
乙烯装置碳二反应器开工快速合格方法探讨
2022-07-07 05:38顾伟军
石油石化绿色低碳 2022年3期
顾伟军
(中国石油化工有限公司镇海炼化分公司,浙江宁波 315200)
乙烯是石油化工行业最重要的原料之一,从含有乙烯的物料中除去少量乙炔,以满足乙烯装置目标产品(聚合级乙烯)对乙炔浓度的质量要求,在实际生产过程中具有重要意义。其中,通过固定床绝热反应器实现乙炔加氢是顺序分离流程中脱除乙炔的有效方法。
脱除碳二物流中的乙炔是乙烯装置的重要生产步骤之一,也是标志乙烯装置开车成功的前提。如何在乙烯装置开工时快速将进碳二反应器的乙炔加氢合格,成为降低开车物耗损失和缩短乙烯产品合格耗时的重要环节。
以某炼化企业2010年4月投产开工的乙炔加氢反应系统为例,该装置设置两台绝热固定床反应器,一台投入使用时另一台处于再生或备用状态,当催化剂活性不足时可实现切换使用。每台反应器设三段催化剂床层,床层之间取出反应热、补充氢气。来自脱乙烷塔回流罐的碳二馏分先后经换热、预热至反应温度,补充氢气及含一氧化碳的粗氢,自上而下依次进入一、二、三段反应床层脱除乙炔。反应器出口物料经冷却换热后进入绿油洗涤塔,再去乙烯精馏塔,详细流程如图1所示。
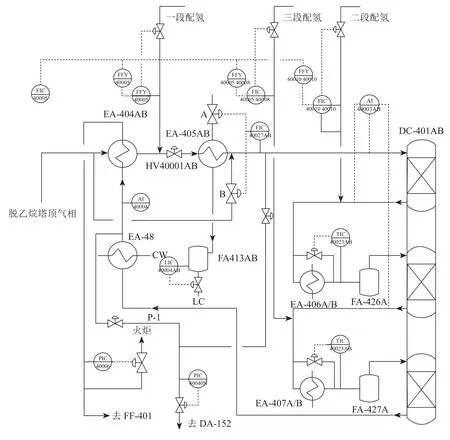
图1 碳二加氢反应器流程
其中,碳二组分流量和氢气流量组成比例调节回路,确保氢气按照化学计量精确配入,混合后的气体使用低压蒸汽预热。在反应温度控制上,反应器一段入口采用了两个换热器的串联操作,用反应器出料和低压蒸汽将反应进料加热到反应起始所需温度(37℃),当反应器使用到后期,为了克服催化剂活性的下降,需要提高反应器入口物料的温度(最高为60℃),因此设置了入口温度调节回路,通过由蒸汽流量阀和未经加热的物料旁通阀组成的分程调节系统实现对反应器进料温度的控制。在加氢反应过程中,往往加入起缓和作用的CO,使得催化剂暂时毒化,活性缓慢施放,达到平缓反应延长催化剂使用周期、提高催化剂选择性的目的。
1 2014年反应器投用过程中出现的异常
1.1 反应器投用过程
2014年7月2日10:35脱乙烷塔开始进料 ,将碳二物料从EA-405B返回DA-152流程打通,碳二物料从反应器入口返回至DA-152循环。调整脱乙烷塔顶温度接近-20℃,满足进反应器条件,13:30分逐渐打开DC-401B入口电动阀,将物料并入碳二反应器,压力平衡后开出口电动阀,逐渐关闭EA-405出口返回阀,打开EA-408出口返回阀,碳二物料由碳二反应器出口返回至DA-152。反应器从13:40一段开始配氢,一段入口温度控制为49℃(超出设计值约5℃左右),但一段床层温度不见明显上升,维持51℃左右,14:42甚至出现床层温度下降的情况;13:55二段开始配氢,14:11三段开始配氢,因一段床层温度不见上升趋势,二段三段反应活性也较差。17:30逐渐将一段入口温度提高至65℃(超出设计值20℃),一段床层温度才开始上升。随着反应热逐渐增加,二段三段床层温度开始迅速上升,现场及时调整冷却水开度控制二段三段入口温度,但二段、三段出口温度均超过150℃。床层出现高温后反应器被完全激活,反应器逐渐趋于正常,至18:48反应器出口乙炔合格(<5 ml/m3)共历时5小时。三段温度随时间变化分别见图2和图3。

图2 开工一段入口温度和床层温度变化趋势
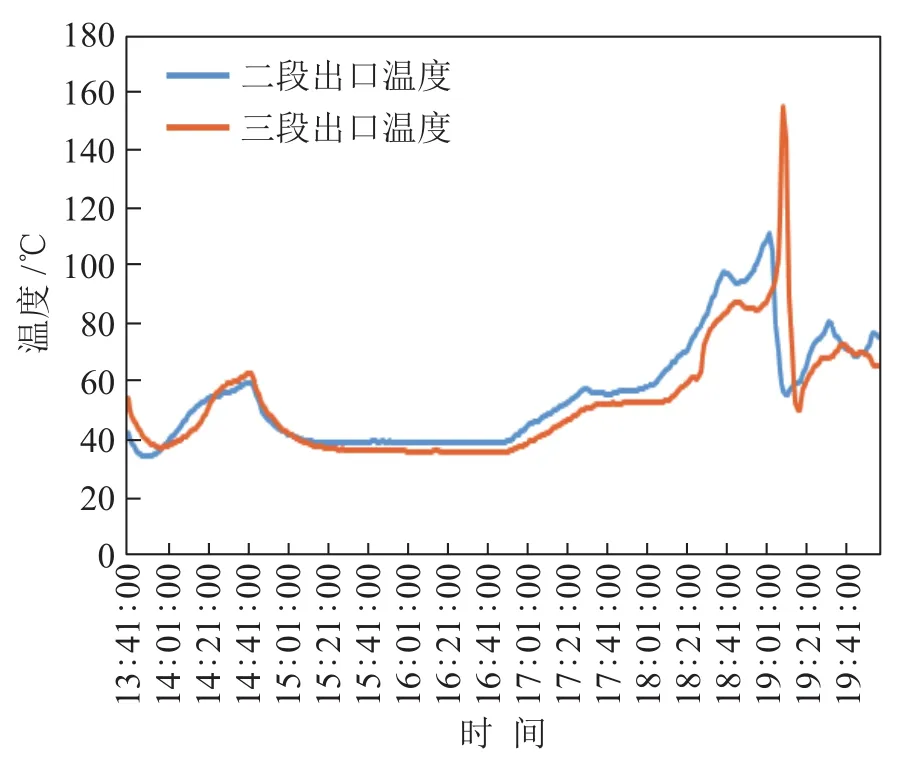
图3 碳二反应器二段、三段出口温度
1.2 原因分析
1.2.1 催化剂活性低
DC-401B床层内催化剂在2014年4月17日从A台切换至B台的过程中,发生出口漏炔、漏氢的波动事件,物料进入DC-401B大约3小时左右,床层温度最高升至90℃,因切换未成功,重新将反应器切至A台运行。本次大修碳二催化剂未进行更换,期间反应器利用盲板隔离,氮气保压,开工用氮气进行吹扫置换、露点干燥至-70℃。初步怀疑在4月17日切换过程中,DC-401B床层内生成一定量绿油未完全清理干净,凝结在床层上影响反应器活性,导致一段床层活性差。
1.2.2 反应器压力控制不稳
该次大修中新增碳二返回线,因设计原因控制阀尺寸不对,开工过程中碳二物料返回压力需现场手动调整,压力波动频繁,造成反应器配氢量和进料量均发生波动,对反应器造成一定影响。
1.2.3 催化剂超期使用
碳二催化剂使用周期已经超过技术协议保证值,活性、选择性均有一定程度下降,影响整个调整过程。
2 碳二反应器开工改进措施
2.1 催化剂再生、还原
重视碳二反应器再生、烧焦、还原过程,邀请北化院专家现场指导操作,防止再生不彻底影响反应器活性。及时更换使用寿命已经超过技术协议保证值的催化剂。
碳二加氢反应器开车前,为了保证备用反应器中催化剂活性,在使用前对催化剂进行氢气还原,还原后氮气置换干燥,置换干燥合格用氮气充压至1.6 MPa进行氮气保护。在2018年停工前进行还原操作,大修期间保护好催化剂不被氧化或污染。
2.2 反应器床层升温
为保证碳二物料进入反应器时能快速激活反应,减少升温等待时间,开工前用热氮气对反应器三个床层进行升温,床层升温至80℃左右。
2.3 在线仪表投用
为了减少在线仪表置换等待时间,在碳二反应器实气置换时将相关分析仪表均投用并校准,增加在线仪表指示可靠性。
2.4 遗留改造尾项闭环
本次开车前碳二返回线控制阀已安装并调试正常。
2.5 提高操作人员和技术人员技术水平
操作人员、技术人员加强学习碳二反应器相关知识,累积操作经验,出现异常情况能及时处理。
3 碳二加氢反应器开工投用
3.1 开工投用过程
脱乙烷塔塔顶碳二物料合格前,碳二物料返回急冷水塔,反应器入口温度将会随着返回急冷水塔的压控阀开度变化出现明显波动。因此,在调节反应器入口返回急冷水塔的压控阀时一定要缓慢,注意通过调整蒸汽和碳二流量将入口温度稳定在38~40℃左右。
待脱乙烷塔塔顶碳二物料合格并且流量满足反应器最小空速后,先打开反应器入口旁路,给反应器进行匀压。此时流量会有上升,需适当降低;要密切关注反应器入口温度的变化,直至反应器系统压力与脱乙烷塔系统压力平衡,打开反应器出口主路阀门,关闭旁路阀。
此时将碳二物料由反应器入口改为出口循环,将反应器入口阀门返回急冷水塔的手阀缓缓关小,反应器出口返回急冷水塔的手阀慢慢开大,直至全关,反应器出口返回急冷水塔的手阀全开,维持反应器入口温度在40℃左右。
碳二物料由反应器入口改出口循环过程时间不能太长,避免催化剂床层温度下降过多;当碳二流量稳定后立即进行配氢操作,同时调整每段入口温度,直至出口乙炔合格。
碳二反应器物料由出口返回急冷水塔改为进乙烯塔之前,要将压力慢慢调至1.9~2.0 MPa左右;注意流量和入口温度变化,尽量使反应器和乙烯塔压差减小。进料后由于反应器入口物料经过与出料换热,温度会大幅升高,同时由于乙烯塔压力低,反应器进料量会上升,应缓慢向乙烯精馏塔进料,同时逐渐关闭反应器出口返回急冷水塔阀门,注意调控压力、流量与入口温度,直至物料完全转移至乙烯精馏塔进料。
3.2 主要控制点分析
3.2.1 温度控制
乙炔加氢反应和其他的加氢反应相类似,一定的起始温度条件方能保证反应顺利进行。碳二馏分加氢时,在乙炔浓度一定的情况下,进料温度若较高,催化剂床层热点温度也较高。当以绝热式反应器操作时,由于进料温度高,加氢反应热有可能使催化剂床层温度大幅度上升,催化剂活性增碳、选择性降低,加速副反应发生,释放大量反应热,使得反应温度进一步急剧上升,发生“飞温”现象致反应无法控制。“飞温”不仅对乙炔的选择加氢不利,还对催化剂本身及反应器的安全产生影响。反之,若进料温度过低,将会导致物料进料后加氢反应发生不完全,床层温升低,在实际生产过程中可见各段出口乙炔含量超标且出现余氢。因此,工业装置上为使加氢反应控制在一定范围内,反应器进料设有温度控制系统,既保证一定的催化反应起点温度,又避免进料温度变化对反应器正常操作的干扰。
(1)入口温度控制
在开工准备阶段,需使用加热氮气将床层温度升至一定温度,再进行实气置换。三次实气置换后,床层温度降低,对实际操作温度变化曲线的研究表明,实气置换之前应将各段床层温度控制在80~90℃,置换使床层热量损失后既可保障加氢反应顺利进行,又不至于产生飞温。
当脱乙烷塔进料后,由于脱乙烷塔回流罐罐顶碳三含量不合格无法直接进入反应器,物料经反应器入口蒸汽加热后改至返回急冷水塔,因压差较大,打开返回阀门可能使物料流量骤然增大,触发物料返回温度低低联锁。因此,投用蒸汽加热时初始控制反应器入口较高温度(60~70℃),物料返回阀门动作幅度不能过大,并注意调整蒸汽加热量,确保入口温度及流量稳定。加氢合格后,反应器出口由返回急冷水塔改为向乙烯精馏塔进料,由于反应器与乙烯精馏塔系统存在压差,同样需要进行匀压、流量控制、温度控制等操作,否则将会引起反应器剧烈波动,严重时导致飞温或漏炔。
还需注意的是,当反应器出口改向乙烯塔进料时,出口与入口物料将会实现换热,在流量骤增的影响下入口温度暂时降低,流量稳定后将会明显上升。因此在调节入口温度时,需要注意在温度出现回升趋势后关小蒸汽阀门,避免入口温度过高出现飞温,造成事故。
(2)床层温度控制
由于加氢反应放热,反应器一段和二段出料温度较高,在进入反应器二段和三段之前需要用冷却水对物料进行冷却降温,以满足反应入口温度的要求。同时考虑到催化剂使用到后期活性降低和冬季冷却水温度较低,需要提高反应器入口温度加以弥补。二、三段入口之前都设置了温度调节器,通过调节冷却器的旁通量来控制反应器二段、三段的入口温度,详细内容如表1所示。

表1 碳二加氢反应器催化剂不同使用阶段温度控制情况 ℃
通过分析可知,催化剂使用后期,一二段床层效率降低,故需要提高入口温度保证加氢反应顺利进行;同时,由于一二段床层加氢反应逐渐钝化,三段床层反应负荷逐渐上升,床层温升涨幅明显,因此需要控制好三段床层入口温度,既要防止反应剧烈造成三段床层飞温,又要防止漏炔。
一般来说,开工催化剂活性最高;一段的床层温升最大,可以使2/3的乙炔进行加氢反应,温升约在30~35℃。若流量、压力、入口温度等发生大幅波动,一段的床层温升变化最为明显。当一段床层温升变化时,要通过调整一段入口温控维稳,必要时同时调整配氢量。
3.2.2 开工时配氢量控制
后加氢是按化学计量进行的反应,碳二馏分进料流量阀和反应器每段入口之前的注氢流量调节阀构成比例调节回路,通过碳二加氢反应器的进料量和进料中的乙炔浓度以及反应器每段的转化率(由温升限制)计算出每段允许转化的乙炔量,然后以1.1~2.0倍的氢炔比(摩尔比)计算出每段反应所需要的氢气量,通过设定比例调节回路的比例值,来确保氢气按要求量加入。注入的氢气量要严格控制,确保配氢总比例值不大于2.5,严防反应器飞温。
当脱乙烷塔顶碳三含量合格、反应器流量也达到最低空速后,物料改进反应器,由出口返回至急冷水塔,置换出床层内氮气,此时配氢量按照设计值一次性调配。开工初期,为加快产品合格速度,可在保证不飞温的情况下适当过度加氢,加快出口乙炔合格。结合某炼化100万吨/年乙烯开工经验与催化剂使用时间,一段床层配氢比例约在1.35~1.5之间,二、三段配氢比例分别在0.45~0.60、0.20~0.35,到达配比上限后不可盲目增加配氢,加氢反应导致反应器一段床层温度升高,二三段温度也会相继随之升高,加快反应器合格时间,再根据各段床层温度调整操作。
3.2.3 反应器压力与流量控制
碳二馏分加氢除炔反应是属于分子数减少的反应类型,增加压力有利于反应的进行,转化率得到提高。因此,操作压力的波动会对加氢结果有影响,同时乙炔反应器与分离系统的脱乙烷塔、乙烯精馏塔相衔接,相互影响,所以碳二加氢系统的操作压力必须保持在规定值。出于安全考虑,在乙炔反应器出口管路上设有超压调节系统,供紧急情况下反应器卸压使用。
反应器投用时、反应器出口由返急冷水塔改为向乙烯塔进料时,需要进行匀压操作,否则,在压差的作用下,脱乙烷塔回流罐顶的碳二馏出物流量骤然增大,将会造成温度和流速波动影响。
反应器入口温度波动:入口蒸汽调节阀调控不及时造成入口温度急速下降,造成反应器加氢反应热动力不足;
空速波动:由于流速增大造成碳二气体在反应器内停留时间过短,影响加氢反应效率。
在上述影响下,反应器极易出现压力波动、出口炔烃含量超标的情况,影响操作稳定。因此,反应器物料切入与两反应器实现切换时,每一步物料流向改动时均需要进行匀压操作,同时通过手动调节入口温度并密切监视物料流量变化。
4 开车结果
本次碳二反应器投用后2小时内出口乙炔指标合格,见图4,反应器运行较为稳定,且切入后系统没有对乙烯精馏塔产生影响。
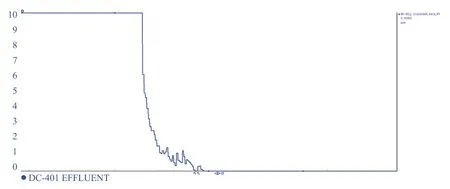
图4 碳二反应器出口乙炔快速下降至合格
4.1 直接经济效益
乙烯装置开车投料时裂解炉按4台运行,乙烯三机正常运转,碳二反应器出口碳二物料并入系统前需全部损失排入火炬。由此按碳二反应器提前4小时合格计算,乙烯价格按9 000元/吨计算,乙烯收率按33%计算,估算经济效益为454×33%×3×9 000=213.8万元。
4.2 间接经济效益
减少装置超设计低负荷运行时间,缩短了装置开工时间,稳定装置运行,减少火炬排放时间,维护公司良好形象。
5 结论
经过广泛对比乙烯装置实际生产中的操作数据,该文充分分析了碳二加氢反应器入口及床层温度、进料量、配氢量、压力(差)等因素对碳二加氢反应器的影响,并得出了一系列操作经验及结论,为乙烯装置碳二加氢反应器系统的平稳运行优化操作条件,为乙烯平稳生产提供了有力支持。
反应器投用时,通过调节反应器入口换热器蒸汽侧流量及温控旁路开度,确保入口温度足够为乙炔加氢反应提供热动力。
反应器投用过程中,要保证流量与压差平稳,可通过旁路匀压、控制流量阀开度等手段降低该因素对装置平稳度的影响。
配氢量按照设计值给定,结合该炼化企业100万吨/年乙烯开工经验与催化剂使用时间,一段床层配氢比例约在1.35~1.5之间;二、三段配氢比例分别在0.45~0.60、0.20~0.35;到达配比上限后不可盲目增加配氢。反应器再生后或新催化剂投用时,入口温度及一段配氢较正常操作时均有所降低,一段配氢比例约1.30,二段配氢比例约0.45。需要注意的是,初投用时一段入口温度应控制在40℃左右,观察床层温度、温升是否正常。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
东北林业大学学报(2022年12期)2022-12-28
中州大学学报(2022年4期)2022-09-13
化学与生物工程(2022年4期)2022-04-27
科学家(2022年3期)2022-04-11
中南大学学报(自然科学版)(2021年12期)2022-01-26
能源化工(2021年1期)2021-12-28
商品与质量(2021年31期)2021-11-23
疯狂英语·新阅版(2019年6期)2019-09-10
兵工学报(2019年6期)2019-08-06
