
火电厂汽轮机常见的振动故障分析及故障诊断技术
2022-07-09 08:50许文钊
科学技术创新 2022年19期
杨 鹏 陈 佳 许文钊
(湖北能源集团鄂州发电有限公司,湖北 鄂州 436032)
汽轮机是火电厂的主要装置之一,加强机组设备管理对保障火电厂的生产效益有积极帮助。树立预防为主的理念,在监控机组设备运行工况的基础上,及时发现异常振动,并进一步调查振动发生的位置、引发振动的原因,在完成故障诊断后立即展开维修,才能将异常振动对机组运行造成的不良影响降至最低。转子是汽轮机上的核心零件,转子与静子发生碰撞摩擦,或者转子出现不对中、质量不平衡等问题,都会引起汽轮机的异常振动。因此,在开展汽轮机日常检修时如果发现有异常振动,应重点对转子部分展开分析,在诊断故障原因后采取有效措施予以解决。
1 汽轮机常见振动故障分析
1.1 动静碰摩故障
为了追求更高的性能与效率,汽轮机的结构组成呈现出精密化、集成化的发展趋势,部件之间的间隙变小,在运行时发生碰撞摩擦的几率升高。转子与静子之间的碰撞摩擦是引起汽轮机异常振动一种常见故障形式。正常情况下,转子与静子的中心相互重合,转子在高速转动时不会与静子直接接触。但是由于各种因素(如零件老化、磨损等)的影响,转子中心发生偏离,当偏移量达到一定值后,转子与静子接触、摩擦,如图1 所示。
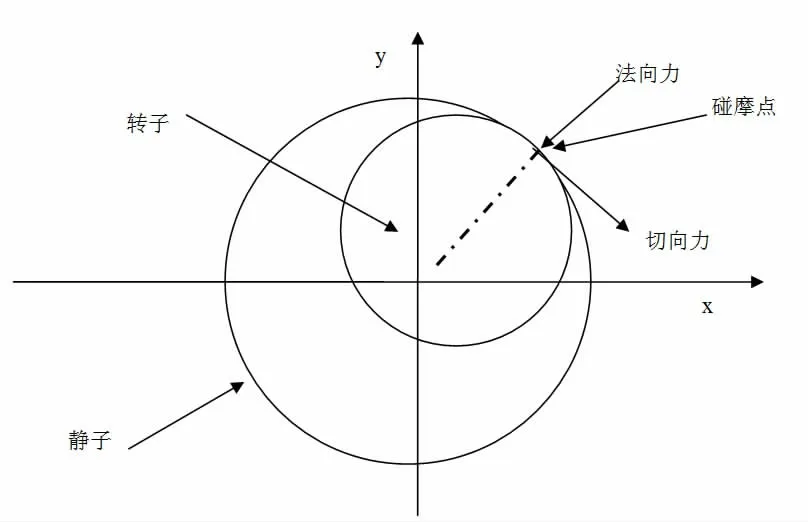
图1 转子碰摩故障的受力示意图

图1 中,碰撞摩擦的切向力(FN)和法向力(FT)可表示为:上式中,e 为转子位移,δ 为转子与静子间距,Kc 为静子的刚度,f 为转子和静子之间的动摩擦系数。其中,e 可根据转子中心在x 轴和y 轴上的偏移量求得,公式为:

在X-Y 二维坐标系中,切向力与法向力的关系可以表示为:

由于存在sinα=y/e,cosα=x/e,则式(4)可以转化为:

1.2 转子质量不平衡
转子的横截面为标准的圆形,正常转动时质心和圆心在同一点上,保证转子转动平稳。相反,如果质量中心与圆心不再同一点上,转子转动时产生的离心力会呈现出周期性的大小变化,由此引发周期性振动。其中,离心力(F)主要与转子的旋转角速度(ω)、偏心距离(e)和转子偏心质量(m)三个因素有关,可表示为:

造成汽轮机转子不平衡的原因主要有三种:其一是转子原始质量不平衡,转子在加工制造时因为工艺不合格,导致局部质量偏大或偏小。在低转速下原始质量不平衡对振动的影响不明显,随着转速增加,因为原始质量不平衡导致的转子振动也会逐渐增加。其二是部件松动或脱落,例如叶片上的围带脱落,转子线圈松动等,都会打破原本的质量平衡状态,进而引起振动波动。其三是转子热弯曲,在弯曲部位质量的均匀度和平衡性也会受到严重破坏。
1.3 转子不对中
根据相邻转子之间的偏移情况,可以将转子不对中分为3 种情况,即平行不对中(图2b)、角度不对中(图2c)和组合不对中(图2d)。
结合图2 可知,平行不对中是相邻两个转子的轴线互为平行,但是连接点存在一定的高度差e;角度不对中则是两个转子的轴线连接点正常,但是两个转子的轴线成一定的夹角α;组合不对中是同时存在距离和角度不对中的情况,即前面两种情况的叠加。
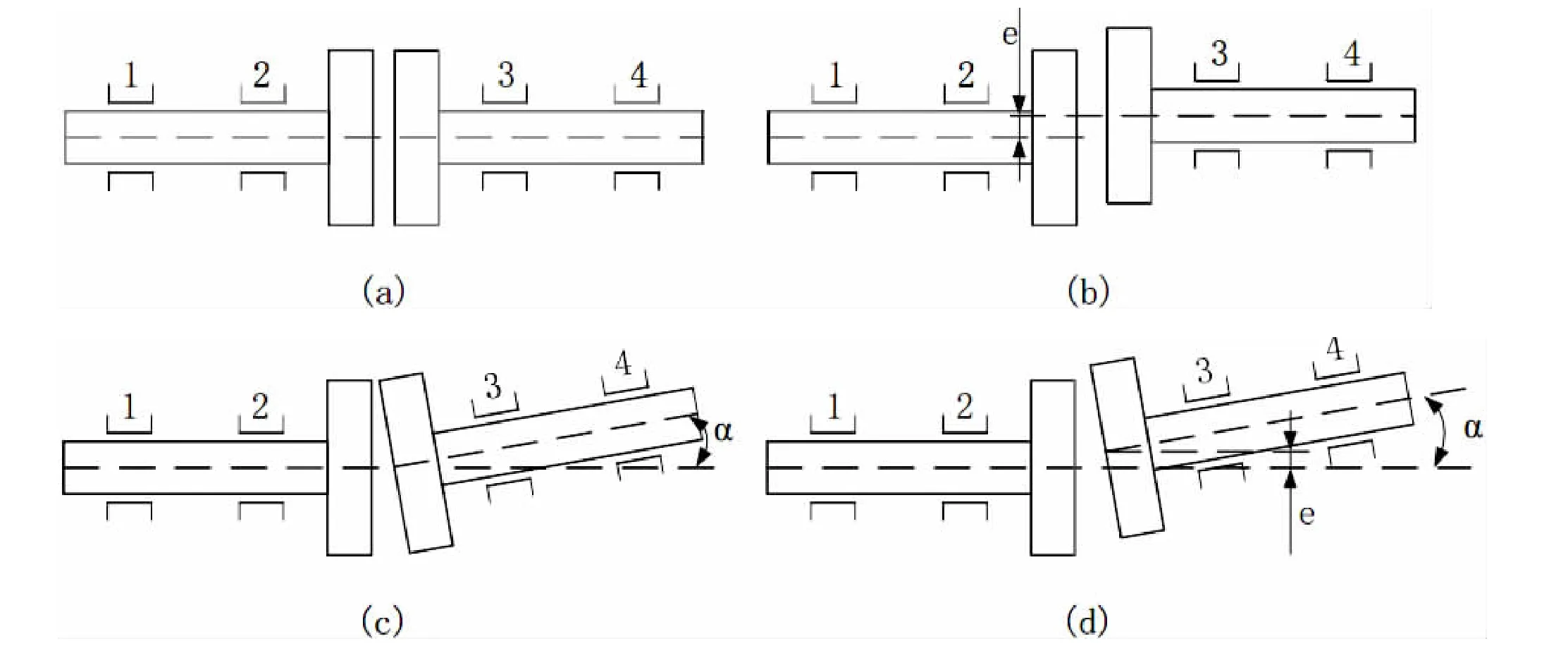
图2 正常转子对中与3 种不对中示意图
1.4 转子裂痕
造成转子出现裂痕的原因有以下几种:第一是热应力。汽轮机在运行时,负荷升降过快,这种情况下转子在高温与低温状态下频繁转换。而温度的快速、反复变化,会导致金属材料过快疲劳,并且在不断的热胀冷缩中出现裂痕。第二是应力集中。转子在加工制造或者安装时,因为操作不规范导致转子局部存在应力集中情况,当应力达到一定值后会出现裂痕。第三是转子腐蚀。蒸汽中存在杂质,在高温、高压环境下这些杂质会与转子高速碰撞产生磨蚀,或者是杂质本身呈酸性,也会对转子造成腐蚀。根据裂痕形态不同,可分为纵向裂痕、螺旋裂痕、轴向对称裂痕等几种。
2 汽轮机振动故障诊断技术
2.1 动静碰摩的特征表现与诊断方法
了解动静碰摩的典型特征可以帮助检修人员初步判断故障类型。转子与静子发生碰摩时主要有以下特征表现:其一是异常振动具有明显的周期性。这是由转子运行时周期性地与静子碰撞决定的;其二是碰摩点局部发热现象明显。转子碰撞摩擦静子时,由于转速较快,加上没有润滑油的保护,干摩擦会导致碰撞部位产生大量的热,因此静子的碰撞点处的温度要明显高于其他位置。根据上述特征初步确定动静碰摩故障后,还需要借助于仪器做进一步的诊断。通常是使用涡流传感器采集汽轮机运行是转子的振幅、频率等参数型号,然后与正常工况下的参数进行对比,如果发现参数有明显异常可以确定故障类型。
2.2 转子质量不平衡的特征表现与诊断方法
根据转子质量不平衡下的振动特性可以诊断这一故障。其特征主要表现为:(1)转子的轴心轨迹为椭圆形;(2)转子的转速比较稳定,振动相位角相对平稳;(3)转速与振幅之间呈正相关,转速增加后振幅也会有所上升。其他的特征参量如特征频率、矢量区域等如表1 所示。
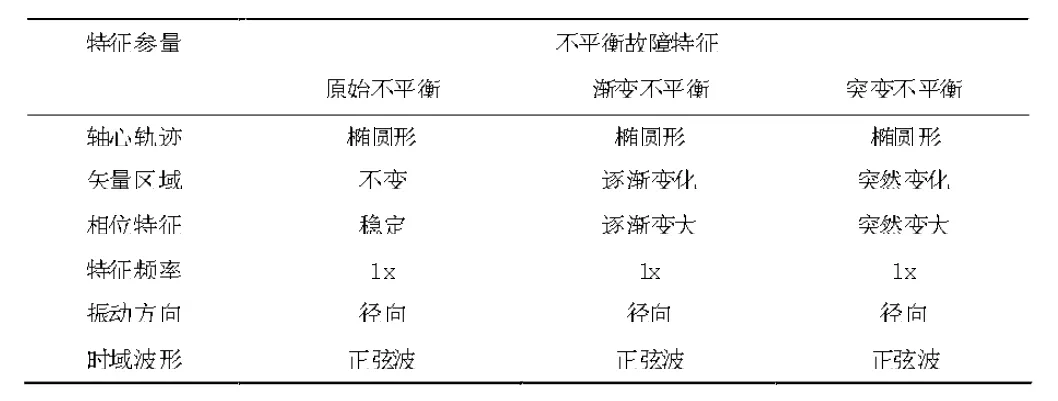
表1 转子不平衡故障特征
汽轮机的转子在运行时,不平衡现象无法彻底消除,即频谱中1x 频率始终存在。但是只要相位振幅保持在一定范围内,不影响汽轮机的正常运行。在故障诊断时,可以分别测量转子的振动矢量(XN)与通频矢量(XM),如果两者存在以下关系:

并且相位角和幅值没有动态变化,则基本能够确定存在质量不平衡现象。
2.3 转子不对中的特征表现与诊断方法
汽轮机组运行时出现转子不对中时,观察转子的频率图,如果发现在径向方向上以2 倍频为主,1 倍频和多倍频为辅,可以诊断为平行不对中。其中,在垂直和水平方向上的振幅越大,说明不对中偏差越严重,据此可以判断转子不对中故障的严重程度。如果发现在轴向方向上以1x 频率振动,并且联轴器处两个转子的轴向振动相位差达到π 左右,可诊断为角度不对中。如果发现转子振动频率以2 倍频为主,并且波形稳定,联轴器两侧的径向和轴向相位差在180°左右,可诊断为组合不对中。
2.4 转子裂痕的特征表现与诊断方法
对于转子裂痕也可根据其特征表现予以诊断。由于转子发生裂痕后,局部刚度下降,因此整体刚度会表现出不对称性。当转子实际转速达到临界转速时,会出现以2x 振动为主的振动模式。转子裂痕的故障特征如图3所示。
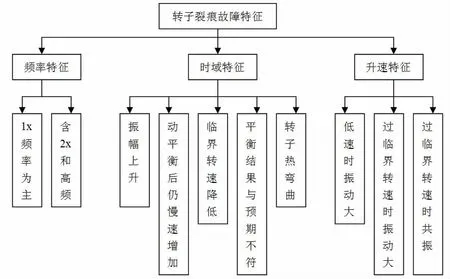
图3 转子裂痕特征汇总图
在故障诊断时,判断转子运动状态是否符合上述频率特征、时域特征和升速特征,若符合则可诊断为转子裂痕故障。
3 一种汽轮机振动在线监测与诊断系统的设计
3.1 系统基本组成
以往汽轮机的振动监测主要由人工观测或者借助于仪器设备来完成,无法实现全天候、动态化的振动监测。为解决这一问题,火电厂可以推广使用在线监测与诊断系统,利用工业以太网将前端的传感器与工控计算机连接起来,在实时采集前端振动信号的基础上,由计算机展开分析并判断有无异常振动,进而准确、及时地识别振动故障。该系统的核心组成有4 部分:
(1)现场数据采集模块。该模块的核心元件为分布在汽轮机各处的振动传感器,可以全天候、不间断地采集汽轮机运行期间的振动信号。(2)数据预处理模块。为减轻工控中心的运行压力,设计了本模块。其作用是对前端采集的振动信号进行调理,包括降噪、滤波、放大等。同时,还能根据振动信号的来源或类型,将其分类并分别存储到数据库的不同分区中,以便于振动故障的追溯和诊断。(3)中心服务器模块。核心设备为1 台工控计算机,可将前端反馈的振动信号,与系统预设的标准信号进行比对,如果振幅超过标准,则诊断为震动异常故障,实现故障报警。(4)通信模块。采用工业以太网实现现场数据采集装置和中心服务器的双向通信。
3.2 系统功能实现
该系统有两个功能单元:其一是振动监测单元(TSI),可实现轴振监测、瓦振监测以及轴向位移和胀差监测。以轴向位移监测为例,在汽轮机转轴的两侧水平布置位移传感器。当轴向位移发生突变时,可以立即报警并停机,避免因为轴向位移偏大而造成动静部件的摩擦碰撞。其二是振动诊断单元(TDM),可实现对汽轮机常见故障的诊断。采用专家系统基于海量的数据样本训练,能够根据振动信号分析结果,实现对常见故障的准确判断。同时还能自动生成故障诊断报告,为技术人员了解故障原因、制定维修方案提供了必要的依据。
结束语
振动故障是火电厂汽轮机日常运行是比较常见的故障形式之一,除了会影响汽轮机的性能、效率外,还有可能导致汽轮机转子失速或破损,造成严重的经济损失。因此,设备维修人员应熟悉造成汽轮机振动故障的常见原因,掌握诊断方法,在诊断故障后及时采取维修措施,才能保障汽轮机稳定运行,维护火电厂的生产效益。
猜你喜欢
吉林电力(2022年1期)2022-11-10
航空学报(2022年9期)2022-10-12
汽车实用技术(2022年15期)2022-08-19
英语文摘(2021年11期)2021-12-31
小猕猴智力画刊(2021年9期)2021-10-11
科学与财富(2021年34期)2021-05-10
装备维修技术(2019年1期)2019-09-10
科技风(2019年36期)2019-01-13
中学生天地·高中学习版(2018年11期)2018-11-29
智富时代(2018年3期)2018-06-11
