超深层高压气井可溶筛管清洁完井新工艺研究与应用
2022-07-06 13:38彭永洪熊茂县张安治申川峡马天羽
钻采工艺 2022年3期
魏 波, 彭永洪, 熊茂县, 张安治, 陈 飞, 申川峡, 马天羽
1中国石油塔里木油田分公司 2新疆格瑞迪斯石油技术股份有限公司
0 引言
塔里木油田库车山前超深层裂缝型砂岩储层具有埋藏深(6 000~8 098 m)、地层压力高(105~136 MPa)、气产量高(20×104m3以上)等特点[1- 4],建井时具有高井控风险,需采用高密度压井液(1.68~2.20 g/cm3)平衡地层压力[5- 7]。为满足作业井况和工况,完井管柱兼具替液—改造—完井投产一体化功能[8],针对油管柱下深存在双重矛盾,具体表现为:①油管管鞋下深至射孔段中、上部,射孔段下部的高密度压井液替不出来,造成井筒不清洁,给完井放喷求产时地面流程带来堵塞和刺漏的安全风险;②油管管鞋下深至射孔段下部,因地层出砂,高压气体携带着地层砂会因油管柱的阻隔,长时间生产会发生沉积而堵塞井筒。D304井因油管管鞋下深至射孔段底界以上11.7 m处,地层出砂、流体流动方向受到阻隔造成井筒堵塞,A环空压力与油压压差超过油管抗内压强度[9],使油管被挤扁,失去生产能力。因此,研究超深层高压气井可溶筛管清洁完井新工艺对解决实际生产问题有重要意义。
1 可溶筛管清洁完井工艺原理
可溶筛管清洁完井新工艺的核心在于在产层段配置可溶筛管+丢手短节,以此来消除管鞋下深引起的替液不清洁和生产的矛盾。可溶筛管清洁完井管柱结构从下到上依次是:管鞋+打孔筛管+可溶筛管+丢手短节+球座+压裂滑套+完井封隔器+井下安全阀+油管挂。下管柱、换装采油树、替液、坐封封隔器时可溶筛管可溶孔塞是完全密封的,可将可溶筛管作为油管使用,下深至射孔段底界,保证替液的井筒清洁。当需要储层改造、放喷求产时,管柱中注入酸液溶解可溶筛管上的镁铝合金孔,将可溶筛管变成有规律布孔的筛管,提供井筒液体的流动通道。同时在6~7根可溶筛管之间设计一个直联型提拉式丢手接头,通过销钉连接,便于后期修井分段打捞油管柱。该管柱工艺要求如下:
(1)对可溶筛管的工艺要求。为保证替液彻底,管鞋和打孔筛管下至射孔段以下。替液时要保证可溶筛管的可溶孔塞处于密封状态,并满足一定的承压能力以应对替液流体流动阻力对可溶孔的强度影响。因可溶筛管要在油基压井液和环空保护液中完成下入、替液等工序,因此要求可溶筛管的可溶孔塞与工作液介质具有一定的配伍性,同时可溶孔塞应在酸液规定时间内完全溶解,以满足后期储层改造和生产的需要。
(2)对丢手短节的工艺要求。丢手短节是为了方便后期快捷打捞而设计,销钉能否在设计拉力下剪断对工艺实施具有重要作用,需要对销钉在设计拉力下的被剪切能力进行验证。
2 可溶筛管清洁完井工具可靠性实验
为满足可溶筛管清洁完井工艺要求,设计了可溶筛管和丢手短节承压实验、可溶孔塞溶解实验及丢手短节销钉剪切实验验证工具的可靠性。
2.1 可溶筛管和丢手短节承压实验
模拟井下工况条件,验证可溶筛管与丢手短节的密封性。地面组装试压接头+变扣接头+可溶筛管+丢手短节+双极丝堵的试验管串,连接试压接头打压15.3 MPa,稳压15 min,压降0.1 MPa,试压合格,验证了可溶筛管与丢手短节本体的密封性,满足替液条件。
2.2 可溶孔塞溶解实验
该实验为了验证可溶孔塞在井筒液体中的溶解能力。实验材料为6个镁铝合金材质可溶孔塞、4个同材质不同厚度的可溶孔塞试样,实验采用液体介质为库车山前超深层高压裂缝型砂岩储层完井时常用油基压井液、环空保护液、鲜酸,见表1。

表1 可溶孔塞材质在不同液体中的腐蚀实验条件
可溶孔塞浸泡试验结束后,采用精度0.1 mg的电子天平称重计算其失重腐蚀速率:
(1)
式中:Fn—单片腐蚀速率,g/min;Δt—反应时间,min;Δm—试片腐蚀失量,g。
2.2.1 可溶孔塞在油基压井液和环空保护液中的腐蚀结果
镁铝合金材质可溶孔塞每组分个3平行试样,分别在油基压井液和环空保护液中浸泡不同时间段,腐蚀速率计算结果如表2所示。
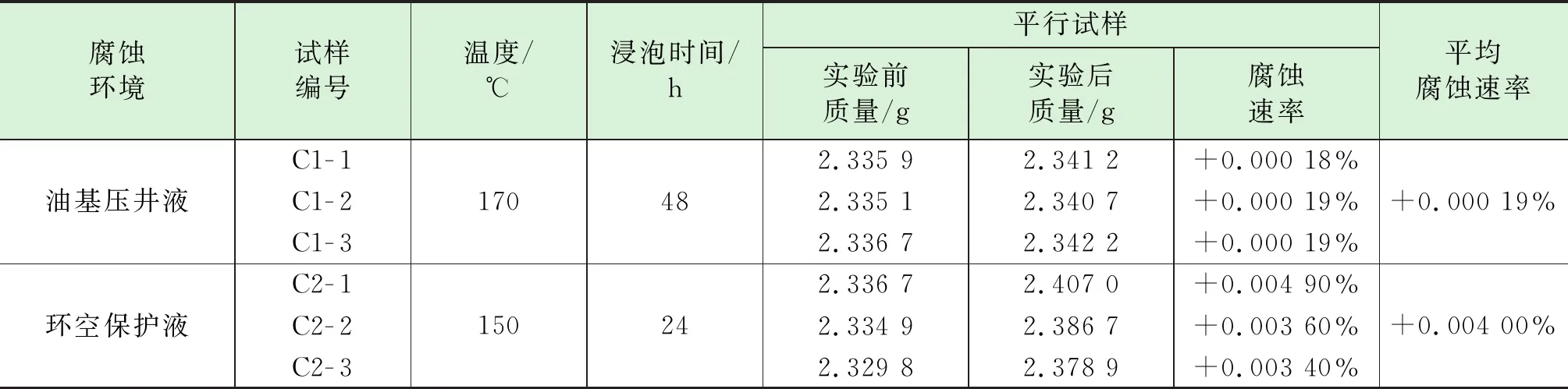
表2 可溶孔塞材质在油基压井液和环空保护液中的腐蚀结果
实验结果表明可溶孔塞在油基压井液和环空保护液中浸泡后其质量略有增加,这是因为在高温环境下试样表面附着从两种液体中析出的固体颗粒,同时也验证了可溶孔塞材质不溶于油基压井液和环空保护液,满足在这两种液体环境中下完井管柱、换采油树、替液和坐封封隔器的作业要求。
2.2.2 同材质可溶孔塞试样在酸液中的腐蚀结果
由相同材质制成厚度为2 mm、3 mm、4 mm、5 mm的可溶孔塞试样分别在70 ℃、90 ℃的鲜酸环境下浸泡30 min,表面均出现明显腐蚀痕迹,见图1。

图1 4种不同厚度的可溶试样在鲜酸环境下浸泡30 min后的宏观形貌图
在110 ℃、130 ℃、150 ℃的鲜酸环境下浸泡30 min后完全溶解,试验所用鲜酸是根据现场常用酸液体系配置而成。试样在鲜酸中的腐蚀速率随温度的变化曲线见图2。

图2 不同厚度的可溶孔塞试样在鲜酸中厚度减薄量随温度的变化关系图
实验表明可溶孔塞在70 ℃、90 ℃鲜酸环境下浸泡30 min未完全溶解,但有效厚度已减薄,强度已降低,随着作业时间延长和地层温度恢复至110 ℃以上,可溶胶塞能够完全溶解,满足现场作业需要。
2.2.3 室内模拟可溶胶塞溶解实验
为较真实的反映可溶孔塞在井下高温高压环境下的溶解状态,模拟管柱在丢手短节的上端、下端分别设计了储存酸液的上堵头和下堵头,当试验井温度升高至设定温度时,管柱内加压推动上下堵头移动,释放酸液进入可溶筛管,静态反应35 min后,管柱内压力突然下降,压力窜入套管环空,说明此时可溶孔塞已溶解,起出模拟管柱检查可溶孔塞已全部溶解(图3)。

图3 可溶孔塞溶解前后对比图
2.3 丢手短节销钉剪切实验
为解决砂埋卡管柱打捞难题,在约30 m筛管之间设置一个直联型提拉式丢手短节。丢手短节是通过销钉固定,机械提拉剪切销钉可分段打捞遇卡管柱。丢手短节能否在销钉达到设定剪切值时剪断,对这项工艺的应用至关重要。
丢手短节剪切实验安装12个销钉,设计在140 kN条件下剪断销钉并顺利丢手。试验结果如图4所示。

图4 丢手短节拉伸试验
实验结果表明拉力载荷逐渐升高,当达到214 kN时发生突降,说明丢手短接销钉在此拉力下发生剪切断裂。该试验系统摩阻为69 kN,实际作用在销钉的拉力为145 kN,满足试验设计要求。
3 可溶筛管清洁完井工艺现场应用
3.1 D304井清洁完井施工设计
D304井可溶筛管清洁完井工艺管柱结构从下往上依次为:Ø88.9 mm管鞋×0.14 m+打孔筛管×2.44 m+Ø88.9 mm可溶筛管管柱×125.77 m(可溶筛管×30.73 m+丢手短节×1.81 m+可溶筛管×30.73 m+丢手短节×1.81 m+可溶筛管×30.73 m+丢手短节×1.81 m+可溶筛管×26.34 m+丢手短节×1.81 m)+变扣×0.28 m+坐封球座×0.43 m+变扣×1.05 m+Ø88.9 mm油管+变扣+Ø177.8 mm TNT封隔器+油管组合+Ø101.6 mm井下安全阀+油管挂。
3.1.1 可溶筛管管柱设计
D304井一次完井油管柱位于射孔底界以上11.7 m,二次完井优化配置油管柱管鞋,位于射孔底界以下2.7 m,其中射孔段(跨度118 m)全部配置可溶筛管管柱(管柱长125.77 m)。每6~7根可溶筛管设计一个直联型提拉式丢手短节接头,打孔筛管设计下深至射孔段底界以下,提供替液流动通道。采用反替液方式,从油套环空注入隔离液+环空保护液反替油基压井液,经打孔筛管筛孔进入油管柱内流至地面回收,此时需要保证打孔筛管上部的可溶筛管可溶孔塞的密封性,若出现可溶孔塞不密封就会导致一部分流体分流,造成射孔段下部的高密度油基压井液替出不彻底而污染井筒。为了满足替液要求,可溶筛管送入井前要逐根试压15 MPa,可溶孔塞密封圈满足温度180 ℃的工作环境,到井后再进行逐根检查,确认可溶孔的完好性。同时,为了使可溶孔塞更好在酸液中完全溶解,可溶孔塞选择具有酸腐蚀性的金属螺栓(镁铝合金)+耐高温橡胶密封件。可溶筛管设计为16孔/m,孔径16 mm,每根84孔,每根泄流面积16 880 mm2,是一次完井油管+压裂滑套泄流面积的2.3倍。射孔段共配置27根可溶筛管,每根孔数与射孔枪孔数一致,可有效降低后期储层改造和生产时期的流体流动阻力。此外,可溶筛管管柱配置的丢手短节全长1.81 m,设计18个销钉孔,每颗剪断力11.7 kN,需上提拉力210 kN以上,方可提拉断销钉,实现可溶筛管管柱分段打捞。生产区块地层中普遍含二氧化碳气体,可溶筛管管柱材质设计为超级13铬材质,满足防腐要求。
3.1.2 坐封球座设计
因可溶筛管抗内压低,需在可溶筛管上部配置封隔器坐封球座,以满足封隔器坐封压力。
3.2 D304井清洁完井施工过程
3.2.1 下可溶筛管管柱
可溶筛管入井前,对照其工具说明书逐一核实其尺寸、壁厚、抗内压强度、抗外挤强度、可溶孔数、溶孔尺寸以及溶孔的完好性,以确保满足后续替液、酸化作业的要求。采用Ø67 mm专用通井规逐根通径,防止可溶筛管本体变形或残留堵塞物而影响后续施工。可溶筛管属无接箍的直连管,下入时现场执行双安全卡瓦保障措施,合理控制上扣扭矩,确保施工安全。
3.2.2 替液、坐封封隔器
完井管柱在井口成功悬挂、换采油树后,采用1.49 g/cm3过渡浆10 m3+ 1.05 g/cm3凝胶隔离液10 m3+1.15 g/cm3环空保护液反替出井内1.76 g/cm3油基压井液,泵压5 MPa↗48 MPa↘36.4 MPa,控制回压0 MPa↗48 MPa↘36 MPa,排量80~250 L/min。通过循环液量、时间、压力变化情况粗略推算循环深度为打孔筛管深度,说明可溶筛管替液时溶孔完好,实现了替液充分的目的,保证井筒清洁。替液完成后,从采油树清蜡闸门上部投Ø42 mm钢球,候球入座,逐级打压坐封封隔器,并反验封确认封隔器坐封合格,正打压击落球座,提供地层地面连通通道。
3.2.3 酸液溶蚀可溶筛管溶孔并进行酸压改造
先采用滑溜水激活近井地带的天然裂缝系统,提供地层进液孔道,后泵注能铺满可溶筛管管柱内外容积的前置酸液,前置酸液配方为:12%HCl+3% HCOOH+5.1%缓蚀剂(3.4%主剂,1.7%辅剂)+其他添加剂,停泵60 min使可溶筛管可溶孔塞充分溶解,溶解完成后继续进行酸压改造。
3.2.4 放喷求产
酸压改造后关井6 h,使酸岩充分反应。开井放喷排液、放喷求产后转为生产。
3.3 D304井清洁完井应用效果
D304井通过下可溶筛管管柱替出井内高密度油基压井液并进行酸压改造增产,经过Ø5 mm油嘴放喷求产,油压83.6 MPa,日产气29.5×104m3,较一次完井油压增长了18.8 MPa,气产量增加了1.27倍;较2014年开井时油压增长了6.1 MPa,气产量增加了2.34倍。自二次完井投产至今,油压和气产量稳定。该井的常规完井管柱和可溶筛管完井管柱应用对比见表3。

表3 D304井常规完井管柱与可溶筛管完井管柱应用对比表
该工艺先后在库车山前超深层裂缝型砂岩储层高压气井一次完井、二次完井中投入使用超8井次,应用效果显著,工艺成功率100%。具体该工艺应用效果统计表见表4。

表4 可溶筛管清洁完井工艺应用效果统计表
4 结论
(1)室内实验和现场应用均证明可溶筛管清洁完井新工艺技术的有效性与可行性,在射孔段下可溶筛管柱,有效解决了油管柱下至射孔段中、上部替液不彻底和下至射孔段下部提高流动阻力的矛盾。
(2)与射孔段下油管柱相比,可溶筛管柱设计为16孔/m,孔径16 mm,显著提高了流体的泄流面积,降低了酸化改造时液体流入地层的阻力和生产时地层流体的流动阻力,酸化后油压、气产量得到明显的提高,同时投产后油压、气产量也更加稳定。
(3)相比常规完井工艺管柱结构,可溶筛管清洁完井工艺管柱主要变化在封隔器下部,对管柱承压能力要求较小,带可溶孔塞的可溶筛管能够满足替液等工艺要求,且工艺简单,便于现场操作,先后投入应用8井次,工艺成功率达到100%,为该工艺的持续推广奠定了良好基础。
猜你喜欢
承德石油高等专科学校学报(2022年4期)2022-09-23
石油机械(2022年4期)2022-04-13
轻兵器(2022年3期)2022-03-21
重庆科技学院学报(自然科学版)(2021年5期)2021-11-09
铁道标准设计(2021年9期)2021-09-26
商品与质量(2021年10期)2021-03-30
河南农业·综合版(2020年6期)2020-07-04
河南农业(2020年6期)2020-06-20
中国化工贸易·下旬刊(2019年11期)2019-10-21
汽车工程师(2014年9期)2014-06-25