基于数字孪生的化纤长丝落卷作业优化方法及验证
2022-07-07 08:21:08邹孝付王海天李鑫磊程江峰
计算机集成制造系统 2022年6期
徐 慧,邹孝付,王海天,陈 雷,李鑫磊,程江峰,王 勇
(1.北自所(北京)科技发展股份有限公司,北京 100120; 2.北京航空航天大学 人工智能研究院,北京 100191; 3.北京航空航天大学 自动化科学与电气工程学院,北京 100191)
0 引言
“十四五”期间,我国纺织行业在基本实现纺织强国目标的基础上,立足新发展阶段、贯彻新发展理念、构建新发展格局,进一步推进行业“科技、时尚、绿色”的高质量发展,在新的起点确定纺织行业在整个国民经济中的新定位,即“国民经济与社会发展的支柱产业、解决民生与美化生活的基础产业、国际合作与融合发展的优势产业”[1]。
2019年全世界的纤维总产量约为9 000多万吨,其中70%为化学纤维,约6 500万吨,化学纤维中以长丝为主,约4 000多万吨,且绝大部分产自中国[2]。随着化纤长丝生产行业定制化、差异化、绿色化需求的逐渐增强,生产方式亟待从劳动密集、高能耗、高污染向技术密集、节能降耗、环保型转变。生产企业为自身转型升级,需采用自动化、数字化成套物流装备与系统,通过数字化制造及生产管控技术进行大产量、多批号产品的高效生产、信息采集追溯及全流程管控,实现生产提质增效、精细化管控的目标,帮助化纤长丝制造企业提升制造水平,增强核心竞争力。
虽然我国化纤产量已占据全球产量60%以上,但是与发达国家相比,整体技术装备仍然落后,行业整体技术水平有待提高。存在的主要问题如下:
(1)作业策略效率低 目前,车间物流产线缺少生产作业策略自适应调度优化方法,导致生产节拍不合理,一部分环节空闲率较高,另部分环节无空闲且产品堆积,使物流产线实际生产效率远不能达到设计指标。
(2)装备故障率高 化纤车间物流生产线全天运转,高温、高压和高湿的生产车间环境比较恶劣,整个纺织机械在制造过程中高强度、超大负荷运行容易发生故障,亟需对故障进行诊断和定位,及时进行修复,因此对故障预测提出了较高的要求。
(3)远程运维难 一般情况下,故障设备的诊断和维护都需要安排工程师到现场进行分析和调查,增加了人力、物力和时间成本,延误了正常的生产计划。如何快速寻找并解决故障,为客户提供更便捷的运维服务,是纺织行业面临的问题。
针对化纤车间生产过程的数字化学术研究尚不完善。在化纤生产策略方面,YULDOSHEV等[3]分析了人工智能在世界实践中广泛应用的方法,讨论了纺织品生产规划中最常见的人工智能方法和算法;ALEGRANT等[4]采用粒子群优化算法,利用历史数据和元启发式算法促进和优化纺织企业生产线上的人力资源管理流程,减少纺织产品的生产时间;ZHANG等[5]提出一种高效的多目标人工蜂群算法解决调度问题,将染色工序调度问题描述为一个双目标并行批处理机调度模型,该算法在求解质量和计算时间鲁棒性方面均优于一般的多目标调度算法;HUYNH等[6]开发了一种带有启发式嵌入的多子群体遗传算法(Multi-Subpopulation Genetic Algorithm with Heuristics embedded, MSGA-H),使最大完工时间最小化,以改善纺织批量染色调度这一瓶颈;陈向玲等[7]介绍了我国化纤智能制造发展的背景、取得的成效,以及存在的问题,提出化纤智能制造的柔性与多目标生产措施,最后对我国化纤智能制造的发展提出了建议;张洁等[8]探讨了大数据技术在新一代工业革命中的关键地位,并提出大数据驱动的纺织智能制造平台体系架构;杨浩等[9]采用遗传算法对落卷机器人处理落卷任务的顺序进行优化仿真,减少了人工干预的次数;袁培峰[10]设计了自动落卷输送控制软件,提高了落卷机器人的落卷能力;任荟颖等[11]设计了化纤长丝自动落卷系统仿真平台,该平台能够对不同避让策略之间的效率进行对比;胡小荣等[12]应用Unity3D将化纤长丝生产线进行协同仿真和显示,试验表明,多机协同仿真可以更高效地设计和优化化纤长丝生产线;梅顺齐等[13]认为建立纺织智能制造装备的多领域分析模型是实现智能化的基础,而且建立纺织智能制造装备分析建模的理论框架可为纺织智能制造及其装备的设计与实践提供理论和技术支持。在化纤车间装备故障方面,SCARPELLINI[14]等提出一种基于Web服务的数据采集与监视控制(Supervisory Control and Data Acquisition, SCADA)系统,该方法允许操作人员不断监控机器的运行状态和实时数据,从而防止机器故障或尽快处理故障,同时将数据收集并存储在服务器中以便提取信息,并采用分析方法对生产率和效率进行分析;HAN等[15]根据纺织设备的智能化需求实时监控主轴状态,设计并实现了纺织机械数据的实时统计功能,同时进行远程高效生产管理和故障检测,有效降低了人工操作成本,提高了纺织厂的智能化水平;王少伟等[16]针对纺织热轧机故障具有多发性、隐秘性等特点,采用遗传算法优化的支持向量机(Support Vector Machine, SVM)对纺织热轧机的故障类型建立分类模型;张胜国等[17]对关键设备的振动监测方式进行在线振动监测技术改造,实现对主流程设备的连续实时监测。在化纤装备远程运维方面,张勤刚等[18]开发了基于物联网和工业云的纺织机械远程运维系统,实现了纺织机械设备的故障快速纠错和远程修复,提升了客户效益,降低了纺织机械制造商的设备运维成本;贾坤等[19]研发了纺织机械远程运维平台,在提高企业生产效率与质量的同时降低了能耗,满足了纺织企业自动化、连续化生产的迫切需求,实现了纺织企业和主机生产企业对纺织设备的远程管理和智能分级管控,具有可移植性和兼容性。
虽然我国纺织工业绝大部分指标已经达到甚至领先世界先进水平,建立起了全世界最完备的现代纺织制造产业体系,但是还不是化纤强国,与世界发达国家相比,中国化纤行业的整体技术水平有待提高。我国化纤行业亟需通过提升作业策略效率、降低装备故障率、实现远程运维,进而提升企业生产管理水平、降低生产过程中的损耗,来助力企业数字化转型,推动我国智能制造强国战略的发展。
1 化纤长丝落卷作业流程及需求分析
1.1 化纤长丝落卷作业流程
化纤长丝落卷生产线如图1所示,其运行过程如图2所示。落丝生产线一般包括卷绕机、暂存台、回转台、丝车和自动落卷机,一个卷绕车间通常由2~20条落丝生产线构成。


卷绕机系统是将化学纺丝原液在一定工艺条件下抽拉成丝,并卷绕形成丝饼,每个卷绕轴同时卷绕9个丝饼。卷绕机系统布局通常由32~96台卷绕机一字排列,可同时生产1~6个品种丝饼;自动落卷机#2接收到卷绕机发出的满卷信号后,自动运行至对应的卷绕机附近,取出满卷的丝饼(如图1)转送到暂存台暂存,或者直接与自动落卷机#1对接,将取出的丝饼转运至自动落卷机#1;暂存台对多品种丝饼进行中间分类存储;当自动落卷机#2接到自动落卷机#1的取货请求时,将从暂存台上取出丝饼,并与自动落卷机#1对接;自动落卷机#1接收到丝饼后,将其挂置在回转台上的丝车上;回转台和丝车子系统用于接收自动落卷机#1的货物,装满丝车后输出转运至下一个工作流程。
在实际使用过程中,该化纤长丝落卷系统仍存在作业策略效率低、装备故障率高、远程运维难实现、装备协作易失败等问题。为了满足化纤长丝智能制造和数字化转型的战略需求,需进一步改造和提升化纤长丝落丝生产线的自动化和智能化水平,进而提高化纤长丝的生产效率,降低生产成本,提升产品质量。
1.2 化纤长丝落卷作业系统优化问题与需求分析
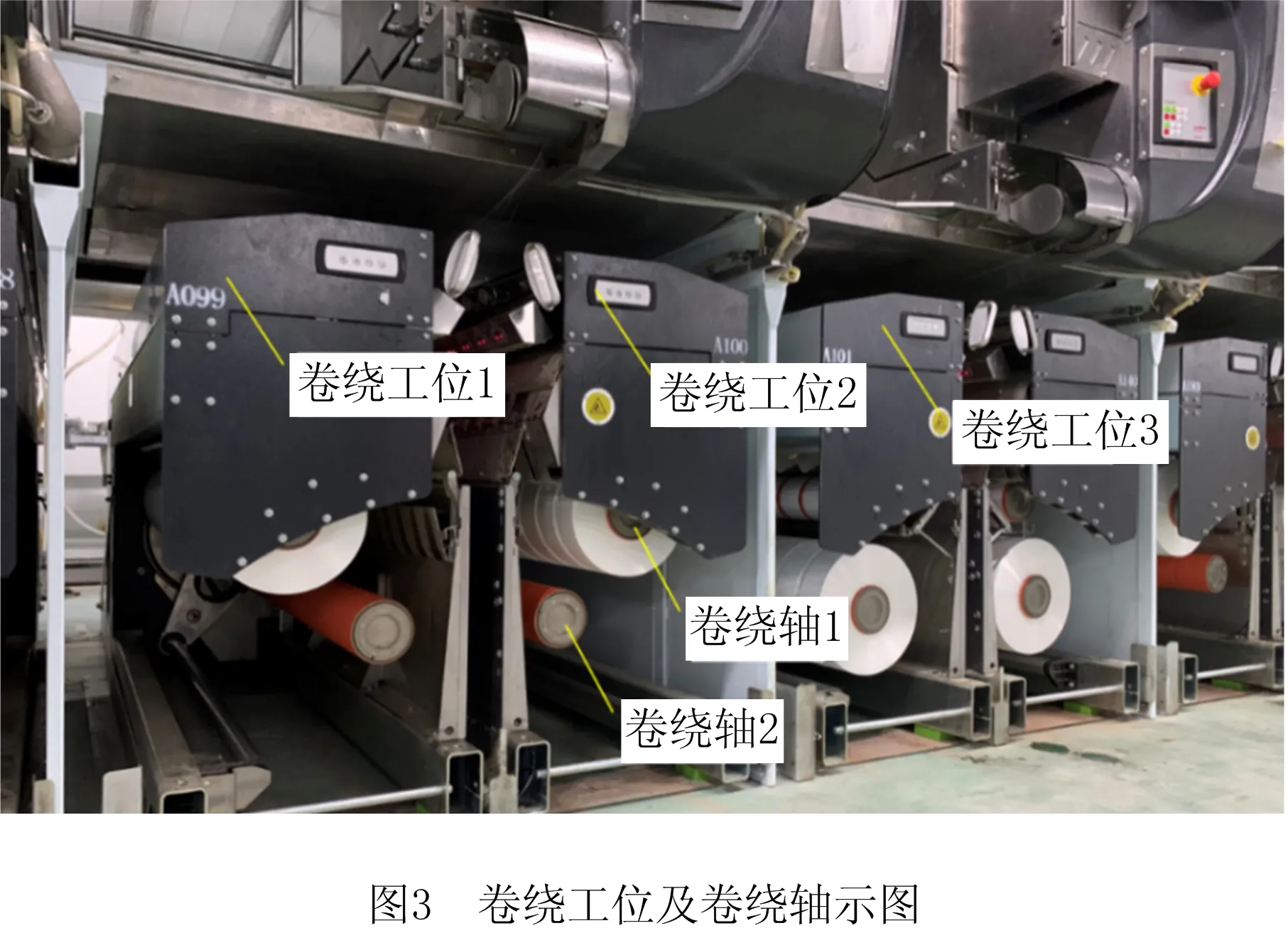
通过分析化纤长丝落卷生产线作业流程可知,该作业流程涉及的作业策略调度优化比较复杂。由于卷绕机数量多,落卷机器人在转运和暂存过程中容易出现卷绕机满卷取货请求、自动落卷机对接请求、暂存台出货请求等大量多类型作业请求,极易导致任务累积超过时间窗口。当落卷机器人的任务累积到一定程度,会出现人工干预增多、生产效率降低、卷绕机爆管等问题。以卷绕机爆管为例,在图3所示的卷绕机中有两个卷绕轴,卷绕机的卷绕轴1满卷后翻转切换到卷绕轴2,如果卷绕轴1满卷的丝饼未能及时取走,则随着卷绕轴2的卷绕,两个卷绕轴上的丝饼将因摩擦碰撞而报废,甚至损坏卷绕机,造成严重损失。
综上分析,化纤长丝落卷作业策略调度亟待优化。目前化纤长丝落卷作业流程和调度优化存在以下不足:
(1)落卷机器人调度目标单一 可编程逻辑控制器(Programmable Logic Controller, PLC)很难实现复杂算法,而且对大量数据的处理能力较弱,仅根据满卷信号的先后顺序进行落卷作业,没有综合考虑路径最短、距离最近优先处理等其他调度目标。按照当前的单一目标调度模型无法求得最优调度方案。
(2)缺少路径优化调度算法 目前采用的先来先服务(First Come First Serve, FCFS)调度方法是按照满卷呼叫信号的顺序执行任务,任务执行顺序与路径固定不变。因此,当出现多个任务累积时,无法对任务的执行顺序和路径进行规划,严重影响了落卷机器人的调度效率以及卷绕机的生产效率。
(3)实时调度性能差 落卷机器人只能按照初始调度方案进行落卷作业,无法根据实时数据调整调度方案,也不能对突发情况做出响应。另外,当前化纤长丝落卷作业调度方法性能差,导致落卷机器人调度效率低下,难以满足高效的生产调度需求。
因此,研究一套考虑多目标的实时路径规划调度方法,对提高生产效率、减少人工干预以及避免卷绕机爆管具有重要意义。现有针对落卷系统调度问题的研究比较匮乏,主要集中在使用启发式算法对任务顺序进行排序。例如,杨浩等[9]采用遗传算法对落筒机器人处理落卷任务的顺序进行优化,建立了以落卷的窗口时间作为优化目标的数学模型。落卷系统调度问题本质上是多目标实时路径规划问题,解决这一问题的算法主要分为精确算法和启发式算法两类。精确算法一般用于解决小规模优化,包括分支定界法、割平面法、动态规划法等[20];启发式算法包括模拟退火算法[21]、遗传算法[22]、蚁群算法[23]等,其利用历史经验归纳推理并结合试验分析来求解问题,适合解决复杂程度高的多目标优化问题,然而由于对设备的算力要求过高,不适用于现场PLC。
因此,针对化纤长丝生产车间普遍存在智能化程度低、落卷作业过程中作业策略效率低的问题,数字孪生(digital twin)能够提供过程仿真、调度优化等服务,为优化落卷机器人的调度方式提供了新思路。数字孪生通过数字化的方式建立物理实体的多维、多时空尺度、多学科、多物理量的动态虚拟模型,来仿真和刻画物理实体在真实环境中的属性、行为、规则等[24]。陶飞等[25]将车间信息物理融合这一科学问题分解提炼为物理融合、模型融合、数据融合、服务融合4个科学问题,并设计了相应的系统实现参考框架;ZHAO等[26]研究了基于实时信息的车间三维可视化监控方法,实现了车间全流程、全要素的动态监视。本文建立了基于数字孪生五维模型的落卷作业数字孪生模型。首先,在实时数据的驱动下,实现化纤长丝生产车间的三维可视化监视和精准管控;其次,重点针对化纤长丝落卷生产线作业方法问题,提出一种考虑多目标的自动落卷机作业策略调度优化方法并进行仿真验证;最后在某化纤长丝生产企业进行落地应用。
2 基于数字孪生五维模型的落卷作业系统模型的构建
2.1 落卷作业系统模型构建
针对化纤长丝落卷作业实时调度的需求,本文基于数字孪生五维模型[27]设计了落卷作业的数字孪生系统,如图4所示。落卷作业系统数字孪生由5部分组成,包括落卷作业系统的物理实体、落卷作业系统虚拟模型、物理实体及服务融合生成的孪生数据、支持故障预测和远程运维等功能的服务系统、各组成部分间数据与信息的连接。落卷作业系统数字孪生各组成部分的内涵如下:
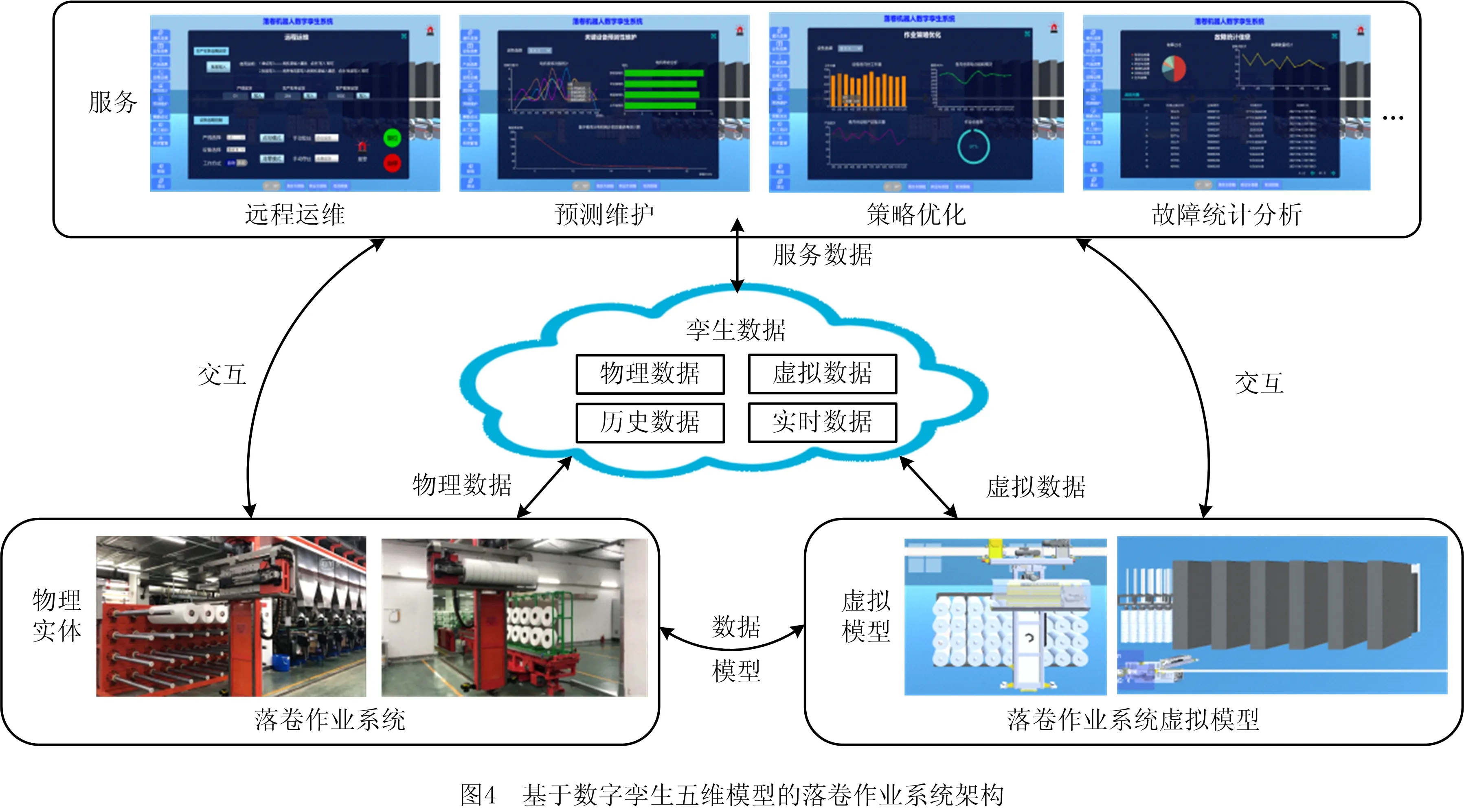
(1)落卷作业系统物理实体 指物理车间中实际的落卷作业生产线,包括卷绕机、自动落卷机等设备,以及存储区、暂存区等不同功能分区。另外,落卷作业系统物理实体包括各类传感器,用于支持落卷机器人的位置、满卷信号、开始落卷信号等信息的采集与传输。落卷作业系统具有数据与信息的上传功能以及根据指令执行的功能,能够为虚实实时互联互通与迭代交互提供支持。
(2)落卷作业系统虚拟模型 是基于实际落卷生产线的生产要素与特征,能精确反映物理落卷作业系统的高保真模型。其涵盖能够反映物理产线全要素几何参数的三维可视化模型,能够描述产线物理属性的物理模型,能够刻画落卷作业系统行为响应特征和工艺特征的行为模型,以及能够体现落卷生产系统运行规律、约束等信息的规则模型。通过融合三维可视化模型、物理模型、行为模型和规则模型,落卷作业系统虚拟模型能够综合刻画实际运行状态,是对其物理实体的真实映射。
(3)物理实体及服务融合生成的孪生数据 包括落卷作业系统在实际运行过程中系统的物理数据和传感器采集的数据、落卷作业系统模型在仿真过程中产生的虚拟数据,以及服务系统中产生的服务数据。作为信息传递的桥梁,孪生数据建立了落卷作业系统物理实体、虚拟模型和服务之间的联系,例如,通过物理数据与虚拟数据融合形成的融合数据,可为故障预测、控制优化、远程运维等服务提供支持。
(4)支持故障预测和远程运维等功能的服务系统 该服务系统基于孪生数据的分析与挖掘,提供实时监测、故障预测、远程运维、策略优化等服务。服务系统将以友好的人机交互形式提供便捷易操作的服务,一方面用户可利用服务系统进行实时迭代仿真来形成最优控制方案,实现对落卷作业系统的远程实时控制;另一方面,用户可通过服务系统查看落卷作业系统的实时状态,实现对落卷系统的状态监测。
(5)各组成部分间数据与信息的连接 连接是通过各类接口或协议,实现落卷作业系统物理实体、落卷作业系统虚拟模型、孪生数据与服务之间的互通互联。例如,落卷作业系统产生的数据及传感器采集的数据能够通过连接传输给孪生数据,落卷作业系统的运行状态能够实时传输给虚拟产线以更新和校正落卷作业系统的虚拟模型。连接能够使各组成部分间进行实时更新与迭代交互,从而使落卷系统数字孪生构成一个动态、紧密、有机的整体。
2.2 落卷作业调度优化方法
基于以上构建出的数字孪生落卷作业模型,本文提出一种路径优化算法,以提升系统的实时计算能力,实现对系统路径的有效优化,并将优化后的调度方案在FlexSim软件中进行仿真验证。
为提升自动落丝车的调度效率,本文根据实时工作信息提出的优化方法如下:
(1)采集卷绕生产线的实时数据。实时数据收集的内容包括:自动落丝车的当前位置、装载情况,卷绕机的位置、当前卷装类型及发出的满卷信号,暂存设备的当前暂存量,当前时刻之前Δt时长内所有发出满卷信号未落卷的卷绕机的数量、位置、信号发出时间、预计爆管时间。通过PLC将采集到的实时数据上传至数字孪生系统的数据库,生成该卷绕生产线的实时工作信息。
(2)生成数字孪生系统“策略优化”模块。根据实时信息,借助虚拟模型生成多个路径,比较结果得到最优调度方案,其中路径生成算法如图5所示。
路径生成算法可以按满卷信号发出的先后时间顺序、或按卷绕机爆管时刻的先后顺序(如爆管时刻在先的落卷次序在先)、或按卷绕机距离自动落丝车的相对距离的远近顺序(如由近至远或由远至近),依次生成对卷绕机进行落卷操作的路径,并将按照该路径执行落卷操作时将要出现爆管的卷绕机通知给操作员进行应急处理。
数字孪生系统将优化后的路径导入FlexSim软件进行仿真验证,根据验证结果在服务系统中生成落卷机器人的控制指令,并将控制指令传回物理系统。
(3)控制该卷绕生产线按落卷控制方案进行落卷操作,将经过优化后剩余的M-N个呼叫位置累计至下一次落卷作业前再参与路径规划。
3 落卷机器人数字孪生系统研发与验证
3.1 落卷机器人数字孪生系统
针对化纤长丝落卷车间作业效率不高的问题,本文以落卷机器人为主要研究对象,开发了落卷机器人数字孪生系统进行算法部署与实地验证,并分别从化纤长丝车间设备数字孪生模型构建、三维可视化监控、实时数据采集与虚实交互控制、作业策略优化、故障诊断与预测、远程运维等方面进行相关研究与系统功能研发,如图6所示。

(1)高保真实时同步三维可视化监控 针对落卷机器人及与其配套的回转台、卷绕机等设备的不同属性,分别构建其三维几何模型、物理属性模型、行为特征模型等,基于不同层级的模型组装数字孪生模型,通过不同模型物理属性与行为属性的融合,得到高保真三维可视化模型。分析该模型三维可视化监控的关键要素,确定模型驱动的关键参数,包括落卷机器人水平位置信息、卷绕作业信息等,基于这些信息驱动落卷机器人数字孪生系统的三维模型,实时映射真实设备的运动状态,打通虚拟空间与物理空间,实现高保真实时同步的三维可视化监控。
(2)落卷数字孪生系统设备状态监测 基于所构建的高保真模型构建长丝落卷车间的数据通信网络,基于规范化通信协议提高该系统数据通信的实时性和高效性。通过实时监测落卷机器人、回转台设备、卷绕机设备的状态信息等,全方面实时同步和展示长丝落卷车间的状态信息。针对一些生产设备的关键参数信息,可以将其数据持久化保存在数据库中,为后续的作业策略优化提供数据支撑。
(3)落卷数字孪生系统作业策略优化 落卷机器人、回转台与卷绕机之间的协同运行和高效作业策略是保障长丝落卷车间作业任务高效运行的关键。基于前文所述方法设计了长丝落卷作业优化算法,包括检测数据处理、最优路径选择等,将该算法部署至实际生产车间可以简化人工操作,从而对作业任务进行自适应调度与优化,大幅提高长丝落卷作业效率。具体算法及仿真验证将在后文阐述。
(4)落卷数字孪生系统故障诊断与预测 基于数字孪生模型与状态信息数据,实现了对数字孪生模型和数据混合驱动落卷机器人设备的故障诊断与预测,大幅提高了故障诊断与预测的精确度,而且在故障发生前进行相应操作可大大提高设备可靠性,保证作业任务高效进行。
(5)落卷数字孪生系统远程运维操控 远程运
维操控是提高长丝落卷车间运维效率的关键措施。本文基于数字孪生构建的模型与各项功能模块,可以搭建软件平台并发布至Windows系统进行远程运维操控,改善了传统运维系统信息展示和远程操控难的问题,实现了对长丝落卷车间各个设备的远程统一化监控,以及设备作业任务和紧急操控等指令的下达,提高了车间的运维效率。
3.2 落卷作业策略仿真验证环境与参数设置
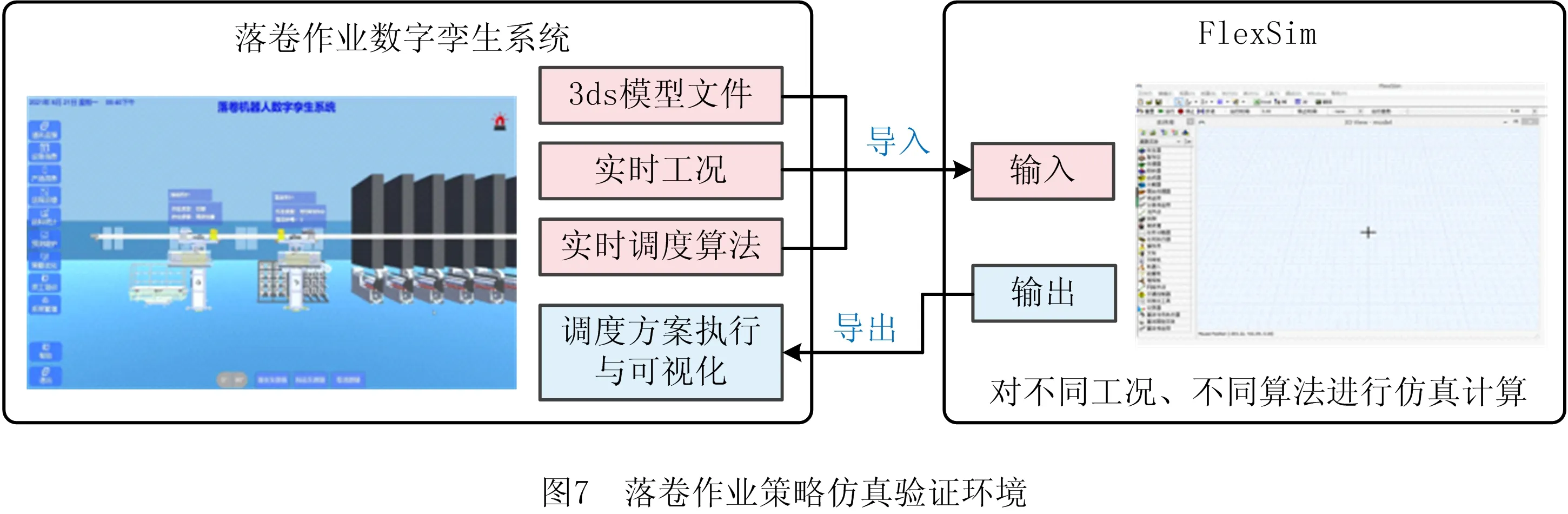
FlexSim是一套系统仿真模型设计、制作与分析工具软件[28],其集计算机三维图像处理技术、仿真技术、人工智能技术、数据处理技术于一体,专门面向制造、物流等领域。采用FlexSim系统仿真软件对系统进行各种分析和工程检验,可以验证数字孪生系统生成的调度方案的有效性。FlexSim软件提供了与外部软件的接口,可以通过开放数据库互联(Open Database Connectivity, ODBC)与外部数据库相连,通过socket接口与外部硬件设备相连。
为了实现落卷作业策略的仿真与实时调度,本文采用落卷作业数字孪生系统与FlexSim相结合的方式,如图7所示。基于FlexSim的二次开发功能,将落卷作业数字孪生系统的3ds模型以及每次仿真所需的实时工况和作业策略调度算法导入FlexSim。FlexSim基于导入的模型、数据和算法开展仿真计算,然后将计算结果打包,导入落卷作业数字孪生系统,一方面可以仿真验证优化结果,另一方面可以在落卷作业数字孪生系统中将调度过程和调度结果进行可视化展示。
3.3 验证问题描述
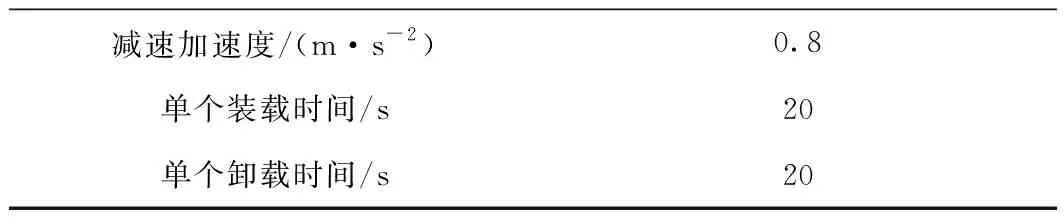
本文以某企业化纤长丝卷绕机生产线为验证和应用对象。其中,卷绕机共48台,一字排开,每台卷绕机一次可完成12个卷装(一轴)的成型作业;满卷时间为110 min,爆管时间为6 min,工位间距1.6 m;落卷机为双轴机,即有两个接丝轴。自动落卷机的运行参数如表1所示,实际收集的48台卷绕机呼叫时刻如表2所示。
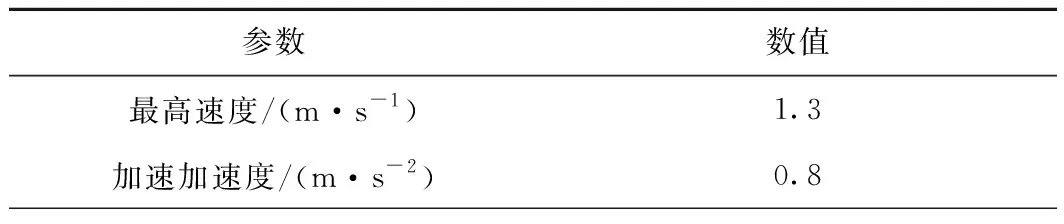
表1 自动落丝车参数表
续表1
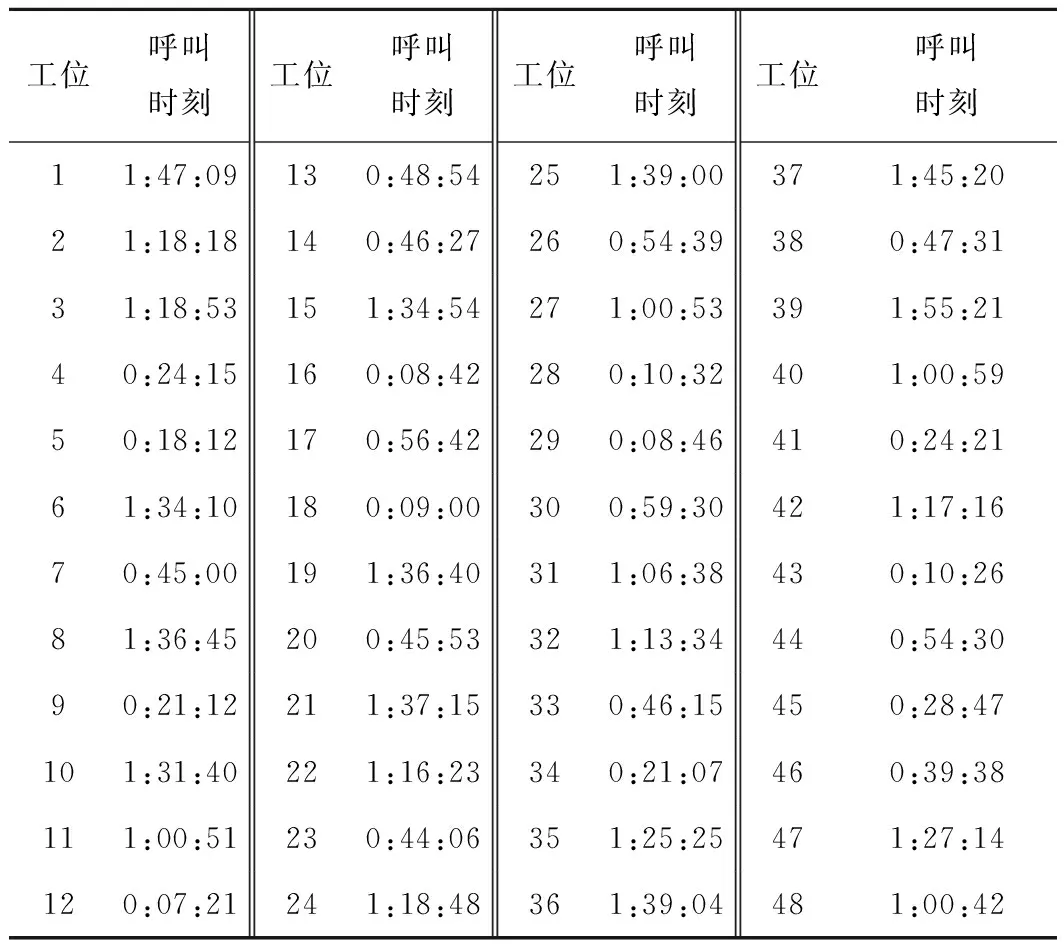
表2 48台卷绕机呼叫时刻表
将数据传入数字孪生系统“策略优化”模块,根据路径生成算法生成当前时刻的仿真路径,并在虚拟系统中对生成的路径进行仿真,通过对比得到当前时刻的最优调度方案。优化前与优化后的具体装载顺序如表3所示。
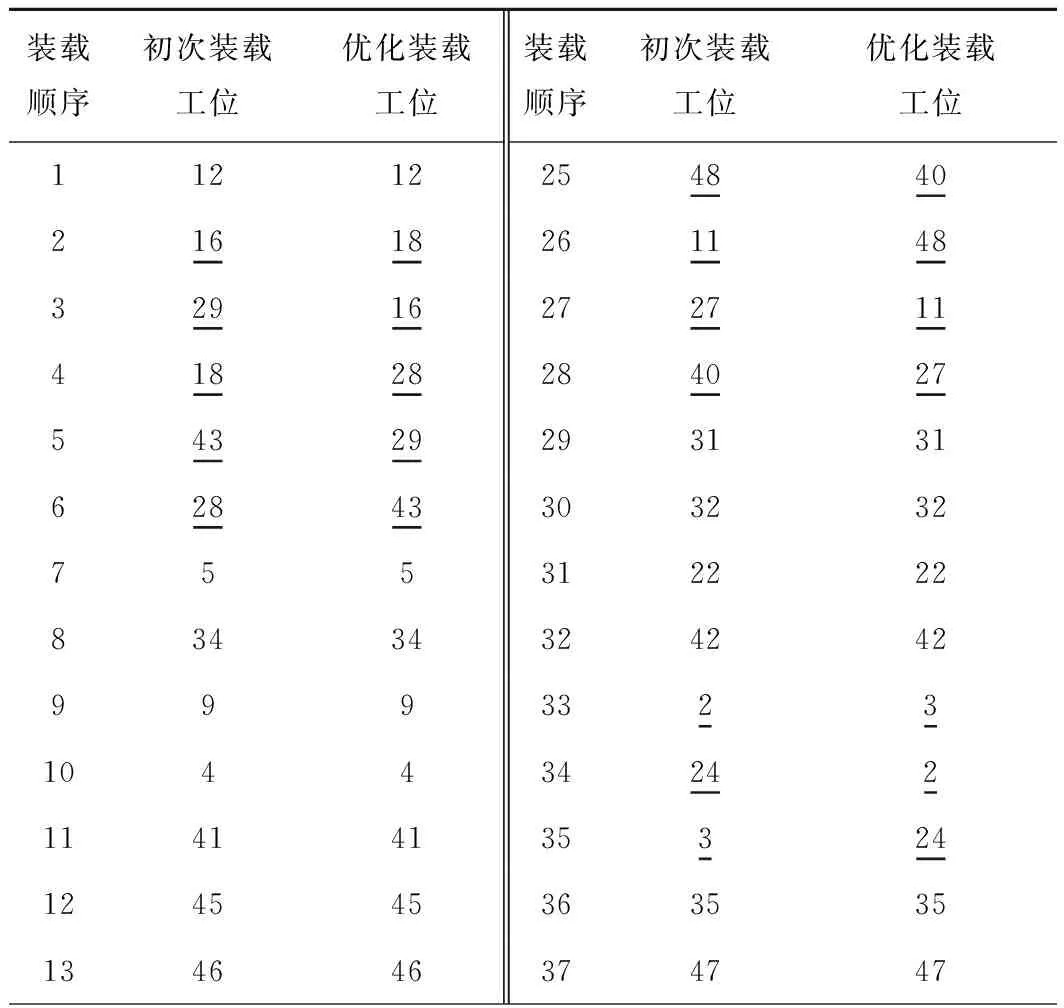
表3 优化前后的装载顺序
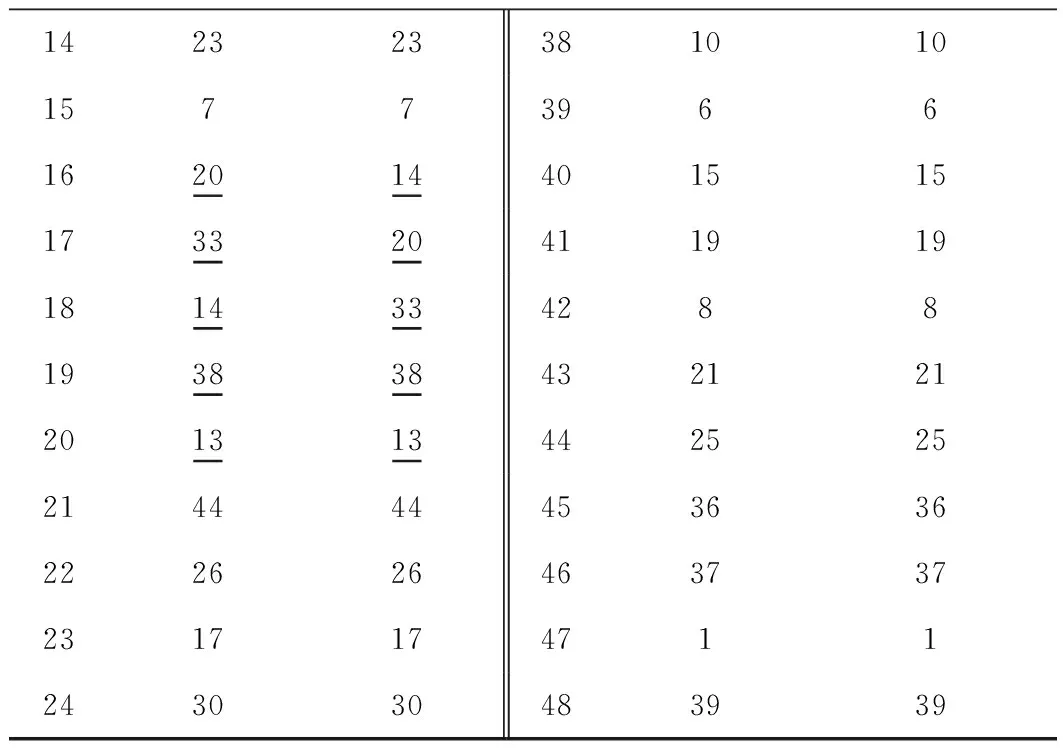
续表3
例如,装载顺序2,3,4,5,6对应的装载工位分别为16,29,18,43,28,即先将16号和29号两轴满卷送到存储区,然后将18号和43号两轴满卷送到存储区,最后将28号单轴满卷送到存储区,行走路程为((48-16)+(48-18)+(48-28))×2×1.6 =262.4 m。优化后的顺序为18,16,28,29,43,即先将16号和18号两轴满卷送到存储区,然后将28号和29号两轴满卷送到存储区,最后将43号单轴满卷送到存储区,行走路程为((48-16)+(48-28)+(48-43))×2×1.6 =182.4 m。顺序确定后,运行系统并记录各工位的状态,以备后续验证对比。
3.4 验证结果及分析
结合实际化纤长丝卷绕机生产线布局,应用FlexSim软件建立化纤长丝落卷作业仿真系统,具体如图8所示,各模型的功能如表4所示。
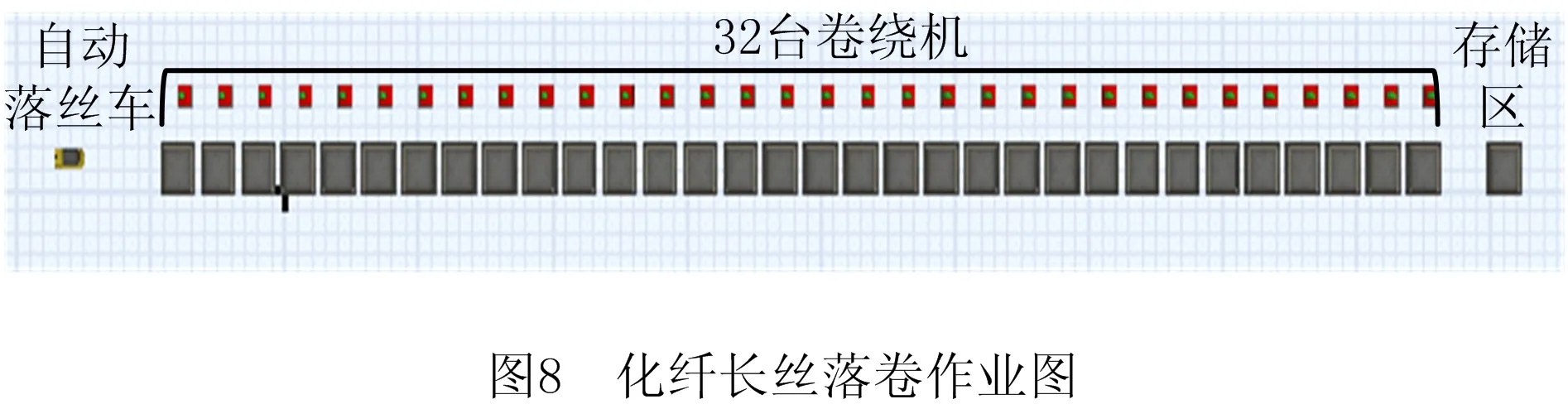

表4 模型功能介绍
将表3优化前后的装载顺序表输入FlexSim仿真系统,得到卷绕机工位暂存区记录的暂存时间(暂存时间=自动落丝车将丝饼运走的时刻-卷绕机呼叫时刻),具体如表5所示。
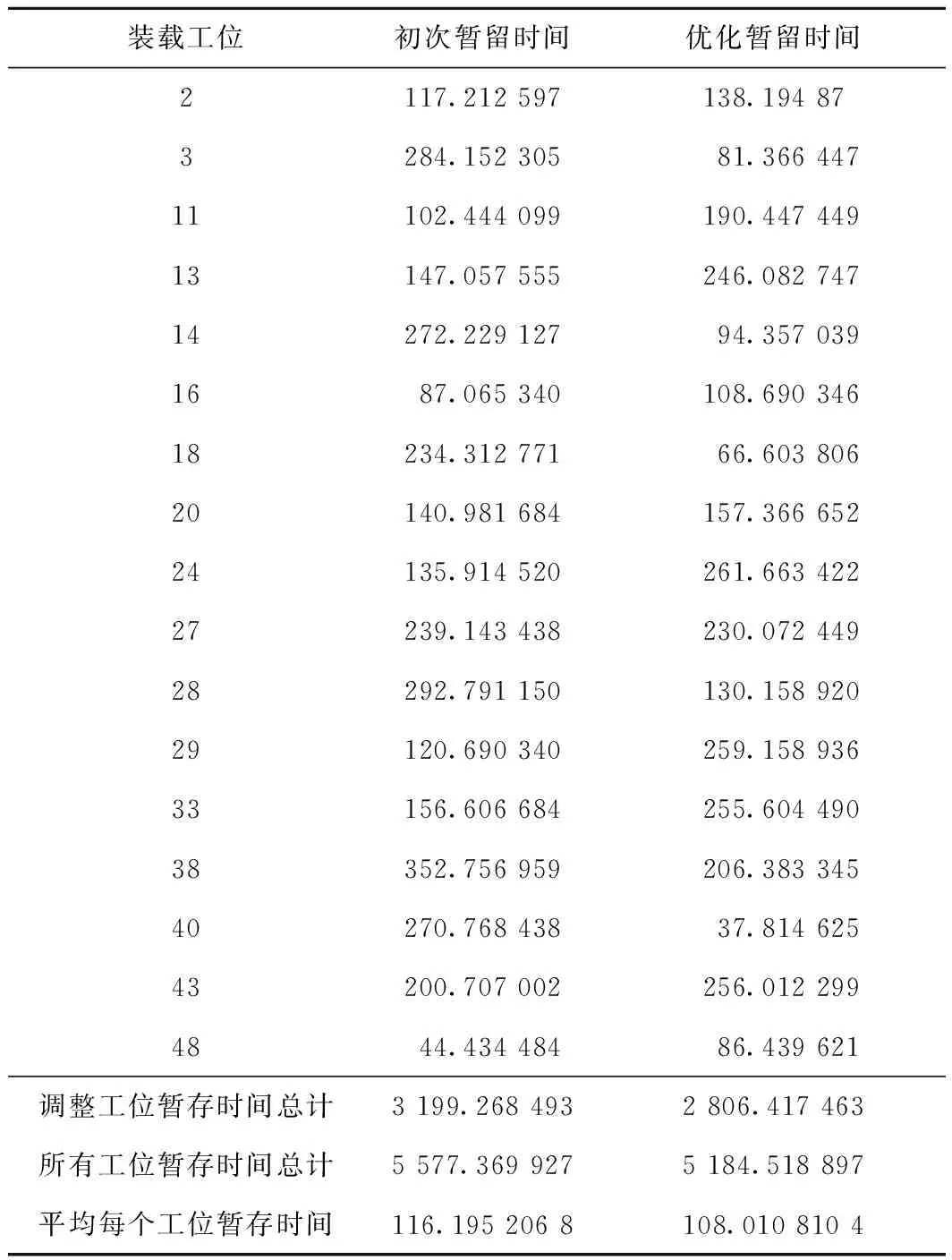
表5 调整工位暂留时间对比 s
优化前所有工位暂存满卷的总时长为5 577.369 927 s,平均每个工位的暂存时间为116.195 206 8 s;优化后所有工位暂存满卷的总时长为5 184.518 897 s,减少了392.851 03 s,平均每个工位的暂存时间为108.010 810 4 s,总暂存时间减少7.04%,降低了卷绕机爆管事件发生的概率。由此可知,本文所提路径规划算法优化了自动落卷机调度,提高了落卷作业效率。因为卷绕机满卷落卷间隔基本固定,所以可以预测下一次各卷绕机的呼叫时间和顺序,若出现集中呼叫较多的情况,则可提前预警爆管,对落丝车无法及时落卷的卷绕机工位实施人工搬运,达到作业调度和工作预警双优化的目的,降低可预见爆管事件的发生概率。
4 结束语
本文针对化纤长丝生产车间普遍存在的管控不精准与智能化程度低,以及化纤长丝落卷作业过程中作业策略效率低的难题,提出并构建了基于数字孪生的化纤长丝落卷作业优化系统,和一种考虑多目标的自动落卷机作业策略调度优化方法,并进行落地应用,实现了化纤长丝落卷生产线的精准管控,提升了自动落卷机的作业效率,避免了爆管、生产停滞等问题。另外,本文所提路径优化方法在满卷时间较短、呼叫集中的落丝作业场景也表现较优,因此在工业丝的落卷作业中也有较大的应用潜力。未来将在所构建的落卷作业数字孪生系统中开发集成FlexSim功能,实现软件功能替代,并通过综合考虑卷绕机丝饼情况、卷绕机的工作状态等更多因素,形成更合理、更高效、更低碳的生产计划,从而促进企业提质、降本、增效,助力企业向数字化、智能化、绿色化转型升级,提升我国在纺织行业的国际竞争力,推动我国从纺织大国迈向纺织强国。
致谢
感谢本项目开发团队朱永怀博士生、张贺博士生、王照宗硕士、田国栋硕士、王丽丽高级工程师、邱野工程师、魏星工程师、赵岩恒等参与本文写作讨论及软件开发,特别感谢北京航空航天大学陶飞教授为本项目的开发与应用实践提供指导,并为本文提供了许多宝贵意见,在此一并表示感谢!
猜你喜欢
当代水产(2021年8期)2021-11-04 08:48:54
纺织科学研究(2021年7期)2021-08-14 01:42:36
纺织科学研究(2021年1期)2021-03-19 05:18:30
纺织科学研究(2020年1期)2020-05-21 00:30:58
纺织科学研究(2017年8期)2017-09-05 09:46:49
纺织科学研究(2017年4期)2017-05-17 03:59:56
声屏世界(2016年7期)2016-05-14 01:09:34
中国继续医学教育(2015年3期)2016-01-06 01:36:33
节能与环保(2015年2期)2015-02-02 01:16:52
机电信息(2014年32期)2014-02-27 15:54:24