
玻纤复合套管生产工艺优化及设备改进
2022-07-13 21:44:57赵明
装备维修技术 2022年25期
赵明

摘 要:本文主要介绍特殊玻纤复合套管在常规编织机械设备生产中的应用,通过对160锭编织机卷曲机构改造设计及加工,以及几种工艺方案的试验确定,表明经过改造后该设备既能生产玻纤复合套管,同时也能生产普通套管。
关键词:玻璃纤维;卷曲机构;复合套管;
0 概述
现有设备无法生产5英寸等较大规格的高硅氧玻璃纤维复合套管,对现有的160锭玻璃纤维套管编织机进行分析研究,设备主体部分能够满足5英寸玻璃纤维复合套管生产工艺要求,但卷取部分仅能生产普通玻璃纤维复合套管,对5英寸等较大规格的玻璃纤维复合套管收卷部分无法满足生产要求。为此对现有的160锭套管编织机进行分析论证,决定在此设备的基础上,设计、加装卷曲装置,以满足5英寸等大规格玻璃纤维复合套管产品生产要求。
该设备原有的卷曲部分由滚轮和压轮组成,两轮之间间隙量过小,最大生产产品直径为80±8mm,不能满足客户5英寸玻纤复合套管需求。根据原有设备的结构形式,拟对160锭编织机设备卷曲部分另行设计及加工,使其既能生产复合套管,同时也能生产普通套管。通过对编织机设备结构组成特点分析和设备改造,工艺的优化,成功实现设备的有效使用。
1 玻纤套管编织机原理特点
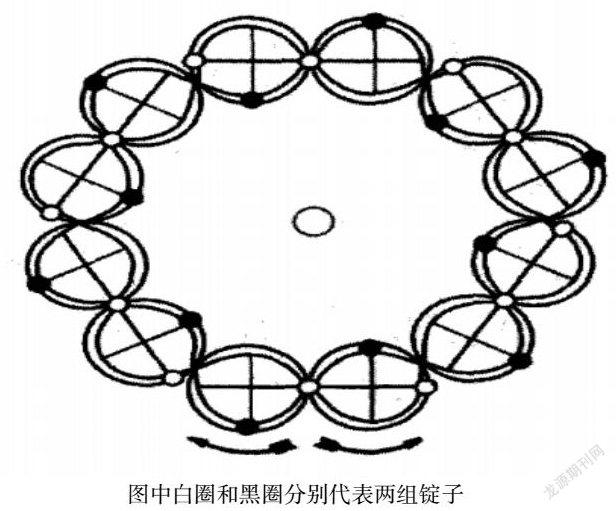
玻纤套管编织机由3部分组成,编织机构、卷曲机构、机架支撑,其中卷曲机构和编织机构直接决定了玻纤套管的形成过程,编织机构的轨道盘位于水平面内,编织机构直接安装在机架支撑上,同时卷曲机构置于编织机构上方。锭子的运转是转子上的拨盘拨动来实现的,转子拨盘只起传递动力的作用,锭子的运转速度和运动方向经常改变,锭子存在角位移,锭子在交叉点传递过程中存在一个加速度,其锭子的运行轨迹为正弦曲线状。
1.1 卷曲牵引机构的结构特点
玻纤套管编织机的织品牵引卷曲方向为竖直向上,因此牵引卷曲置于编织机构的正上方。根据实际生产经验,编织机的卷曲采用多层辊轮式,每一只辊轮表面均覆盖一层粗糙的麻面硅橡胶缠绕,其特点是辊轮对玻纤套管的包络面积大、摩擦牵引力大,而且牵引过程中不会伤害到玻纤套管的质量与外观。
1.2 编织机构的结构特点
编织机构是玻纤套管编织机的核心部分,电机带动双联齿轮,双联齿轮通过介齿轮带动拨盘齿轮,拨盘齿轮带动拨盘,由拨盘带动锭子通过上盘轨道作8字型运转,来编织产品。“编织”的动作就是由这一机构实现的。编织机构的轨道盘上共有两条相互交叉的∞字型轨道,两条轨道上各有一组数量相等、运动方向相反的锭子。从锭子上输出的两组玻纤纱,在预定的∞字型轨道上沿顺逆时针方向环行且相互交织,得到的结果就是连续、封闭的玻纤套管产品。编织机的锭数对应的是两组锭子总的数量,是决定玻纤套管产品规格的最主要参数。
2 卷曲机构改造的必要性
原有设备卷曲部分由滚轮和压轮组成,两轮之间紧密结合,拉簧拉紧压轮,套管受变形量大,最大产品公称直径为80±8mm,现有样品为5英寸(127mm)复合套管,且不可受较大变形,因此需对卷曲部分改造。
3 编织机卷曲机构改造
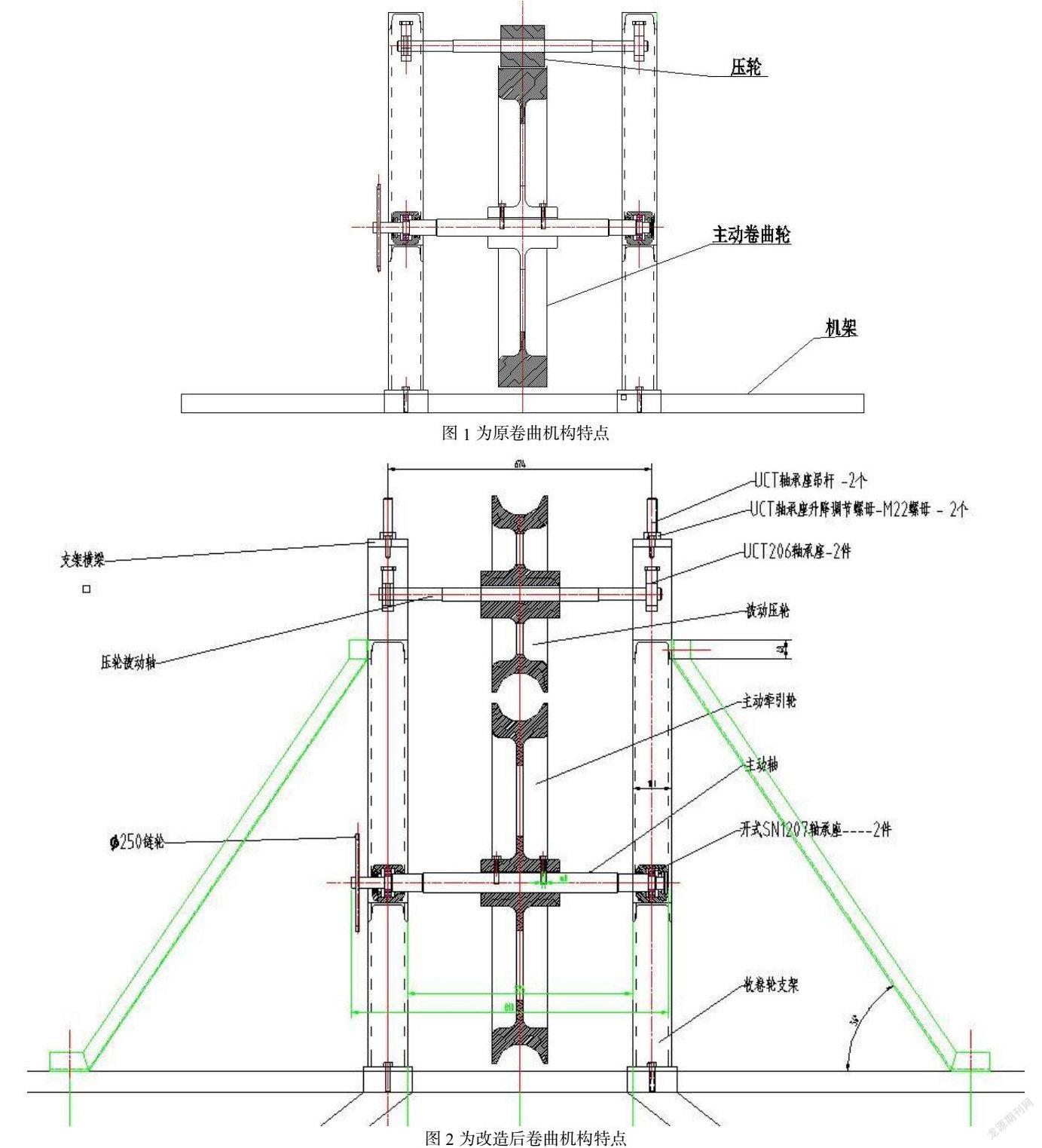
3.1图1为设备原卷曲机构,卷曲过程主动轮转动,压轮压紧产品完成卷曲,压轮和主动轮紧密结合,压轮利用拉簧力量拉紧,可织产品直径小,复合套管直径大(5英寸)不能生产。
3.2图2经过对主动轮、被动轮以及机架和轴的改造后,对主动轮被动轮采用半圆弧形,使产品减少硬性挤压,同时被动轮采用轴承座吊杆方式可上下调节,完成编织机卷曲机构改造。
3.3改造的特点和效果。特点1.投资少,实现快; 2.时间短,满足客户需求。
效果:卷取装置运转灵活、噪音小,维修维护方便,满足5英寸复合套管生产的卷取要求。
4 工艺方案优化
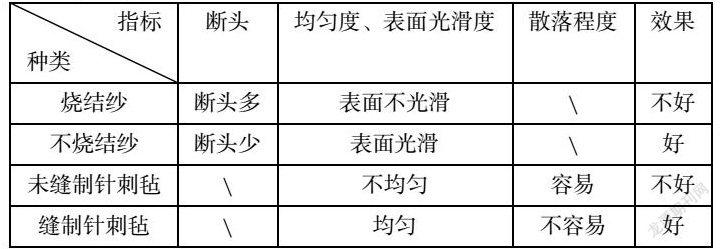
通过上表可以看出:1)、用不烧结的高硅氧纱断头少,产品表面光滑,质量可靠;用烧结纱断头多,织造过程需要人工接头次数多,产品表面不光滑,生产不易。2)、用未缝制针刺毡卷绕不均匀,容易散落;经过缝制的针刺毡卷绕均匀、不容易散落,产品外观好。
工艺方案确定:用BC7-16×1×7×14S120基纱酸处理后,缝纫机成型,然后在打纬机上打成纬管,同时结合卷好的不烧结针刺毡,利用160锭编织机现有基础设备,改造卷曲机构装置,生产出符合要求的玻纤复合套管。
5 结论
经过编织机卷曲机构技术改造,加工制作主动牵引轮和被动压轮,满足了产品的尺寸要求和质量要求,使可调节的弧形主动轮和被动轮减少了对产品的硬性挤压,工艺的优化试验,确定了最佳产品工艺流程参数,通过设备改造和工艺优化成功完成5英寸复合套管编织,设备改进效果良好。该品种试验与生产已经顺利完成,同时产品成功进行了小批量生产,提高了自主创新能力。
参考文献:
[1]解正民,旋转式编织机的机构分析[J].橡胶工业,2002,(49):229-234.
[2]朱蘇康,高卫东.机织学. 北京:中国纺织出版社(M),2015.1 44-71.
[3]方世杰 . 机械优化设计 [M]. 北京 :机械工业出版社,2004
