一种门座起重机自动化作业控制系统
2022-07-07 01:13:26许镇杰
港口装卸 2022年3期
许镇杰
广州港工程管理有限公司
1 引言
门座起重机(以下简称门机)通用性强、机动性高,可配合吊钩、抓斗以及集装箱吊具完成多种货物装卸工作,广泛应用于港口生产作业。然而门机自动化作业水平低、高强度人工作业以及操作不规范等因素,易导致驾驶员身体健康受损、货物洒漏、环境污染等问题。
结合散杂货港口工作环境及自动化作业功能需求,从起重机定位、安全防护、远程控制角度出发,完成门机自动化作业方案的设计,可监测管理散杂货港口多台门机,对加快散杂货港口自动化发展具有一定意义。
2 自动化作业控制系统设计框架
常规门机需要通过驾驶员对货物种类形状及货物在装卸过程中起重机的起升高度、变幅幅度、回转角度进行人工判断。为提高门机装卸效率,推进智能港口的建设,根据散杂货港口门机工况和设备特点,主要实现门机自动作业及半自动化作业两大功能,并以此为基础详细介绍半自动化作业、自动化作业及远程控制作业的工作流程及系统配置方案。
2.1 半自动化作业控制系统功能要求
门机在半自动化作业时,由驾驶员手动标定起升安全高度和料斗位置,起重机主机控制系统记录相应位置信息,同时驾驶员通过主令手柄手动选择取料点并控制吊具落到物料上,然后选择半自动控制模式,此时半自动控制系统控制起升、变幅和回转机构运行,平稳地将吊具移动至目标位置上方并自动进行吊具下放、归位控制。此外,为保证作业安全,半自动作业下驾驶员可随时手动介入起重机控制,当起重机主机控制系统检测到驾驶员手动介入时立即解除半自动化作业模式,进入到手动操作模式。
2.2 自动化作业控制系统功能要求
传统门机通过增配吊具防摇定位系统、行走定位系统、安全防撞系统等实现门机自动化作业。门机在自动化作业时,驾驶员在中控室可以通过触摸屏界面上选定作业船舶型号、作业物料代号、作业目标量、装卸场地等信息,使起重机可按照指定的作业量,在装料船只和卸料位置间往复自动作业,或通过视频监控系统对门机必要作业区域进行实时监控。
为满足门机自动化控制的需求,除主机电气控制系统外,起重机还配置1台自动化控制柜,用于获取各机构位姿以实现防撞、防摇等功能。该自动化控制系统与主机控制系统进行通信,实现数据交互。
2.3 远程作业控制系统功能要求
门机的电气控制系统可与码头控制系统相互兼容,并需提供至少以下2种接入方式到码头控制系统,使远程作业控制系统与半自动作业控制系统相互配合:
(1)通过硬线方式就近接入到转运站现场PLC分站,具体信号点根据最终调试需求以及散杂货港口需求进行调整。
(2)通过单模光纤或无线传输装置接入到码头控制系统,与码头控制系统进行数据通讯。
此外,驾驶员可利用中控室远程操作台进行一对一远控作业。远程操作台上布置了远程操作所需的按钮、操作手柄、显示屏、语音通话设备以及其他配件。远程操作台具有以下基本功能:
(1)远程操作台所采用的手柄、按钮、触摸屏等符合工业控制的等级要求。操作台的高度合适,并可根据操作人员需求调整,各操作部件及显示屏幕的布置要紧凑,并且便于驾驶员操作,符合长时间连续作业需要。
(2)远程操作台上设置有急停按钮,当出现特殊情况时,能立即停止门机所有动作,进入锁定状态等待人工干预。
(3)远程操作台配置UPS(Uninterruptible Power Supply,不间断电源),当供电电源突然断电时,UPS可持续为中控室供电,使操作员能够完成当前作业指令并停机,保存当前数据。
(4)远程操作台配置可在空闲时选择脱机,脱离工作状态。
2.4 散杂货港口作业环境及设计执行标准
门机自动化作业控制系统的设计、制造、安装和施工工艺均应满足港口所在地气候及环境条件的特点,所有的控制箱/柜、低压元器件均符合现场的防腐、防尘、防雷电、防漏电、防暴雨、防台风等的要求。门机自动化作业控制系统设计执行标准见表1。
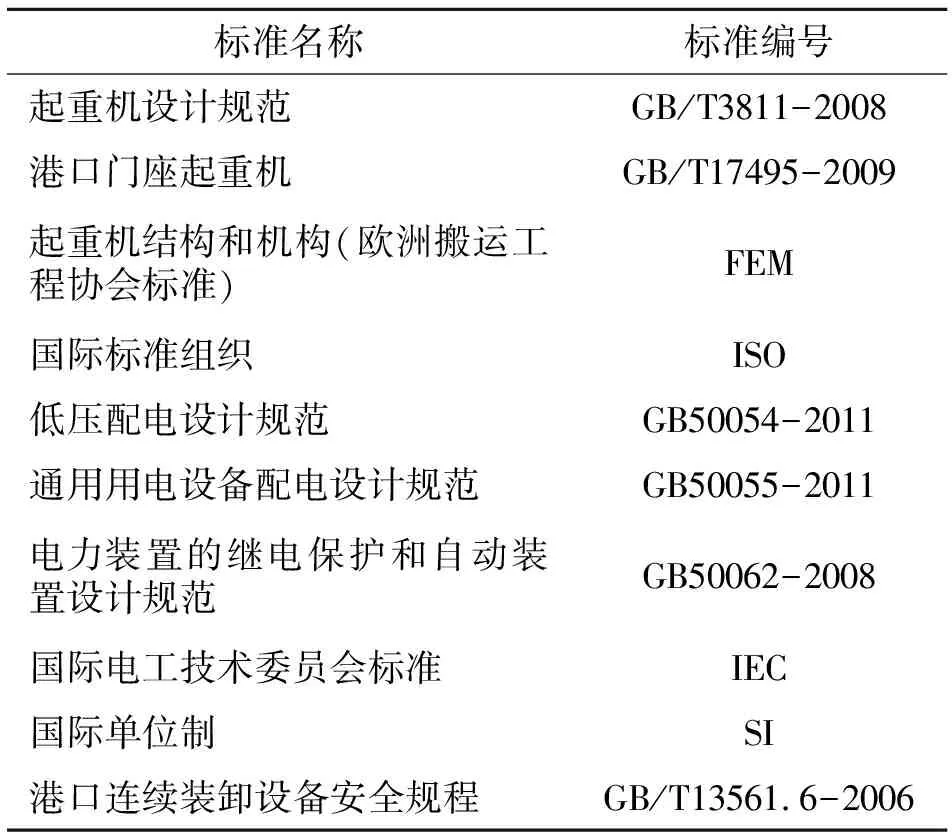
表1 门机自动化作业控制系统设计执行标准
3 自动化作业控制系统关键技术
3.1 定位系统
为实现散杂货码头多台门机自动化作业要求,需在起重机主要机构配置定位检测系统,单门机定位系统硬件配置见表2。
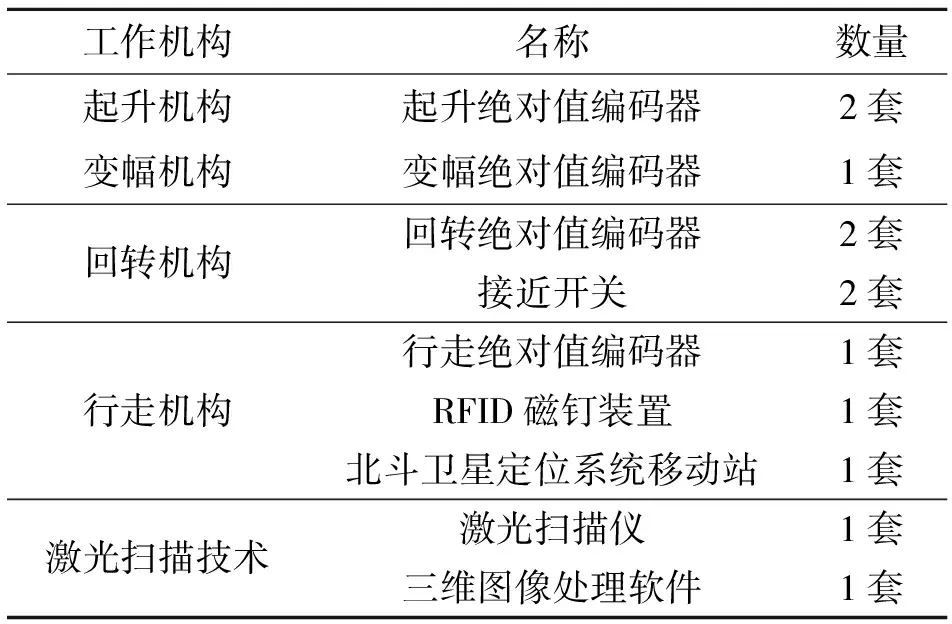
表2 单门机定位系统硬件配置
(1)起升机构定位检测:装配绝对值编码器、增量型编码器以实现对起升高度距离的计算。
(2)变幅机构定位检测:装配绝对值编码器、增量型编码器以实现对变幅角度的计算,并在臂架铰点处安装倾角传感器实现对变幅角度数据的校验。
(3)回转机构定位检测:装配绝对值编码器、增量型编码器以实现对回转角度的计算,通过接近开关实现对绝对值编码器的零位校正。
(4)行走机构定位检测:装配绝对值编码器以实现对起重机行走位置的计算,利用RFID磁钉实现对绝对值编码器数据的校准。装配北斗差分定位系统装置辅助行走机构定位检测,北斗差分定位系统由起重机上安装的移动站、港口固定位置的地面基站、中控室后台应用服务器及上位机终端操作系统组成(见图1)。移动基站用于获取行走机构数据,采集单机行走位置及速度信息;地面基站提供精度校正功能,共享多台起重机行走定位。
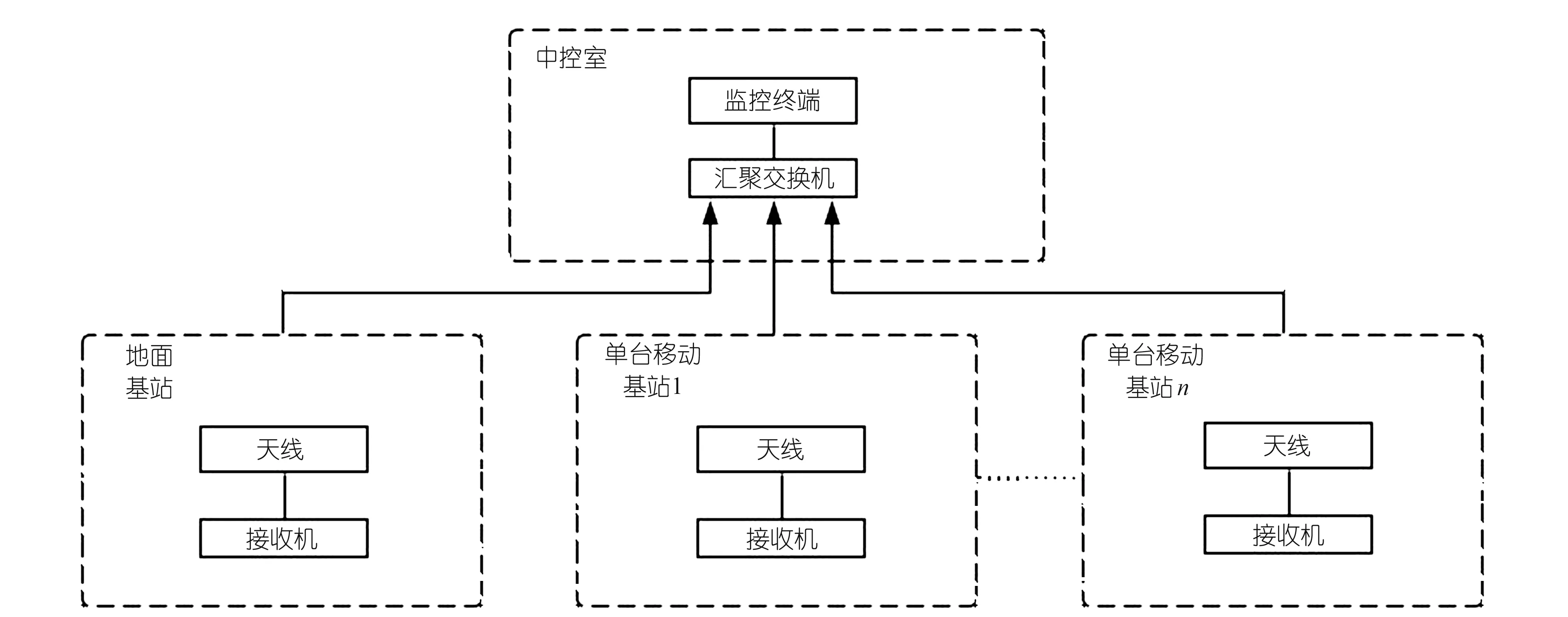
图1 北斗差分定位系统框图
(5)激光扫描技术:通过装配激光扫描仪实时扫描建模系统识别货垛形状、货位高低、船舶舱口位置,以设定装卸料位置的坐标;三位图像处理软件负责整合、计算扫描仪采集到的数据,从而形成三维图像,实时监控门机自动化作业。
3.2 安全防护系统
3.2.1 防撞系统
行走机构防撞系统设为三级防护,依次为减速、停止、极限限位,信号接入起重机主机电气控制系统中,当检测到障碍物时可以实现自动减速停车,语音提示轨道附近的人员和车辆离开轨道走行区域,同时在中控室显示屏显示故障报警并进行闭锁保护。此外,还可在行走机构前后方向安装摄像头及毫米波雷达装置,扩大监测范围,以防止外来人员或车辆误闯起重机行走区域。
臂架防撞系统,主要依托各机的精准定位和准确的位姿获取,通过软件算法实现。在港口空间有限情况下,起重机臂架前端两侧之间存在重合区域易造成碰撞风险(见图2)。
图2 臂架重合区域分析
该臂架防撞设为两级防护,第一级为基于传感器的防碰撞系统,第二级为基于机器视觉的防碰撞预测系统。
基于传感器的防撞系统,主要由导轨式测距仪、倾角传感器、回转定位模块及其校准模块等构成。为检测臂架两侧有无障碍物及障碍物的距离,各门机将本机的行走机构位置、变幅幅度、回转角度等数据发送到防撞系统微控制单元,即MCU芯片,从而建立各门机运动模型,计算相邻门机之间的运动范围,并判断出臂架之间是否会存在作业区域重叠。若存在碰撞风险,则防撞系统报警,并向起重机主机电气控制系统发送禁止左/右回转指令。
基于机器视觉防碰撞预测系统,主要采用激光扫描仪的动态扫描数据,首先建立与臂架识别测距相关的坐标系;然后建立与之对应的激光雷达坐标,利用微控制单元进行雷达数据处理及传感器信息融合;最后考虑起重机工作环境、驾驶员操作习惯以及制动影响等因素建立安全距离模型,从而形成预测报警系统。
3.2.2 吊具防摇定位系统
当回转机构运动时,吊具会产生变幅方向的离心力,导致回转及变幅两方向上的惯性叠加到一起,大大增加了吊具防摇定位难度,故吊具防摇系统是门机实现自动化作业的关键。
为了满足门机自动化作业对吊具防摇定位系统精度和实时性的要求,采用内置防摇定位功能模块的回转变频器实现吊具防摇定位功能,以变频器防摇控制为基础,在吊具安装航姿参考系统模块,将吊具姿态角(俯仰角、横滚角、航向角)、三维加速度、三维角速度实时传输至起重机主机电气控制系统,在控制程序内进行吊具运动分析,使其与变频器形成闭环防摇控制[1]。首先利用起升绝对指编码器获取实时高度并计算吊具摆动角度,然后通过变幅绝对值编码器及回转绝对值编码器进行角度校准,最后利用钟摆原理,通过修改发给起重机主机电气控制系统的速度命令信号,实现连续限制摆动功能,由此对吊具进行相应的加速或减速操作以抵消摆角,使得本系统具备各机构联动状态下的自动防摇功能。
3.2.3 起重机状态监测与健康管理系统
状态监测与健康管理系统由各低压电气元器件、智能润滑系统、力矩限制器系统、门禁系统、火灾报警及消防系统等构成[2],各外围系统可根据起重机相应结构或功能进行数据采集,获取机构运行方向、电机温度控制、网络通讯等状态信息,并通过Profinet DP、以太网、单模光纤或无线传输装置传输至门机主机PLC系统、CMS管理系统以及中控室RCMS管理系统,从而形成完整的数据信息库,使系统实现状态实时监测、状态回放、故障信息收集、故障查询等管理功能并生成相应的文档信息(见图3)。
图3 门机外围系统数据采集典型框架图
4 结语
为实现门机远程操作且自动化作业效率达到人工作业效率的90%的目标,根据门机机械结构、机构运行、吊具工况等特点,分析了门机自动化作业控制系统关键技术,为推动门机远程自动化作业建设提供实践参考依据,具有较好的推广前景。
猜你喜欢
机械工业标准化与质量(2023年7期)2023-09-25 05:58:44
起重运输机械(2021年21期)2021-11-24 08:24:34
装备制造技术(2020年9期)2021-01-26 00:15:18
专用汽车(2018年10期)2018-11-02 05:32:34
制造业自动化(2017年2期)2017-03-20 14:26:17
专用汽车(2016年7期)2016-11-23 06:21:24
大连理工大学学报(2016年5期)2016-10-12 02:10:52
航运交易公报(2015年42期)2015-12-02 14:45:25
航运交易公报(2015年38期)2015-12-01 14:43:19
航运交易公报(2015年40期)2015-11-30 15:13:22