,总共生产2 件。为确保外模、芯盒表面质量良好,无破损、缺失,活块定位准确,造型之前,要把模型放平、拼对好,并测量模型尺寸,防止出现变形,控制好模型制作质量并把好检验关。

图3 实样模型
模型要求如下:
1)此工艺采用实样造型,使用树脂砂生产。要求模型表面光洁。由于芯子比较大,要求保证芯盒刚度,防止变形。其余未注拔模斜度+1:30.
2)夹在NO.1~NO.5 砂芯中间的筋板均用泡沫贴三合板,所有筋板圆角做燕尾槽嵌入式定位。
3)木模刻出十字中心线,模型圆角均做嵌入式结构。活块拔模斜度及定位要准确。起模困难部位做活。
4)按工艺图在铸件的非加工面和试验料上铸铸字号,铸字拔模斜度+1:3.
5)2 个冒口分别做一半的木质实样,以便放置保温套使用。
6)侧面筋拔模斜度、补正按照图纸添加。木质实样贴三合板。
7)NO.9 芯位置在模型上作出标记。标志线引至砂型上定位。
2.3 冒口的设计
冒口数量的确定,要根据铸件质量要求的等级和零件的结构而定。一般厚壁铸件采用集中补缩,薄壁铸件采用分散补缩的原则设计冒口。冒口的形状和尺寸要适应铸件的补缩要求,即尽量采用模数大、重量小,具有足够补缩钢液的冒口。根据铸件模数和凝固时间的关系,同一重量的普通冒口,球形冒口的模数最大,是最合理的冒口形状[2]。
本铸件壁厚较厚,铸件比较高,必须选用合理的冒口,确保冒口一定要比铸件热节晚凝固,铸件能够得到充分的钢液补缩。冒口模数用公式(1)计算。

式中:V—冒口体积,cm3:A—散热表面积,cm2.
铸件的补缩通道和冒口增肉,通常采用“滚热节圆法”来确定。滚热节圆法是铸件截面最厚实部位再加上工艺加厚、加工余量等所给出的内接圆,按适当比例放大,一般以10%斜度或以内接圆直径的1.05 倍逐渐向冒口方向滚出(即D2=1.05D1、D3=1.05D2 以此类推)。图4 阴影部位即为增肉[4],依照滚热节圆法,从鞍槽下部热节处向上滚出增肉部分至分型面,然后在上面设置冒口。一般情况下,冒口的模数与铸件模数关系:M冒=KM件,冒口模数应大于铸件模数,即K>1.确定了冒口补缩通道之后,在增肉上方再设置冒口,为了使冒口能完全补缩铸件,本铸件选择了K=1.通过计算,在鞍槽增肉上设置了两个圆形保温冒口,如图5 所示,NO.1 冒口直径2 000 mm,NO.2 号冒口直径1 700 mm.工艺方案使用MAGMA 软件仿真模拟[6],模拟结果见图6,蓝色区域是铸件凝固之后的缩松、缩孔部位。从模拟结果来看,铸件整体组织非常致密,缩孔、缩松部位全部集中到冒口和增肉之中。冒口和增肉补缩效果非常好,满足技术工艺要求。
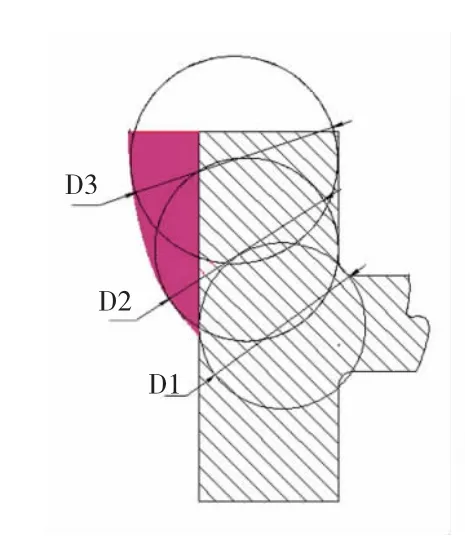
图4 热节圆的滚法
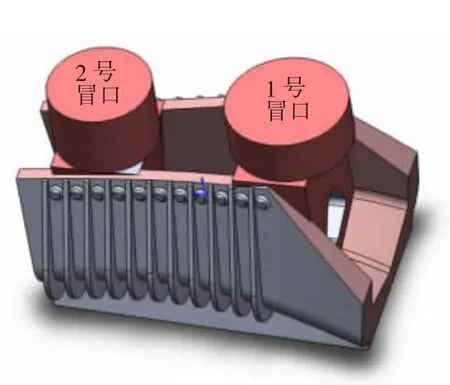
图5 冒口及增肉示意图
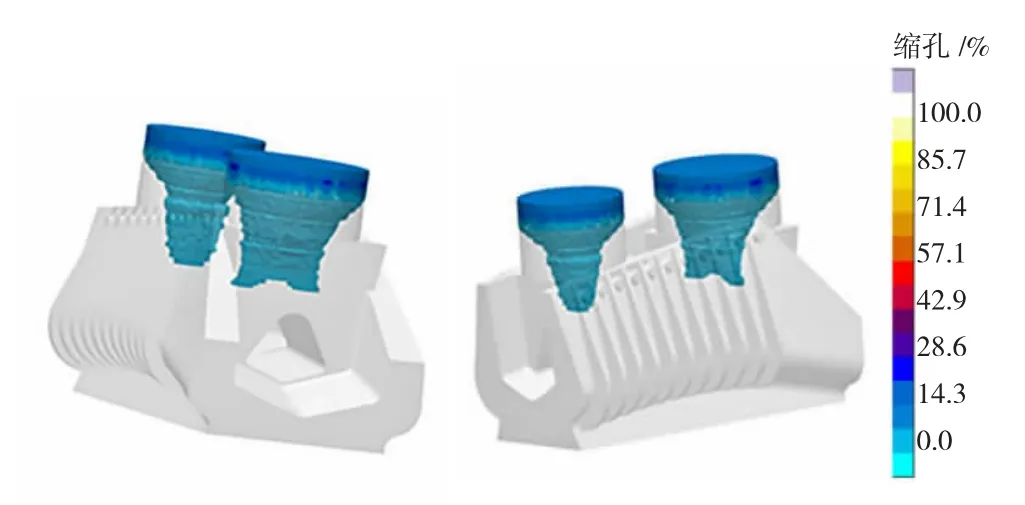
图6 MAGMA 软件仿真模拟缩孔、缩松分布
2.4 砂芯分割设计
分割砂芯时一定要统筹安排,以保证质量、方便操作、省工省料为准则。
综合考虑砂芯分割原则,散鞍鞍头总共设计了12 个砂芯(见图2),其中NO.1~NO.5 为铸件底部的一层砂芯,组合后构成了鞍头下部的所有减重槽的结构,NO.6、NO.7、NO.8、NO.10 是构成鞍头两端头轮廓形状的两层砂芯,其中NO.7、NO.8 这两个砂芯属于悬臂芯,均从侧面芯上伸出一部分形成两端鞍槽部分,分别伸入1 号冒口和2 号冒口下方,形成增肉下方结构形状。为了保证NO.7、NO.8 砂芯固定位置的准确性,把NO.7、NO.8 都连接于NO.9 上进行固定,减少了风险,是保证铸件质量的关键之举。图7 为NO.9 砂芯,是一个典型的吊芯结构,也是一个非常关键的砂芯,上半部分属于盖芯的一部分,下部分形成了两个冒口之间鞍槽部分的轮廓形状,同时对NO.7 与NO.8 这两个悬臂芯起到了固定的作用,保证了这两个砂芯的位置。另外,为了保证关键砂芯的强度,为各砂芯设计了专用芯骨。

图7 No.9 砂芯
2.5 铸件机械加工余量与缩尺确定
铸件上表面易产生砂眼、气孔、夹渣等缺陷,因而一般上表面的加工量稍大一些,依据工艺规程[1]确定铸件的加工余量为:上面40 mm,侧面35 mm,下面30 mm.另外,为了防止鞍槽在后续割除增肉时发生张口变形,在鞍槽内口侧加工面上设置了特殊加工量40 mm,保证铸件有足够的加工量及整体质量。
铸钢件的线收缩率主要取决于材质、结构、尺寸、造型材料及工艺方法、砂型的紧实度、浇注温度等,而且与铸件各部分在收缩过程中所遇到的阻碍情况有密切关系。此铸件的长、宽方向缩尺均设置为2.0%,高度缩尺2.2%.
2.6 浇注系统的设计
钢液的熔点高、流动性差、收缩大、易氧化,因此,要求浇注系统结构简单、截面积大、充填快而平稳,并有适当的液面上升速度,采用了开放式浇注系统[7]见图8,且各部分截面积比符合:
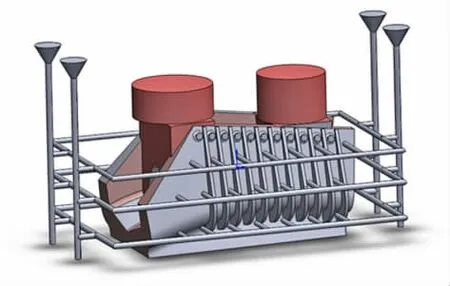
图8 浇注系统示意图
∑F包孔∶∑F直∶∑F横∶∑F内=1∶1.8∶2∶2.3.
2.7 铸件清理
1)散索鞍鞍头冒口和增肉都比较大,一定要按工艺规定温度热割冒口并保温缓冷,防止裂纹产生。
2)鞍槽内增肉必须退火后在200 ℃~250 ℃时切割,首先从增肉中间切开,然后修理两侧,一次切割不完可以分2 次切割,必要时要进炉保温。
3)采用气割方法将附铸的本体试验料切割连于本体10 mm~20 mm,防止掉落。切割要平整,不能伤及试验料。
2.8 铸件质量检验
由于铸件形状的特殊性,本厂没有能力粗加工,用户按照毛坯交货验收,探伤均采用点探伤进行检验。磁粉探伤按GB/T9444-2007 进行,二级合格;允许用超声波探伤代替射线探伤,按照GB/T7233.1-2009 评定,一级合格;确保铸件无大的缺陷问题即可发货。最终铸件化学成分与性能检测结果见表3 和表4,铸件全部达到标准技术要求。
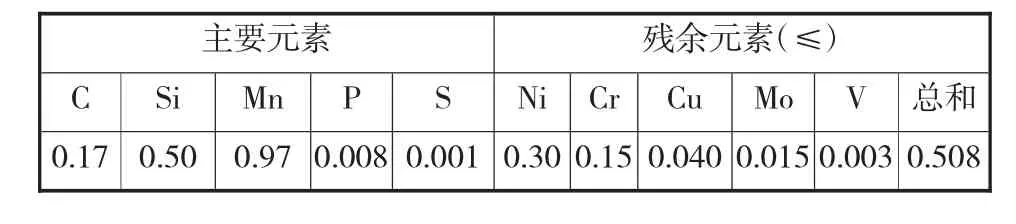
表3 散鞍鞍头铸件化学成分检验结果(质量分数%)

表4 散鞍鞍头铸件力学性能检验结果
3 结论
对于散索鞍鞍头这种大型、厚壁、高性能要求的铸钢件必须从冒口设计、砂芯设计、补贴增肉设计、工艺参数、浇注系统布置、铸件清理等方面进行严格的设计计算,并结合数值模拟技术,制定合理的铸造工艺;在生产过程必须严格工艺规程,保证各个工序质量,减少铸件各类缺陷的发生,才能保证铸件质量。
散索鞍鞍头铸件的顺利生产为今后大型桥梁件的生产积累了一定的经验:
1)模型尽量采用实样造型,保证芯盒刚度,才能确保铸件质量和表面光洁度。
2)对大型的铸件,必须保证铸件远端的钢水补缩通道畅通,才能提高质量,满足要求。
3)对于性能要求较高的铸件,必须制定专用的热处理工艺方案进行热处理,以满足技术要求。
4)不同的部位由于收缩不同,或者存在阻碍收缩,为了保证位置和尺寸满足需要,一定要设置不同的补正量。
5)要保证铸件表面质量,减少铸件的砂眼、气孔缺陷,必须确保型腔干净无浮砂,砂芯排气畅通。
6)铸件上较大的冒口或增肉必须退火后在一定温度下切割,必要时要进炉保温,可以防止切割时裂纹的产生。
猜你喜欢
中国金属通报(2022年7期)2022-11-22
工友(2022年7期)2022-07-23
铸造设备与工艺(2022年1期)2022-04-26
模具制造(2022年3期)2022-04-20
中南药学(2022年2期)2022-03-30
中国社区医师(2019年1期)2019-06-26
中国建筑科学(2017年7期)2017-07-20
中国科技纵横(2016年21期)2017-02-13
智能制造(2015年4期)2015-05-12
中国建筑科学(2014年7期)2014-09-29
