
废旧三元锂电池正极材料浸出液中和除铝的研究
2022-07-04 11:45:41张贺杰
科学与财富 2022年6期
关键词:杂质
张贺杰


摘 要:废旧三元锂电池正极材料经过600℃焙烧3h后,采用硫酸法浸出,NaOH固体和50g/LNa2CO3溶液作为中和剂调节浸出液pH生成铝沉淀进行脱除,将沉淀冲洗、干燥后取部分用硫酸进行溶解,采用ICP-6300进行元素含量的测定。结果表明,浸出液在pH=6为最优的除铝条件,此时溶液中铝的沉淀效率达到99%以上, Cu和Fe基本脱除,这种情况下Mn,Co,Ni也产生了不同程度的沉淀,沉淀中的Al/Mn,Al/Co,Al/Ni分别为90,8,2,共沉淀过程中沉淀效果Ni>Mn>Co。
关键词:废旧三元锂电池回收;硫酸法浸出;杂质;中和除铝
1前言
自20世纪90年代锂离子电池进入商业化以来,由于其具有电压高、体积小、质量轻、比能量高、无记忆效应、自放电小、寿命长等优点已广泛应用到移动电话、笔记本电脑、摄像机、数码相机等众多领域[1]。如今,随着新能源汽车的蓬勃发展,生产的锂离子电池的数量快速增长,废旧电池的数量也在急剧增加,预计2020年用过的锂电池的数量和重量分别超过250亿和50万吨[2]。其中废旧锂离子电池中有价金属元素(Li、Co、Mn、Ni等)具有极高的回收价值[3]。回收废旧锂离子电池中的有价金属既能保护生态环境,又能缓解有限自然资源与不断增长的消费需求之间的矛盾。
LIB的回收过程包括物理过程和化学过程。物理过程包括预处理等拆解,破碎,筛分,磁选,洗涤,热预处理等。化学过程可归类为湿法冶金工艺中浸出,分离,萃取等。其中浸出过程包括无机酸(H2SO4[4],HCl[5],HNO3[6])浸出和有机酸(,乳酸,柠檬酸, L -酒石酸等)浸出。
目前除铝大致分为2种方法,一是直接将废旧锂电池粉末原材料用碱浸出。A.A.Nayl 等[7]采用氨水对电池粉末中的铝进行浸出,其中在4M NH3H2O、液固比15/1、温度60℃、时间1h反应条件下,Al的浸出效率为97.8%。但是这类方法存在步骤繁琐、浸出效果不彻底、成本较高等问题。二是对废旧电池浸出液加碱进行中和反应除铝,S.P.Barik等[8]通过采用氢氧化钠和碳酸钠调整电池浸出液的pH至6.5,浸出液中Al,Fe,Cu的沉淀率达到99%以上,但是浸出液中的Co, Mn, Ni损失率分别为6.7%, 15%, and 19.4%。这类方法操作简单,沉淀率高,但是由于铝和Co, Mn, Ni的Ksp值相似,在除铝过程中会发生共淀现象。
本文主要针对废旧电池浸出液中除铝过程进行研究,分别模拟了在不同条件下Al和NI,Co,Mn产生沉淀的变化,并对真实溶液中除铝进行了研究。
2实验
2.1原料与试剂
所有溶液均在去离子水中制备,所有试剂均为分析纯未进一步提纯。废旧锂电池粉末是各种废旧锂电池正极材料的混合物。实验中所用的硫酸铝、硫酸镍、硫酸锰、硫酸钴、硫酸钠、碳酸钠试剂全部由中国国药化工股份有限公司提供。
2.2实验方法
2.2.1模拟实验
为了优化除铝条件,在不同pH、温度、SO42-浓度和Ni2+,Co2+,Mn2+浓度条件下进行研究。实验步骤如下:首先,向烧杯中倒入200ml反应液,通过水浴锅控制温度25℃,控制搅拌速度为250rpm,蠕动泵速度4ml/min滴加50g/L的Na2CO3溶液,pH剂控制溶液的pH值。反应结束后将溶液进行过滤并用80℃的去离子水进行冲洗。
通过下面公式计算浸出液中的沉淀效率QAl:
QAl =(1-C1V1/C0V0)x100%
其中QAl是浸出液中Al的沉淀效率;
C0和C1分别是沉淀前后溶液中铝离子的浓度(mol / L);
V0和V1分别是沉淀前后的液体体积(L)
将干燥后的沉淀用硫酸进行溶解后,分析溶液中各元素的含量,并且按下面公式计算沉淀中Al与各元素的比例:
Al/X=mAl/mX
其中Al/X表示沉淀中Al与其他元素百分含量的比值,X表示Mn,Ni,Co;
mAl表示沉淀中Al所占其质量的百分比;
mX 表示沉淀中Mn,Ni,Co所占其质量的百分比
2.2.2废旧三元锂电池浸出液实验
将废旧锂电池粉末在马弗炉600℃焙燒3h后,用20%H2SO4溶液和6%H2O2溶液进行浸出,其中反应温度60℃,反应时间2h,固液比100g/L,转速300rpm。在用氢氧化钠固体将浸出液的pH值调至2-3,浸出液中各元素含量用ICP检测后结果见表1。真实溶液实验反应步骤和上述模拟实验一致。
2.3分析检测
采用ICP-6300进行溶液浸出溶液中Li、Ni、Co、Mn、Al、Fe、Cu及沉淀固体(渣)中元素含量的测定;采用Empyrean型X射线衍射仪(XRD,工作电压40KV,工作电流为40mA,扫描范围5°-90°)测定沉淀固体物相,FEI MLA 250 型矿物解离分析仪及能谱仪(EDX,捷克 FEI 电子光学公司)对沉淀行形貌和能谱分析。
3结果与讨论
3.1模拟实验除铝的研究
本文探究Al在沉淀过程可能受到的影响因素,进行了不同温度,pH值,硫酸根浓度,Mn离子浓度,Co离子浓度,Ni离子浓度条件实验。为了保证溶液体系与浸出液相似,通过添加硫酸钠固体维持溶液中硫酸根浓度在100g/L左右。
3.1.1不同pH值下除铝
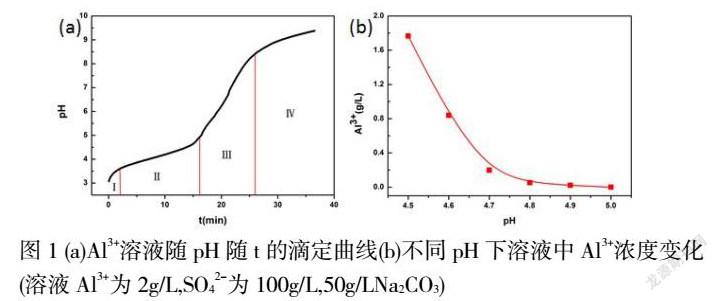
在Al为2g/L, SO42-为100g/L 溶液中通过4ml/min滴加50g/LNa2CO3溶液进行中和反应,绘制出了一条纵坐标为pH与横坐标为t的滴定曲线见图1(a)。由图可知,滴定曲线主要分为四个阶段。其中第Ⅰ和Ⅲ阶段,此时pH=3-3.8和pH=5-8.5滴定曲线随时间的增加幅度变化较大,主要是H+和OH-发生的中和反应;第Ⅱ和Ⅳ阶段,此时pH=3.8-5和pH>8.5滴定曲线随时间的增加变化比较缓慢,分别发生Al3+的沉淀反应和Al(OH)3沉淀溶解反应。因此,在第Ⅱ阶段pH下观察溶液中Al3+脱除情况结果见图1,由图可知,在pH=4.5-4.7的过程中,溶液中的Al3+含量急剧下降,从1.8g/L到0.2g/L,在pH=4.8-5时,溶液中的Al3+含量逐渐减少直至为0。结果表明溶液中Al3+大部分沉淀发生在pH=4.5-4.7。
3.1.2 不同浓度下除铝
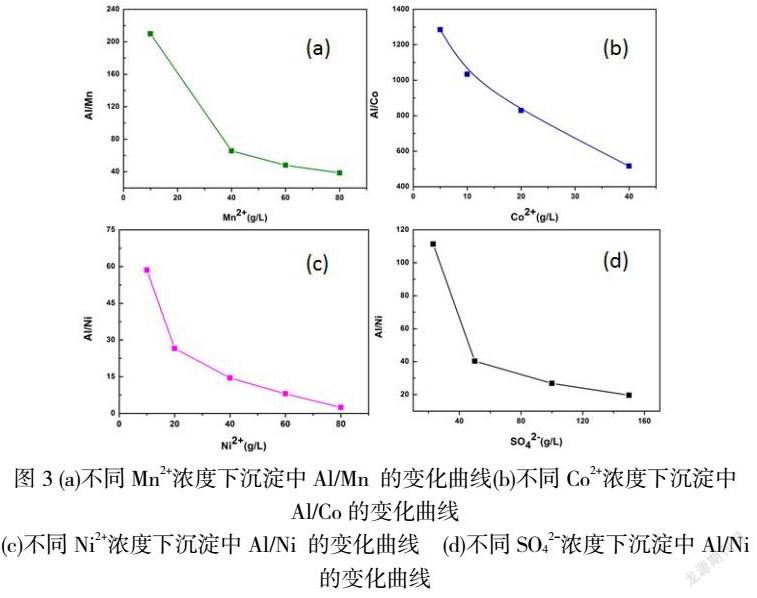
在不同浓度下对脱铝进行研究时,控制终点pH=5,这时溶液中Al3+已经沉淀完全,来分析沉淀中各元素含量的变化。图3(a)展示了溶液中不同Mn2+浓度对沉淀中Al/Mn的影响。随着Mn2+的浓度从10g/L增加到80g/L,沉淀中Al/Mn从209.9降低到38.5。图3(b) 展示了溶液中不同Co2+浓度对沉淀中Al/Co的影响。随着Co2+浓度的从5g/L增加到40g/L,产生的沉淀中Al/Co从1285降低到516,。图3(c)展示了随着溶液中镍浓度的从10g/L增加到80g/L,产生的沉淀中Al/Ni从58.5降低到2.46。从图5(a)(b)(c)数据结果可知,随着Ni2+,Mn2+,Co2+的浓度升高沉淀中Ni,Mn,Co含量也随之升高,不利于铝的单方面脱除。在相同的Ni2+,Mn2+,Co2+浓度条件下生成的沉淀中Al/Ni>Al/Mn>Al/Co,由此可知,在除Al过程中,Mn,Co,Ni产生共沉淀效果Ni>Mn>Co。
图3(d)通过保持溶液中Al含量为2g/L和镍含量为20g/L不变,改变溶液中的硫酸根含量观察沉淀中Al/Ni,可以看出随着溶液中硫酸根浓度23g/L到150g/L,沉淀中的Al/Ni从111.3降低到19.63.溶液中硫酸根浓度越高导致了沉淀中镍含量的增加,表明硫酸根升高不利于Al的单方面脱除。
3.1.3不同温度下除铝
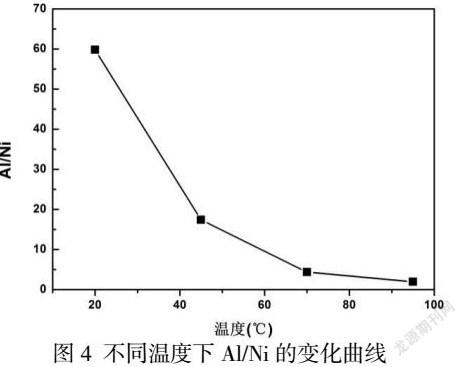
溶液中Al含量为2g/L,Ni含量为20g/L和SO42-含量为100g/L,改变反应溶液的温度观察沉淀中Al/Ni的值,由图4可知,随着温度的升高Al/Ni值从60急剧减小到1, 可以看出溶液中Ni2+的沉淀量受温度的影响很大,温度升高加剧了Ni的沉淀,不利于Al的单方面脱除
3.2真实溶液除铝
将浸出液在温度25℃,转速250rpm,蠕动泵4ml/min,50g/LNa2CO3,不同pH下进行中和除铝,通过ICP检测溶液中各元素变化结果见表2。从表中可以看出随着pH值的增高溶液中Al,Cu,Fe变化较为显著,Fe在pH=5.5以后就基本为0,Al和Cu从初始的2.281g/L和1.381g/L较少到12ppm和25ppm基本上已经全部沉淀。其中pH=6和pH=6.5除铝效率变化很小,从而选择pH=6为最佳沉淀pH值。
为了更好地了解有价金属的沉淀情况,将沉淀酸溶后进行了ICP检测。在不同pH下的Al/Mn,Al/Co,Al/Ni,可以看出沉淀中Al/Mn在811到90,表明在反应过程中Mn的沉淀量不高。而Al/Co,Al/Ni分别从64到8和30到2 ,可以看出Co和Ni产生了不同程度上的沉淀。实验结果与模拟实验结果一致,Mn,Co,Ni和Al产生共沉淀效果Ni>Co>Mn。
3.小结
通过采用硫酸法浸出废旧三元锂电池,对其在不同条件下的脱铝效果和浸出液中和除铝进行了研究,得出如下结论:
1)在高硫酸根体系下,除铝产生的沉淀是产生的沉淀是类似铝钒土的一种物质,物相为Al2SO4(OH)4!7H2O;
2)不同条件除铝过程中,温度、硫酸根和Ni2+,Co2+,Mn2+浓度过高不利于铝的单方面去除;
3)在废旧电池浸出液除铝过程中,pH=6为最优终点pH值,其中溶液中Al的沉淀率达到了99%以上, Cu和Fe基本去除,Mn,Co,Ni产生了不同程度的沉淀沉淀中Al/Mn,Al/Co,Al/Ni分别为90,8,2,共沉淀过程中Ni>Mn>Co.
参考文献:
[1]Barik, S.P., Prabaharan, G., Kumar, L., Leaching and separation of Co and Mnfrom electrode materials of spent lithium-ion batteries using hydrochloric acid:laboratory and pilot scale study. J. Clean. Prod. 147(2017), 37–43.
[2]Hongming Zhou, Xiuxiu Zhao , Chengjie Yin , Jian Li . Regeneration of LiNi 0.5 Co 0.2 Mn 0.3 O 2 cathode material from spent lithium-ion batteries.Electrochimica Acta 291 (2018) 142-150
[3]Shin, S.M., Kim, N.H., Sohn, J.S., Yang, D.H., Kim, Y.H.,.Development of a metal recovery process from Li-ion battery wastes. Hydrometallurgy 79 (2005), 172–181.
[4]鄧朝,勇张谊,杨茂麟,徐本军,硫酸-双氧水浸出废旧锂离子电池中的钴[J],电池,2011,41(3),170-171
[5]M. Joulié, R. Laucournet,E. Billy, Hydrometallurgical process for the recovery of high value metals from spent lithium nickel cobalt aluminum oxide based lithium-ion batteries,Journal of Power Sources 247 (2014) 551-555
[6]C.K. Lee, K.I. Rhee, Reductive leaching of cathodic active materials from lithiumion battery wastes, Hydrometallurgy 68 (2003) 5–10.
[7] Daniel Alvarenga Ferreira, Luisa Martins Zimmer Prados, Daniel Majuste, Marcelo Borges Mansur, Hydrometallurgical separation of aluminium, cobalt, copper and lithium from spent Li-ion batteries, Journal of Power Sources 187 (2009) 238–246
[8]Jingu Kang, Gamini Senanayake,Jeongsoo Sohn, Shun Myung Shin, Recovery of cobalt sulfate from spent lithium ion batteries by reductive leaching and solvent extraction with Cyanex 272, Hydrometallurgy 100 (2010) 168–171
猜你喜欢
中国抗生素杂志(2022年7期)2022-08-18 03:22:36
云南化工(2021年8期)2021-12-21 06:37:30
艺术品鉴(2020年6期)2020-12-06 10:49:08
计测技术(2020年6期)2020-06-09 03:27:30
农药科学与管理(2019年10期)2019-04-20 07:12:56
中国盐业(2018年12期)2018-09-21 07:14:10
领导文萃(2017年6期)2017-03-24 09:31:39
中学生数理化·高一版(2016年7期)2016-12-07 20:47:07
电源技术(2016年2期)2016-02-27 09:05:18
中国资源综合利用(2016年10期)2016-01-22 08:36:08
