硫黄制酸装置焚硫系统优化改造
2022-07-04 02:26:06眭二明
硫酸工业 2022年4期
眭二明
(中国石化集团南京化学工业有限公司,江苏南京210048)
中国石化集团南京化学工业有限公司(以下简称南化公司)现有2套硫黄制酸生产装置,2#系统200 kt/a硫酸装置2003年11月投产,3#系统300 kt/a硫酸装置2005年9月投产。3#系统在按计划停车进行阶段性修理期间,发现焚硫系统出现故障,随即装置立即组织修理,制定相关修理方案,在公司规定时间内圆满完成修理任务,实现了一次开车成功。
1 硫黄制酸工艺流程
硫黄制酸工艺流程见图1。
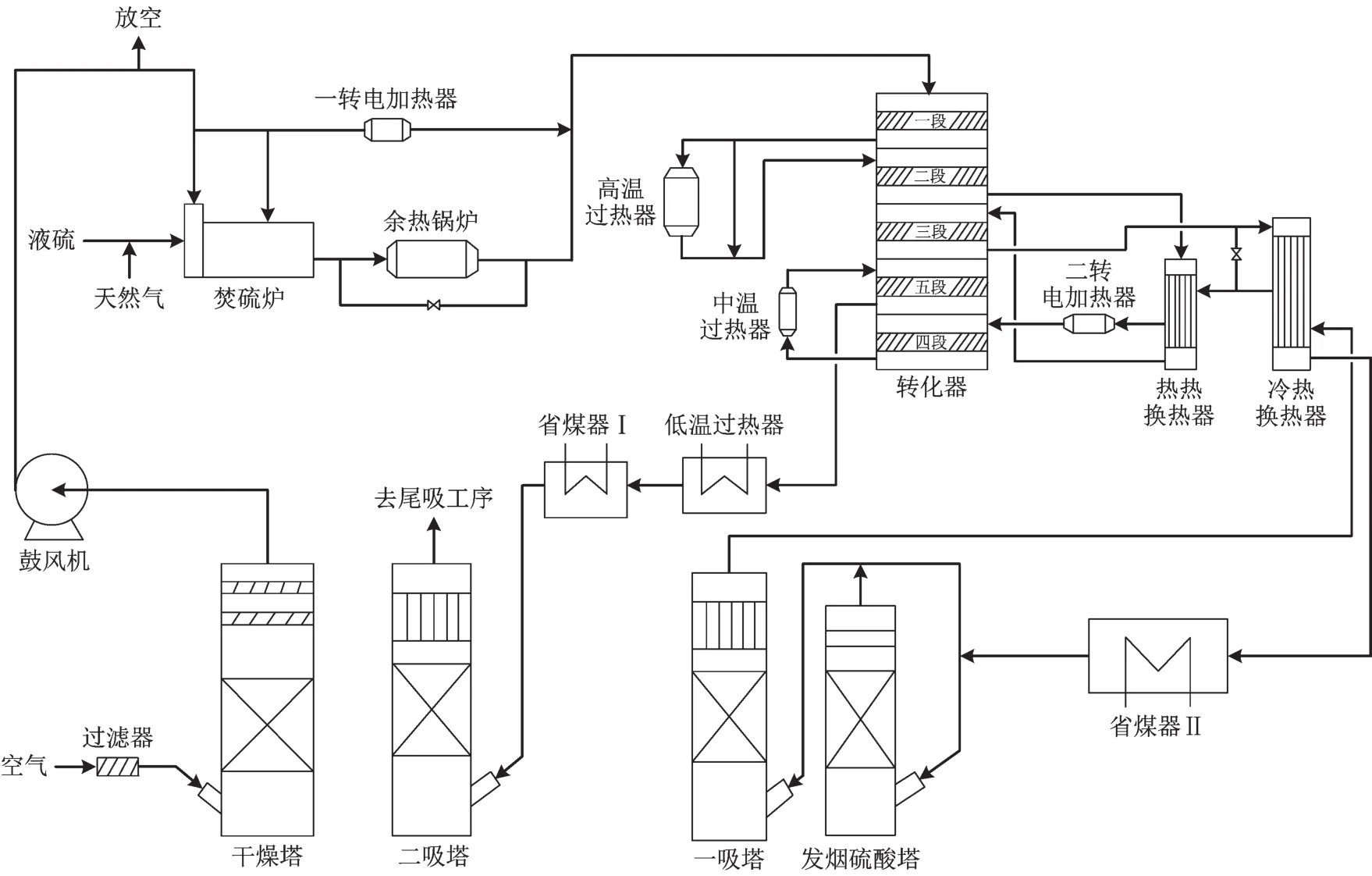
图1 硫黄制酸工艺流程
自然空气经过滤器过滤后,进入干燥塔的下部,在塔填料中与喷淋而下的w(H2SO4)96%左右的浓硫酸充分接触后被干燥,过滤、干燥后的空气由鼓风机送入焚硫炉内,与由精硫泵供给的经磺枪雾化后的液硫充分接触燃烧(在焚硫炉的后半部有二次空气补充,有助于硫燃烧充分)。1 000 ℃左右的炉气进入余热锅炉,加热炉水,炉水被加热后变成饱和蒸汽,而锅炉出口的炉气则降至400 ℃以下,与从锅炉旁路副线(一段进口温度调节副线)来的少量高温炉气混合后,温度达到410~415℃后进入转化器反应。分别经转化器一、二、三段反应和各换热器换热后,炉气再经省煤器Ⅱ进一步降温至180~200 ℃,进入一吸塔[w(H2SO4)105%发烟硫酸塔]进行吸收反应。从一吸塔顶部出来的炉气依次经冷热换热器和热热换热器换热后温度升至415~420 ℃进入转化器四段反应。转化器四段出口炉气经中温过热器换热后温度降至415~420 ℃,进入转化器五段进一步反应。转化器五段出口炉气经低温过热器和省煤器I降温至180 ℃左右进入二吸塔进行吸收反应。二吸塔顶部出口的尾气进入尾气吸收系统,通过氢氧化钠溶液吸收尾气中的SO2气体后,再进入水洗塔、二级电除雾器去除硫酸雾,最后经放空烟囱达标排放。
2 存在问题及原因分析
2.1 焚硫炉出口高温热副线阀故障
2022年装置按计划停车修理期间,发现焚硫炉出口高温热副线阀出现故障。该阀门已使用11年,阀轴两端均被高温氧化腐蚀,出现断裂现象,阀瓣脱落卡死。经过长时间的高温氧化腐蚀,阀轴端部腐蚀呈圆锥形,见图2。

图2 阀轴端部腐蚀情况
2.2 焚硫炉进口烟道内衬脱落
系统停车前,鼓风机出口至焚硫炉的管线在正常生产时出现阶段性的异常响声。查看DCS数据,系统整体阻力上涨了2 kPa左右。经现场检查,发现焚硫炉炉头附近热辐射异常增大,焚硫炉炉头外部的壳体温度高达120 ℃,高处进口部分位置最高到150 ℃。初步判断焚硫炉进口垂直烟道内衬有脱落现象,掉下来的内衬堵塞进风管道,造成风机出口阻力上涨,现场发出异常响声。停车后检查,发现焚硫炉进口垂直气道部分内衬脱落坍塌,堵塞磺枪旋流板;焚硫炉内部进口端面的内衬砖墙上部近3 m已全部坍塌脱落,磺枪旋流板移位、变形。焚硫炉进口气道修复前后对比见图3。

图3 焚硫炉进口气道修复前后对比
3 焚硫系统改造措施及效果
3.1 高温热副线阀修理
对高温热副线阀拆解修理,拆除阀门尾轴后,把阀板水平定位固定,在输入轴和阀板之间安装一个尺寸较大的合金套,将两端水平焊接固定,安装尾轴;在尾部阀轴和阀板之间也安装一个较大的合金轴套,起到定位和支撑的作用(不焊接);最后再校正阀板水平,整体继续焊接加固。
在冷态状况下对阀门进行电动全开全关试验,试验结果显示:阀门能正常开关,反馈信号正常,阀门开度显示与现场阀瓣位置能一一对应,没有卡塞现象;系统喷磺开车时,转化器一段反应温度调节控制正常,阀门开关调节正常。采用上述方法对阀门进行修理节省了阀门修理时间,同时节约阀门采购费用约20万元。
3.2 焚硫炉内衬修复
由于计划停车时间短,考虑到今后一段时间系统的安全稳定性,装置经过周密讨论制定了焚硫炉内衬的修理方案。7 d后,炉头两处破损的内衬完成整体重做,施工修理结束。按照厂家提供的烘炉时间要求进行烘炉,烘炉条件见表1。
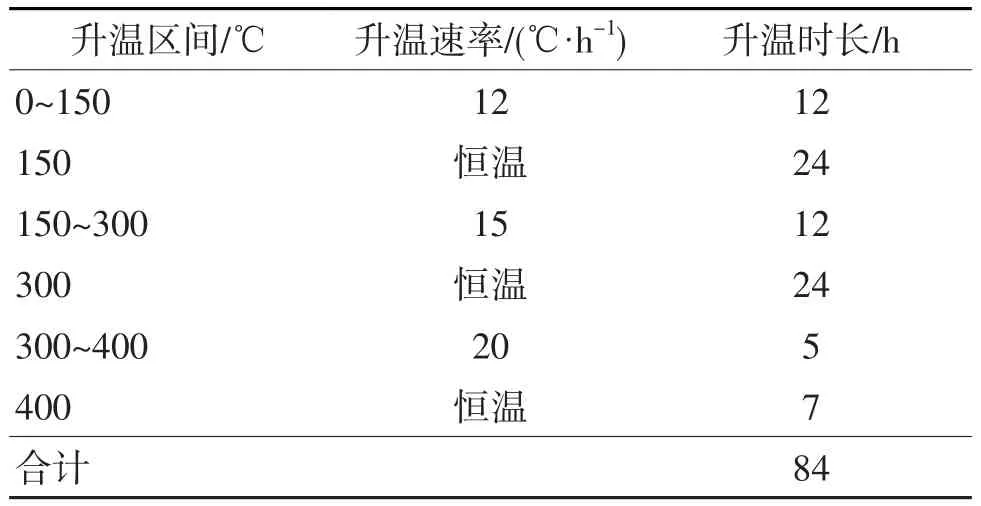
表1 焚硫炉烘炉条件
目前焚硫炉升温采用天然气加热的升温方式,原始设计天然气流量大,无法满足烘炉低温段的温度要求(200 ℃以下)。如果采用原始木材烘炉,最终还要熄火降温清理炉内的底灰等垃圾,增加停车时间。
笔者根据装置现场生产装置的布置特点,提出采用一转电加热器升温进行焚硫炉低温段烘炉,温度升到300 ℃以上再采用天然气烘炉。冷空气从热循环风机进口试车阀进入,经一转电加热器加热后通过高温副线阀进入焚硫炉尾部,从炉头放空阀排气。通过高温副线阀开度和热循环风机电机调频调节烘炉所需温度,300 ℃以上烘炉采用原来的引风机加天然气升温的方式进行烘炉,直至焚硫炉温度升到400 ℃,烘炉结束后直接转为焚硫炉升温。焚硫炉烘炉热空气流程见图4。
图4中相关阀门操作位置及开关状态见表2。
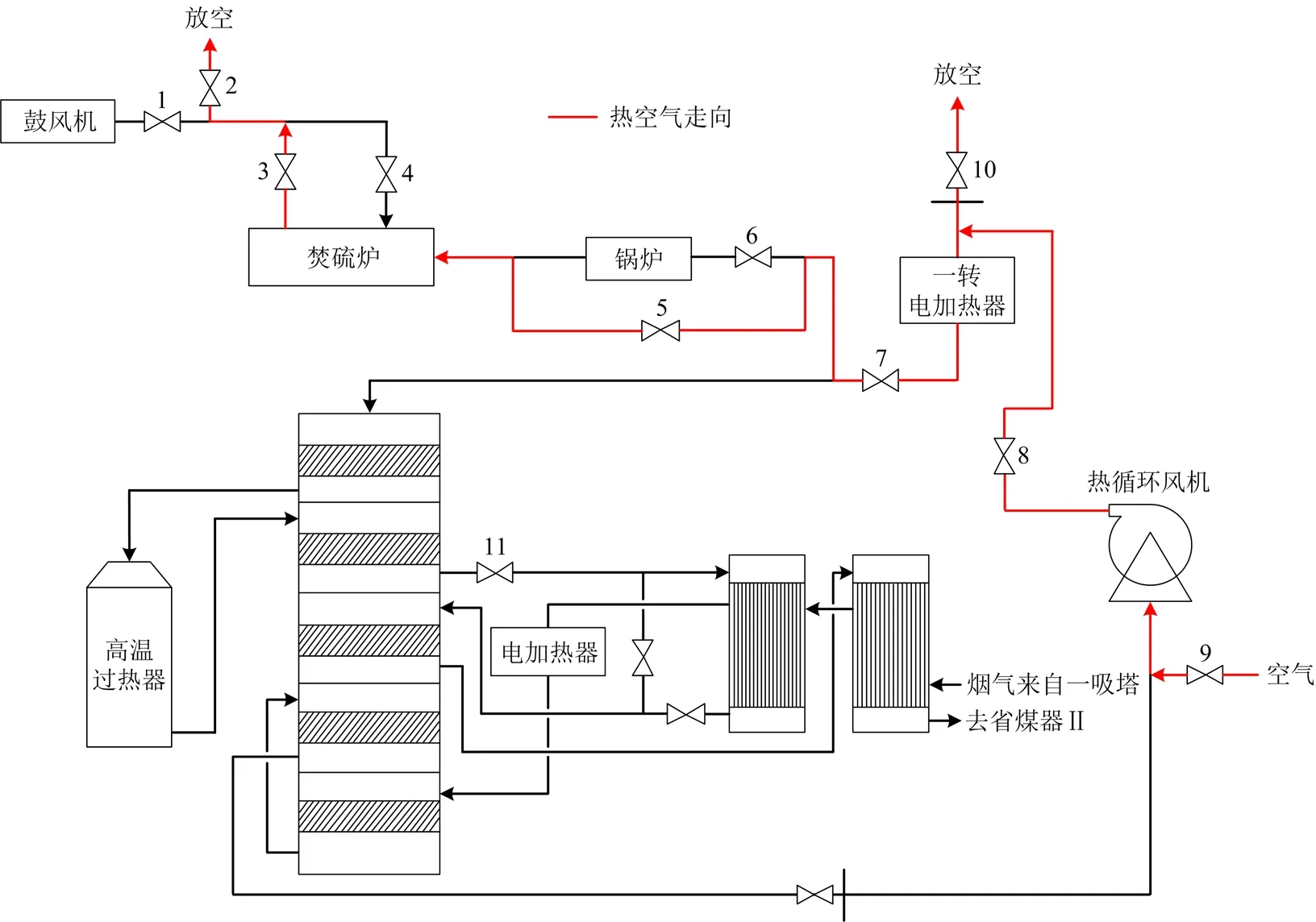
图4 烘炉热空气流程
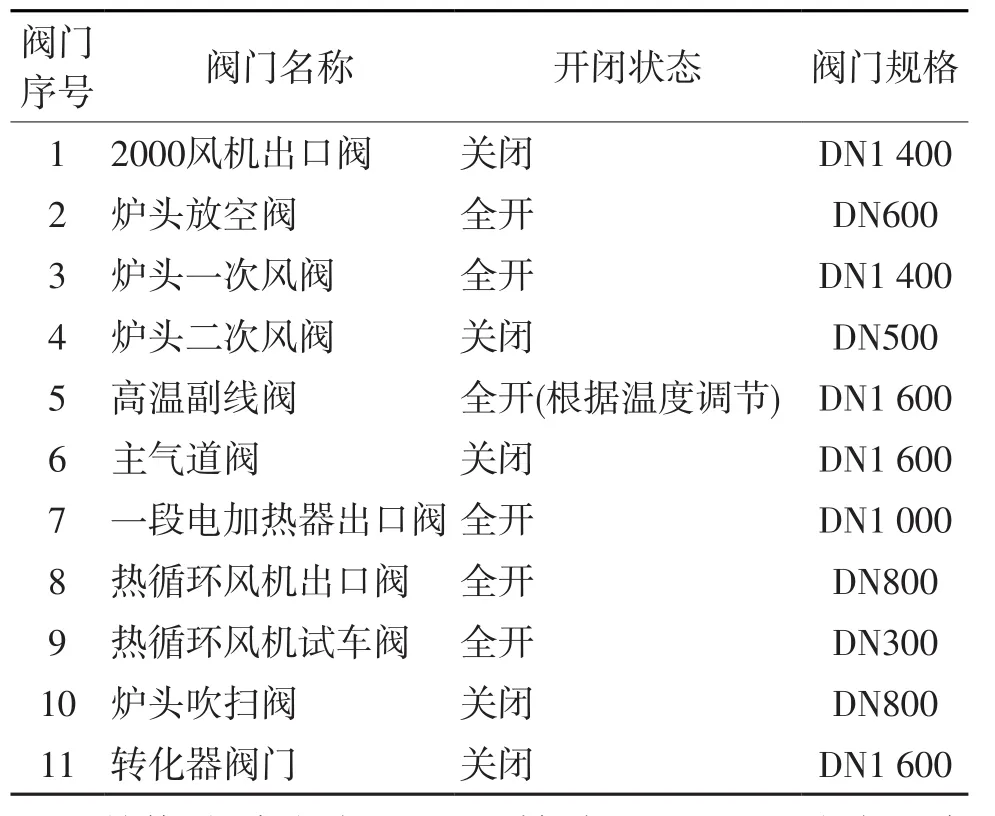
表2 阀门操作位置及开关状态
焚烧炉烘炉从26 ℃开始升温,8 h后炉头温度达到100 ℃左右,又经3 h烘炉炉头温度达到136℃,随后温度基本维持在140~150 ℃,温度控制稳定,岗位操作简单,操作人员在总控室监控烘炉温度指标,根据烘炉时间曲线要求,通过调节风机输送风量调节烘炉温度,使烘炉程序正常进行,保障设备的使用寿命。84 h后烘炉操作圆满完成,各时间段温度控制均满足施工技术要求,装置按计划关停电加热器和热循环风机,改用天然气对焚硫炉继续进行开车升温,升温结束后系统喷磺开车,一次成功。
4 结语
高温热副线阀是硫黄制酸生产中关键的操作控制阀门,直接影响转化器各段温度指标的调节与控制,影响转化器内催化剂的正常使用,此次修理及时解决了现场阀门故障,对保证系统按时恢复生产起到了关键性作用。首次利用转化器一段电加热器加热空气的方式对焚硫炉进行烘炉操作,效果良好,解决了以往低温段无法正常烘炉操作的弊端,大大降低了岗位人员升温操作的劳动强度与安全风险,为系统安全稳定运行奠定了基础,为今后焚硫炉烘炉提供了新的方法。
猜你喜欢
冶金信息导刊(2024年3期)2024-06-29 09:38:51
矿业工程(2022年3期)2022-06-22 01:02:26
硫酸工业(2020年12期)2020-03-01 18:35:53
科技信息·中旬刊(2018年5期)2018-10-21 13:43:14
纯碱工业(2018年3期)2018-06-14 09:42:12
纯碱工业(2017年2期)2017-04-20 02:57:21
中国工程咨询(2016年11期)2016-01-31 03:10:44
上海金属(2015年3期)2015-11-29 01:10:04
鞍钢技术(2015年2期)2015-04-25 03:31:38
纯碱工业(2013年1期)2013-09-15 04:31:56