
生物流化床A/O技术在煤制乙二醇污水处理中的探究
2022-07-08 03:28:10韩风雷
河南化工 2022年6期
韩风雷
(中国化学工程第十一建设有限公司 , 河南 开封 475002)
传统污水处理技术极容易造成周围大气污染,必须要进行密闭气体处理,曝气池占地面积大,气液比高达40,成本高,容易污染。新型A/O工艺污水处理工艺,是使用多级强化的气-液-固三相流化床,使污水处理达到装置化、密闭化,能够去除废水中的COD、氨氮、氮、磷等多种污染物。生物流化床A/O技术流程工艺短,塔式钢制反应器占地面积比原来的生化池少一半左右,设置内部导流筒装置减少气体用量,废气排放量只占过去的30%,杜绝源头构筑物渗漏导致的环境污染。
生物流化床A/O反应装置是活性污泥和生物膜的合体,它以石英砂、颗粒炭、烟道灰等生物膜为载体,表面生物膜的活性污泥浓度达到40.1~50.1 g/L。
流化床反应装置具有高浓度微生物、容积和污泥高负荷、污水处理效果好等明显特征。气升式流化床包括好氧和缺氧两个区域,污水脱氮能力达到90%以上,这种流化床能很好地去除COD,污泥剩余率只有10%。
1 实验部分
1.1 工艺流程
煤制乙二醇污水经调节池进入配水池,经进料泵进入缺氧反应器进行硝化反应,然后进入好氧反应器进行二次硝化反应,再进入沉降罐做固液分离,顶端上清液是处理的流出水,底部污泥分为回流和排放污泥;回流后的污泥进行再次处置,剩余污泥则进行排放[1]。煤制乙二醇污水通过温控仪汇入缺氧床实现缺氧反应,把加药罐中配好的溶液注入缺氧床。煤制乙二醇污水pH值是2.1~3.1,需要加强碱把pH值调到6.1~7.1。加入甲醇和碳酸钠进行两次硝化反应即缺氧和好氧硝化反应。一级缺氧床进行硝化反应后除去COD、总氮(TN),然后进入好氧床进行二次硝化反应,底端混合水一部分在缺氧床中,完成硝化、反硝化反应。一级好氧床溢流水进沉降罐,实现泥水分离的目的,底端泥水混合物补充活性污泥。沉降罐的顶端溢流到二级缺氧床生化后进入沉降罐,达到分离泥水后上清液进入到下一程序。好氧床底端把活性好的污泥回流到缺氧床进行二次生化反应除去废水中的COD和TN[2]。
1.2 总氮去除
实验整个过程36天,每隔2~3天对进出水TN数据进行统计记录。第一阶段是20天,实验装置进水按5∶1比例对煤气化和乙二醇废水进行混合,进水总氮值较高,出水总氮值也相应增高,TN高于200 mg/L,污水处理效果不好。经过反复实验调整到煤气化和乙二醇废水按10∶1配比,让混合水近似生产进水的排放值,控制系统的pH值、DO等参数的实际数值,达到一定条件进行反硝化反应,使总氮去除率提高。经过16天运行总氮的去除率达到78.1%。进水TN和出水TN平均数值为是224.1 mg/L和50.1 mg/L[3]。
煤化工厂总排水指标要求COD<80 mg/L,TN<35 mg/L;为实现水质指标需要混合煤气化与合成气制乙二醇废水,把混合氨污水、生活污水等进行合成。实践证明,混合的污水可以达到国家排放需求。
2 生物流化床因素
煤制乙二醇污水中含有较多煤灰,两级流化床的第一级是混合均质罐,除去污水中的混合废水悬浮物,使用一级装置对煤制乙二醇废水进行处理。
2.1 实验水质和污泥
实验污水是煤化工厂中的煤气化废水和合成气制乙二醇废水混合物,它们的实际比是10∶1,能够人为进行调节。污水水质分析见表1。
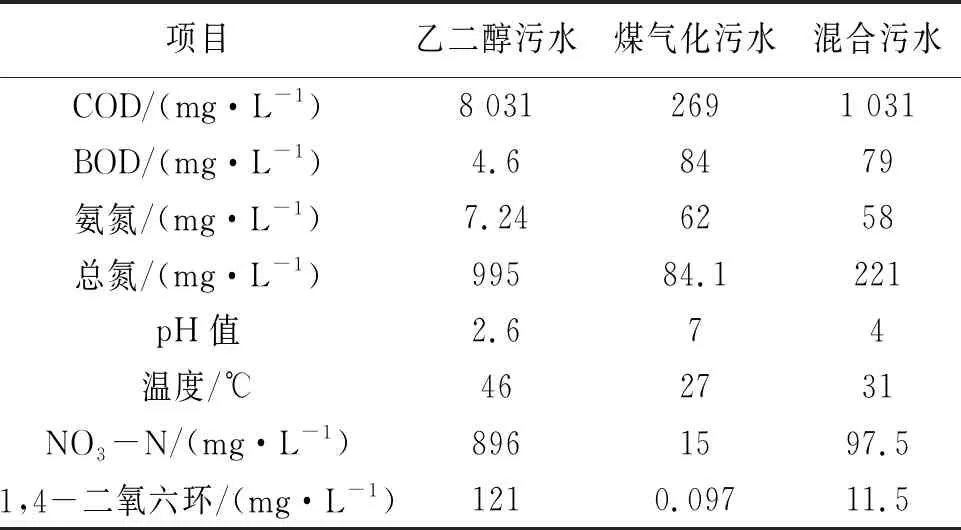
表1 污水水质分析
表1煤制乙二醇污水中的COD值高,氨氮值低,含有硝基氮,总氮高,在缺氧床反硝化来除去总氮。生化性好,能直接处理生化。
2.2 分析办法
水质分析项目依靠pH值、COD、氨氮和总氮的分析结果,在现场采样进行详细分析。实验过程中包含两个阶段即间歇培养、连续驯化阶段,载体挂膜期间采用间歇进水,第一阶段完成挂膜需要20天。载体表面出现一层均匀的薄膜,取样镜检发现膜上微生物种类很多,显示已完成第一阶段的载体挂膜[4]。实验证明:进水COD浓度在1 310~2 501 mg/L,停留时间3.6~5.7 h,COD去除率68.5%~75.5%,流化床反应器的容积负荷在6.4~7.3 kgCOD/(m3·h)。
2.3 温度对生化效果影响
按照A/O反应器进水pH值是7.1~8.6,时间是12 h的条件下,观测温度对A/O反应器COD、NH3-N的去除效果(如图1~2)。
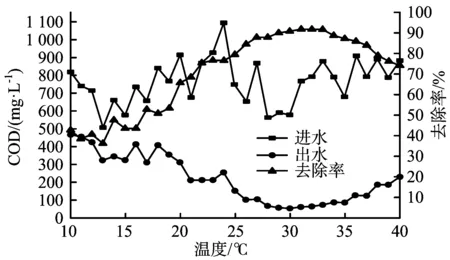
图1 温度对COD去除效果
图1~2可知,温度比25.5 ℃低或比36.5 ℃高时,废水COD、NH3-N去除率是先随着温度的升高上升,再随温度的上升而下降。因大部分微生物因温度下降而活性下降,微生物活性在低温时,随温度上升增加,温度>40 ℃时,微生物酶变性失活,微生物活性下降。温度在30.5~36 ℃时,COD、NH3-N去除率达85.01%以上,这时微生物活性好,处理效率高,因此设备反应温度在30.5~36 ℃。所以煤化工污水的连续原水温度应该控制在25~41 ℃。
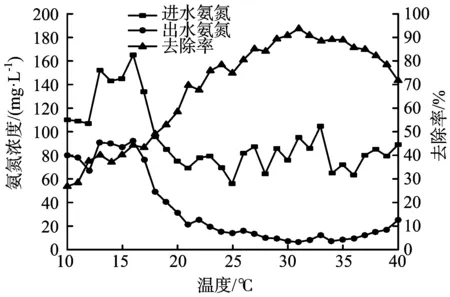
图2 温度对氨氮去除效果
2.4 pH值对生化效果影响
设置A/O反应器水温在30~35 ℃,时间12 h时,考虑pH值对A/O设备COD,NH3-N去除效果的影响。pH值在6.01~9.5(图3~4),废水中的COD、NH3-N去除率是先随pH值的升高而升高,而后随着pH值的升高而下降。在pH值是6.9~7.6时,COD、NH3-N去除率均达到85.01%以上。
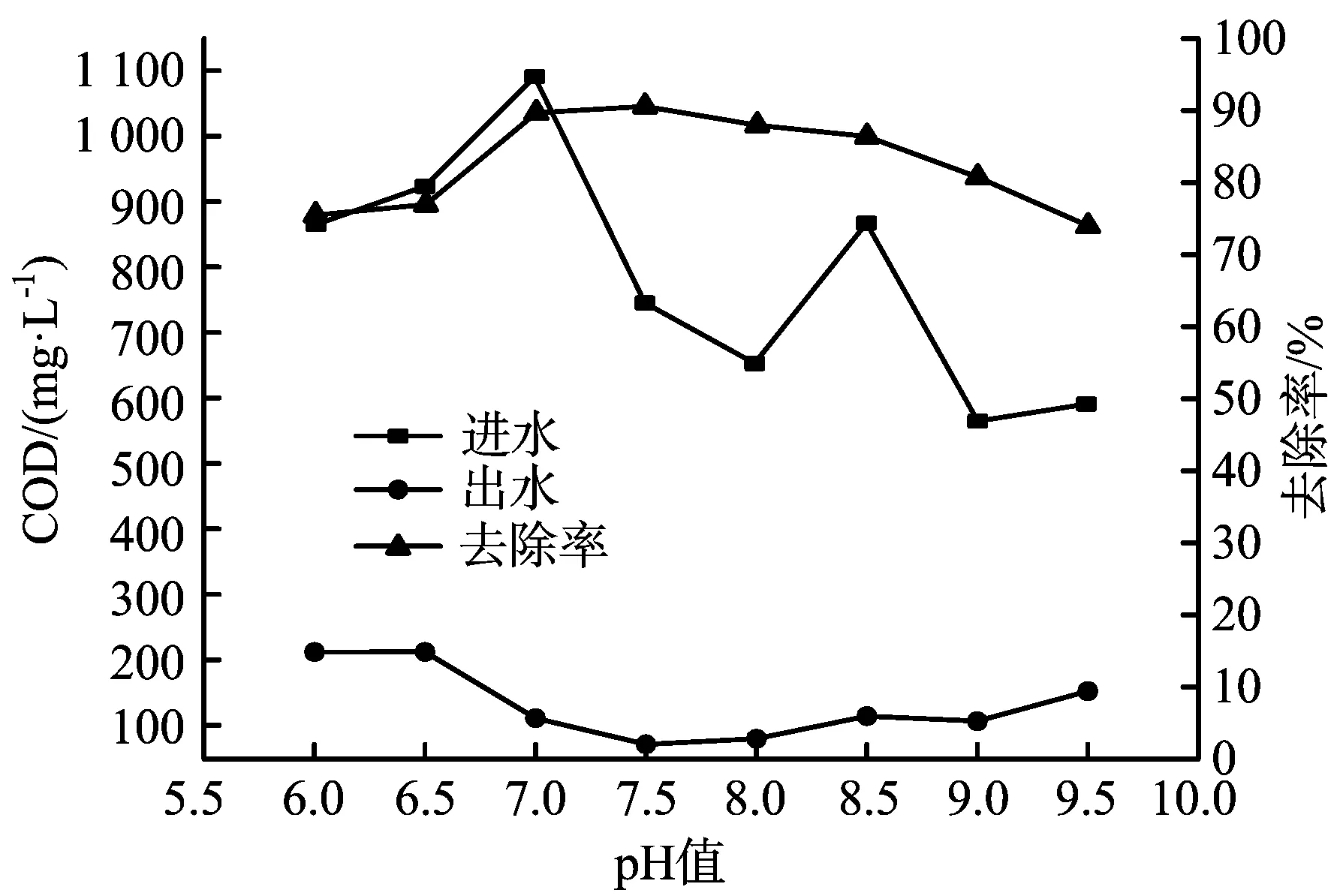
图3 pH值对COD去除的反应

图4 pH值对氨氮去除的反应
2.5 去除COD的效果
A/O装置连续工作时去除COD的情况如图5所示。
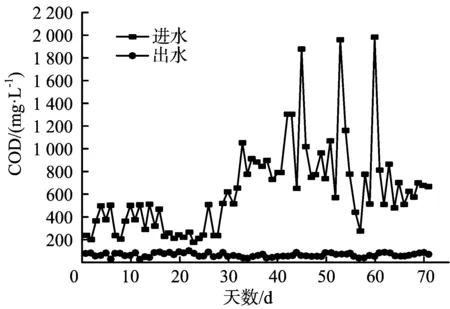
图5 A/O装置连续工作时去除COD的情况
在连续作业期间,进水COD浓度在200.01~2 000.01 mg/L,变动区间大,工作期间COD平均进水浓度是759.01 mg/L左右。经A/O设备加工后COD出水<100.01 mg/L,COD平均出水在60.01 mg/L左右,COD去除率90.01%。结果证明,进水时COD浓度大幅变动的状况下,处置后的COD依然平稳,实验设备关于对COD变动区间有很强的抗冲击。
2.6 氨氮去除效果
A/O装置连续工作时NH3-N去除情况见图6。
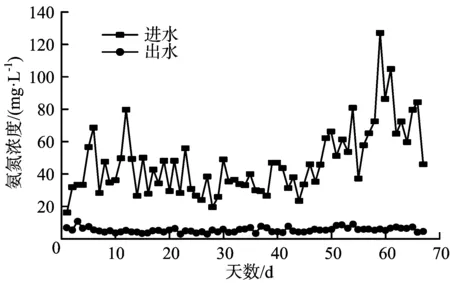
图6 A/O装置连续工作时NH3-N去除情况
由图6可见,在连续作业期间,进水中NH3-N浓度控制在18.1~130.1 mg/L,平均NH3-N是57.01 mg/L。A/O设备处理后,出水后的平均氨氮比8.01 mg/L小,氨氮平均去除率比85.01%高。实验证明,在进水氨氮浓度起伏较大的状况下,出水的氨氮依然很是稳定,实验装置对氨氮变动抗冲击性强。
2.7 生物流化床煤制乙二醇处理优势
生物流化床处置煤制乙二醇污水系统采用缺氧膨胀床技术,实现污水高效脱氮的处理技术,处理后可以降低氨氮的浓度。与传统工艺相比,生物流化床的煤制乙二醇污水处理技术具有占地少、能有效降低废气排量,从而降低了土壤和地下水被污染的风险。增加了总氮等控制技术,该技术处理废水中的氨氮和悬浮物等污染物质后都优于国家规定的排放标准,污水处理效果好。
生物流化床煤制乙二醇废水技术中的载体床由过去的石英砂更改成核桃壳过滤料,生物膜增长迅速,导致反应器中微生物浓度增高和脱氮效率也随之增高,氨氮去除率高达85.1%以上,处理后的污水水质明显改善。处置后的乙二醇污水和综合废水流入污水处置综合系统。生物流化床煤制乙二醇处理设施,使三相即气-液-固流化床取代曝气池,对处理污水中的COD、氨氮等污染物质。从源头切断建筑物渗漏造成的土壤与地下水等物质的污染,这种三相生物流化床对煤制乙二醇污水的处理技术实现了装置化,并且达到了密闭化的要求,三相生物流化床煤制乙二醇污水处理技术清洁生产水平不但可以实现清洁,而且经济和社会效益良好。
3 结论
①A/O装置运行外在因素,温度是30~35 ℃、pH值是7.0~7.5,时间10~12 h时,COD和氨氮的去除率高,效果好。②进水COD的平均数值是760.1 mg/L,平均氨氮57.2 mg/L时,通过A/O设备处理后,出水COD平均值<60 mg/L,氨氮平均值<8 mg/L,去除率分别高达90.1%和85.1%以上。进水平均TN是224.01 mg/L,出水TN是50 mg/L,总氮去除率达到78.01%以上。③生物流化床A/O处理煤制乙二醇废水装置,相对水质不稳定含COD和TN的量高,含有物质难以降解处置效果达到需求,实践证明,生物流化床对污水处理的结果可以满足总排出水指标。
猜你喜欢
云南化工(2021年10期)2021-12-21 07:33:42
云南化工(2021年8期)2021-12-21 06:37:38
中国石化(2021年8期)2021-11-05 07:00:16
冰雪运动(2021年2期)2021-08-14 01:54:20
广州化工(2020年5期)2020-04-01 01:24:58
石油石化绿色低碳(2019年6期)2019-01-14 01:16:16
中国盐业(2018年23期)2018-03-30 01:29:28
山东工业技术(2016年15期)2016-12-01 05:30:46
中国塑料(2015年5期)2015-10-14 00:59:48
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:27
