添加剂对炭材料浸渍金属性能的影响
2022-07-10 12:38邓祖柱鄢鹏叶大鑫
炭素 2022年1期
邓祖柱,鄢鹏,叶大鑫
(自贡东新电碳有限责任公司,自贡 643000)
0 引言
目前电碳行业生产的炭石墨行坯一般都是多孔材料,气孔率在17%-30%之间。浸渍金属的炭石墨产品有更好的耐热性、耐磨和耐冲击性能,有较好的机械强度和硬度,但炭石墨对金属(合金)如巴氏合金、锑、银金属、铜合金等浸润差,它们之间的浸润角大。要把金属浸到炭石墨毛坯开放性气孔中,有两种方法,一种是在高温高压浸渍过程中增大浸渍压力;另一种方法是降低炭石墨对金属的浸润角,用较低的浸渍压力达到浸透的目的。前者的方法受设备的限制,要达到很高的压力,整个设备及其系统造价高;而后者的方法简便,成本低,易操作。
用外热式(不抽真空)气加压法浸渍金属,由于炭毛坯内部气孔排不出去,浸渍后的制品往往有“夹心”的现象,中间明显浸不透。对于浸渍片状和筒料毛坯特别明显。若在炭石墨原材料配方中,在混合时适当加入添加剂,如Si、Fe2O3、H3BO3等,降低炭对金属的浸润角,更容易使制品浸透,提高浸渍效果,这对于用作密封材料的浸金属产品尤其重要。
我们的试验是在混合过程中分别加入几种不同的添加剂进行研究。工艺过程如下:原材料炭粉末(加入添加剂)混合——加入沥青粘结剂——轧辊——磨粉——压制——焙烧——浸渍金属。在同等工艺条件下作比较,实践证明,效果很好。
2 金属浸渍的原理及试验方法
未经浸渍的炭石墨材料,强度低,致密性差,限制了使用范围,一般不适宜作某些特定领域机械密封用炭使用。浸渍金属的目的在于高温高压条件下,使熔融的金属浸到炭石墨毛坯开放性气孔中,形成牢固的网状结构,从而提高材料的强度、密度和致密性,使之成为理想的密封抗磨材料。
熔融金属对炭石墨材料浸润角的大小会影响浸渍效果。如图1所示,当浸润角θ等于0°时,熔融金属靠毛细管的作用即可渗到炭石墨毛坯内部,当浸润角θ小于90°时,只需用不大的浸渍压力便可把制品浸透。实际上很多金属对炭石墨材料的浸润角θ都大于90°。几种常用金属铝、锑、铜、银、硼对石墨的浸润角如表1所示。

图1 浸润角示意图Fig.1 Schematic diagram of infiltration angle

表1 几种常用金属对石墨的浸润角Table 1 Infiltration angle of several common metals to graphite
从表1中看出,铝对炭石墨的浸润角小,因此浸渍铝基合金很容易,只需用不大的压力就能把制品浸透,效果很好,在生产实践中也充分证明了这点。但浸渍巴氏合金、锑、银和铜合金也就不那么容易了。由于这些金属对炭石墨的浸润角大,浸渍时往往施加很大的压力也不容易使制品浸透,导致是浸渍后的制品气孔率大,影响了产品的密封性能。
我们的试验是在半成品生产过程中,原材料配方加入添加剂,按正常的生产方法,经混合、轧辊、磨粉、压制、焙烧工序生产半成品,用外热式(不抽真空)气加压法浸渍金属。原材料配方中分别有炭黑基、焦炭基、和石墨基料,分别加入Fe2O3、SiO2、Si、H3BO3。并分别浸渍巴氏合金、锑、银和铜合金。
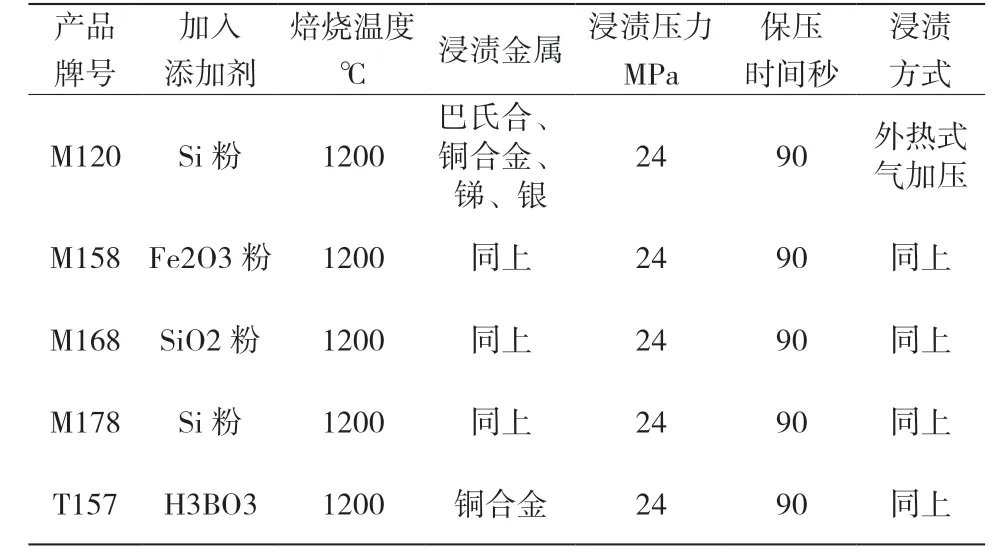
表2 试验方案Table 2 Test scheme
我们试验的目的是:在同一配方中加入添加剂与不加添加剂的毛坯在同等条件下浸渍同样的金属作性能对比,同时,分别对焦炭基(M120、T157)、炭黑基(M158)和石墨基(M178)三种基料做试验,从而得出添加剂的加入对其浸渍金属性能的影响。
3 炭材料浸渍金属性能比较
3.1 加入Si粉的毛坯浸渍巴氏合金性能比较
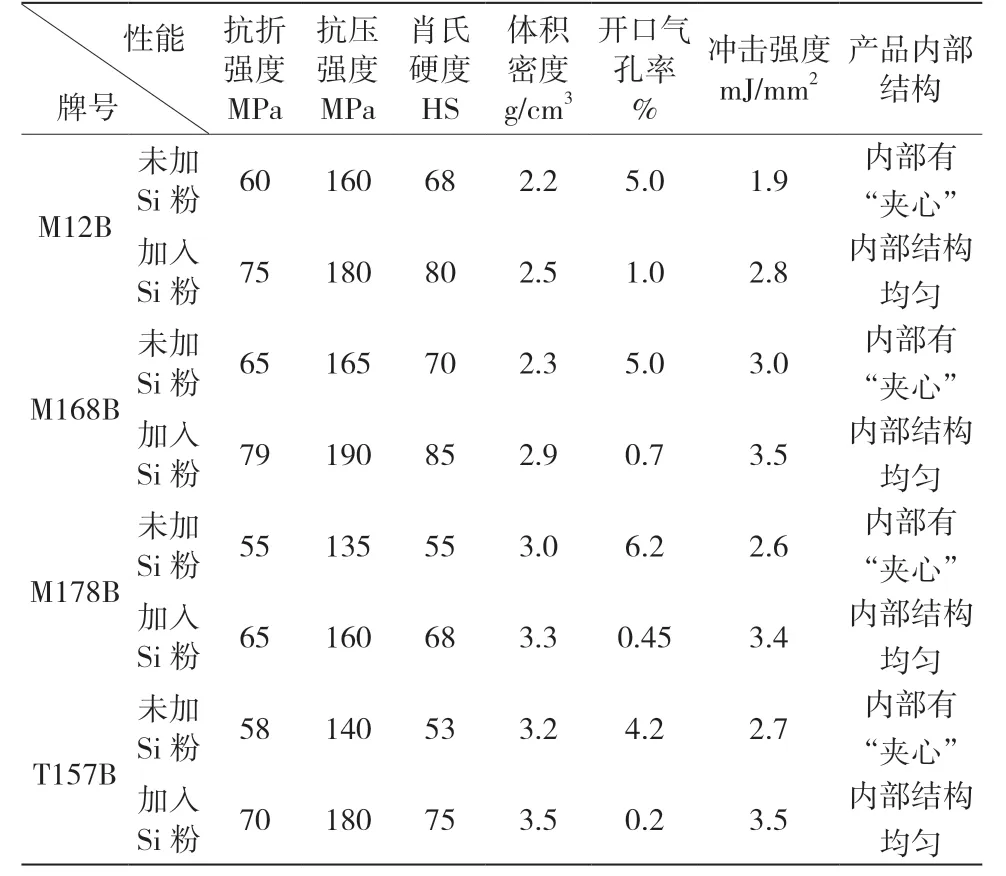
表3 加入Si粉的毛坯浸渍性能比较Table 3 Comparison of wettability of blank with Si powder
3.2 加入Si粉的毛坯浸锑性能比较

表4 加入Si粉的毛坯浸锑性能比较Table 4 Comparison of antimony leaching properties of blank with Si powder
3.3 加入Si粉的毛坯纯银金属性能比较
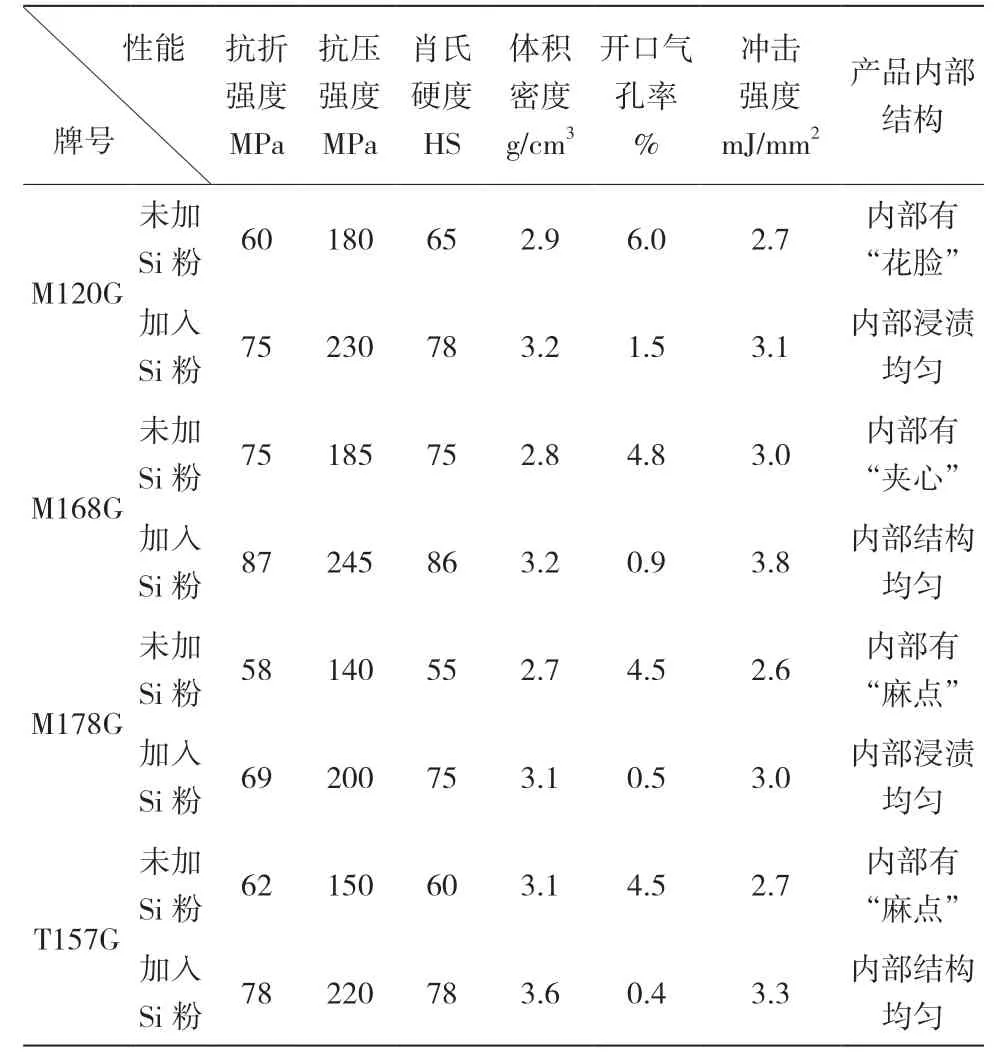
表5 加入Si粉的毛坯纯银金属性能比较Table 5 Comparison of properties of blank pure silver metal with Si powder
3.4 加入SO2毛坯浸渍巴氏合金、锑、银性能比较
从表6中看出,M168毛坯在配料混合时加入SO2,经1200℃焙烧后,分别浸渍巴氏合金、锑和银金属,性能大大提高,气孔率在2%以下,切开产品看到内部结构均匀,达到浸透的目的。
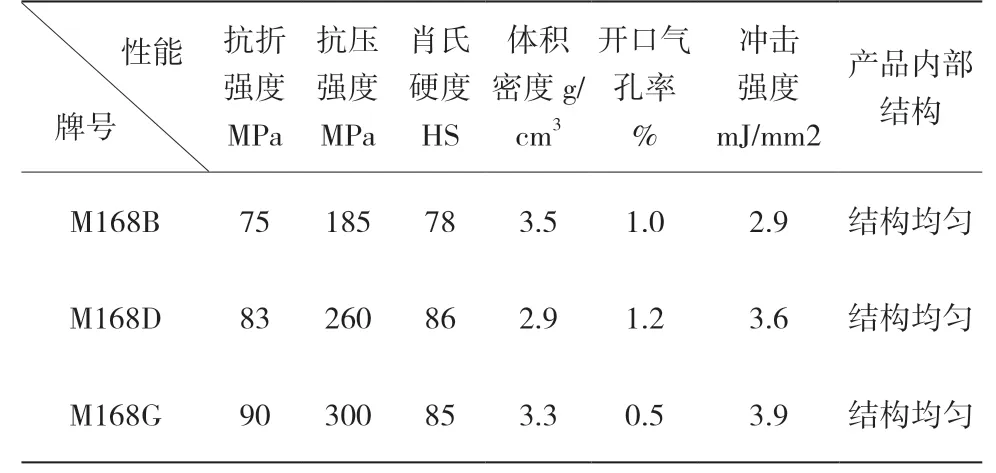
表6 加入SO2浸渍性能比较Table 6 Comparison of impregnation performance with SO2
3.5 加入Fe2O3毛坯浸渍巴氏合金、锑、银性能比较
从表7中看出M158毛坯在配料混合时加入Fe2O3,经1200℃焙烧后,分别浸渍巴氏合金、锑和银金属,在浸渍压力相同的条件下容易使产品浸透,气孔率在1%以下,结构均匀,没有“夹心”现象,这对于作为密封材料,特别是军工产品意义重大。

表7 M158毛坯加入Fe2O3浸渍性能比较Table 7 Comparison of impregnation properties of M158 blank with Fe2O3
3.6 加入H3BO3浸渍性能
用于高速动车组受电弓滑板T157P浸铜滑板,对产品的性能要求较高,过去我们浸渍铜合金时,发现产品明显浸不透,电阻率高,硬度低,气孔率大。后来在配方中加入H3BO3添加剂,大大改善浸渍性能,达到预期目标。
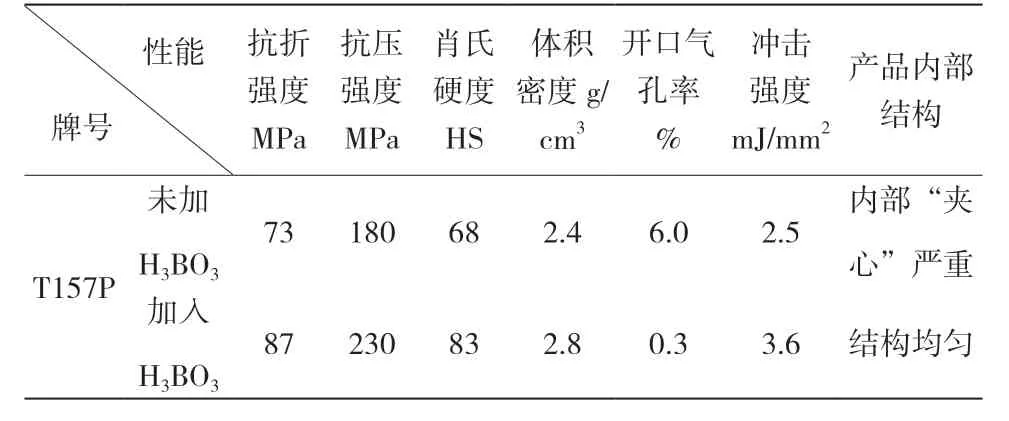
表8 T157毛坯加入H3BO3浸渍铜合金性能Table 8 Properties of T157 blank impregnated with H3BO3 copper alloy
T157P产品加入H3BO3添加剂浸渍铜合金后电阻率≦3.0uΩ.m,硬度大于80,摩擦系数为0.12,磨损率为0.0146g/h初步达到高铁运行滑板的技术要求。
4 添加剂在炭材料中的应用方法
4.1 添加剂的加入方式
为了降低炭石墨对金属的浸润角,可在半成品(或压粉)中加入添加剂,在浸浸时往金属液中加入添加剂也可。用前者的方法加入比较简单,成本低,容易操作;而后者的加入方式不容易掌握,难操作。另外,在金属(或合金)中加入添加剂往往会影响其成分,这对于在浸渍过程中反复使用的合金不利,要经常除渣,增加了成本。
4.2 添加剂的种类与加入量
据 有 关 资 料 介 绍,Si、Fe2O3、SiO2、BO3、H3BO3等作为添加剂加入到炭石墨中都可以降低其对金属的浸润角,而且成本低。其加入量视炭石墨毛坯所要求的性能面定,一般3%-10%为宜。
4.3 添加剂对炭石墨毛坯硬度的影响
添加剂加入到炭石墨材料中不但增强浸润性能,而且大大提高了材料的强度,随着某些添加剂含量的增加,硬度也显著提高。因此,在选择添加剂时要注意,根据我们所需炭石墨毛坯的硬度要求,选择合适的添加剂和恰当的加入量。
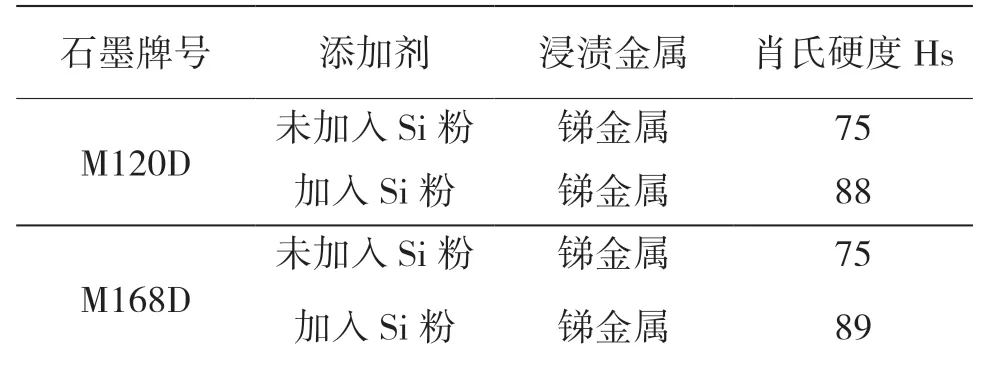
表9 添加剂的加入对炭石墨硬度的影响Table 9 Effect of additives on hardness of carbon graphite

石墨牌号 添加剂 浸渍金属 肖氏硬度Hs M178D 未加入Si粉 锑金属 55加入Si粉 锑金属 73 T157D 未加入Si粉 锑金属 65加入Si粉 锑金属 80
4.4 加入添加剂的炭石墨毛坯适用类型
由于在2000℃高温以上,Si和Fe2O3等添加剂材料会熔融后挥发,Si会体积膨胀较大,造成制品开裂,因此加入添加剂的坯料,一般只作焙烧产品用,不宜进行石墨化处理。
5 结论
(1)在相同的半成品生产工艺和浸渍工艺条件下,添加剂的加入将有效改善浸渍金属效果,大幅度提高材料性能。
(2) 用作密封材料的浸金属石墨,在半成品配方中加入添加剂能有效地降低气孔率,达到2%以下,提高产品的密封性能。
(3)在料粉混合时加入Si粉、Fe2O3粉、SiO2、H3BO3等添加剂,能有效地降低炭石墨对金属的浸润角,提高浸渍效果。
(4)添加剂的加入对炭黑基、焦炭基和石墨基的炭毛坯都适用。
(5)用作浸渍金属的炭石墨毛坯,最好选用专门的炭基料,便于更好地浸渍金属,提高产品的密封性和成品率。
猜你喜欢
轮胎工业(2022年12期)2022-12-31
中国水运(2022年4期)2022-04-27
有色金属材料与工程(2021年2期)2021-11-28
农业装备技术(2021年3期)2021-06-23
粉末冶金技术(2021年1期)2021-03-29
机械制造文摘·焊接分册(2020年3期)2020-11-17
信息技术时代·下旬刊(2020年5期)2020-09-10
山东工业技术(2019年20期)2019-07-23
模具制造(2019年3期)2019-06-06
山东工业技术(2016年18期)2016-09-19