某型飞机座舱气密时间不达标故障分析
2022-07-03 14:41:26李政阳狄育通
航空维修与工程 2022年6期
李政阳 狄育通
摘要:某型飞机总装后达到接收标准进行第三阶段气密试验时,发现气密时长不达标。通过现场勘查和建立故障树,结合故障现象和装备原理进行分析,揭示了导致座舱气密时长不足的原因,并提出了相应的改进措施,为后续开展同类维修工作提供参考。
关键词:座舱气密;故障分析;改进措施
Keywords:cockpit tightness;fault analysis;improvement measures
飞机座舱是为飞行人员提供有效防护航空飞行中异常环境因素(如缺氧、高速气流等)危害的工作和生活场所,一旦座舱气密失效,将产生不可估量的严重后果。
1 故障现象
某型飞机在试飞站进行第三次气密试验时,发现座舱压力从40kPa降到10kPa的时长为10min40s,不能满足相关技术要求[1]。进一步检查发现,舱门对缝、舱盖对缝等处存在明显漏气现象[2]。
2 工作原理
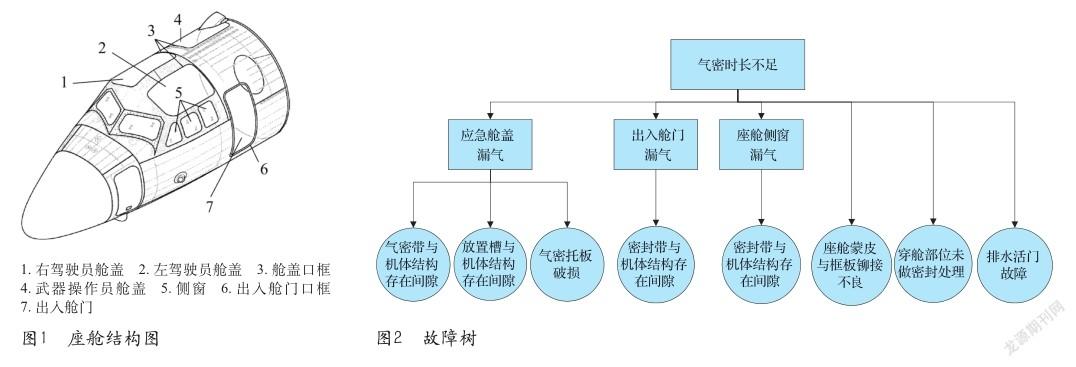
座舱是驾驶员操纵飞行器的密闭空间,由飞机发动机压气机的引气系统将高空稀薄的空气压缩后输入舱内,向座舱供气增压,保持舱内必要的空气含氧量和适当的气温,以满足驾驶员生理和工作需要[3]。座舱主要结构如图1所示。
3 故障原因分析
3.1 问题定位
对可能引起故障的因素进行梳理,制定座舱气密时长不足的故障树,对每个底事件进行分析、排查,找出问题产生的原因。故障树如图2所示。
根据故障现象及故障树可知,座舱气密时长不足故障与下列因素有关:舱盖气密带与机体结构存在间隙、舱盖气密带放置槽与机体结构存在间隙、气密托板破损、舱门密封带与机体结构存在间隙、侧窗密封带与机体结构存在间隙、座舱蒙皮与框板的密封铆接不良、排水活门故障、穿舱部位[4]未做密封处理等。
3.2 检查情况
根据故障树对故障定位的末端因素,制定方案,逐条进行排查分析。
1)舱盖密封带与机体结构存在间隙
座舱气密试验时,发现舱盖周边局部出现明显漏气,做出标识后进入舱内进行检查,发现舱盖气密带增压后,对应漏气部位的气密带与舱盖结构周边接触面存在间隙,舱内压力经此处向外界泄漏。采用接触面涂刮XM-33密封剂的方式进行处理,该处明显漏气现象消除,气密试验时间有所增加。此因素为故障主要因素之一。
2)放置槽与机体结构存在间隙
经现场检查,气密带放置槽已涂刮XM-33密封剂进行处理,且密封剂涂刮平整无气孔及破损,舱内压力无法从气密带放置槽处向外界泄漏。此因素可排除。
3)气密托板破损
检查发现驾驶员舱盖上的气密托板部分存在明显漏气现象,原因是部分气密托板损坏导致其密封性失效。将气密托板全部更换,并在接触面刮涂XM-33密封剂进行密封。该明显漏气现象消失,气密试验时间有所增加,此因素为故障主要因素之一。
4)舱门密封带与机体结构存在间隙
现场对座舱内进行增压,发现舱门与机体结构间有压力泄漏现象。采用接触面涂刮XM-33密封剂的方式进行处理,该处明显漏气现象消除,气密试验时间有所增加。此因素为故障主要因素之一。
5)侧窗密封带与机体结构存在间隙
现场对座舱内进行增压,未发现侧窗与机体结构间有压力泄漏现象,此因素可排除。
6)座舱蒙皮与框板密封铆接不良
经确认该机在座舱结构修理过程中座舱蒙皮与框板的密封性良好,且现场在对漏气点的确认未发现蒙皮与框板的密封铆接不良现象。此因素可排除。
7)穿舱部位未做密封处理
经现场确认,该机穿舱部位所做密封措施良好,未发现漏气现象。此因素可排除。
8)排水活门故障
排水活门为修理中的必换件,大修时进行了换新处理,现场气密试验检查未发现排水活门异常现象。此因素可排除。
3.3 分析结论
以座舱气密时长不足为顶事件列出故障树,对底事件逐项排查,得出舱盖气密带与机体结构存在间隙、气密托板损坏、舱门密封带与机体结构存在间隙是导致座舱气密时长不足的主要原因。
4 改进措施
4.1 完善技术文件
1)气密托板湿铆
对相关技术文件进行明确,在第一、二次气密试验发现气密托板漏气时必须全部换新,气密托板换新必须进行湿铆(蘸XM-33密封剂并垫腻子布或直接衬垫XM-21B胶膜进行铆装),完成后在密封托板周边再次涂刮XM-33密封剂以保证密封性[5]。
2)明确气密带槽刮胶位置
对相关技术文件进行明确,气密带槽刮胶处(见图3)所刮XM-33密封剂不应有开裂、气孔,如有开裂、气孔应铲除、清潔,并重新调制XM-33密封剂进行刮涂。
4.2 优化工序
将座舱第二阶段气密试验时更换新气密带的工序调整至座舱第一阶段气密试验时更换,这样能提前发现新气密带安装后座舱气密明显漏气点,提前进行故障的识别与排除,节省第二阶段气密试验工作时间。
4.3 应用新材料
经新材料试验验证,在保证气密带凸出量的前提下,可在驾驶员舱盖周边刮涂环氧树脂AB胶替代XM-33密封剂,弥补气密带与驾驶员舱盖之间的间隙。环氧树脂AB胶相比XM-33密封剂,具有配制简便、固化时间短(20℃下2~3h即可固化)、便于修补的特点,待环氧树脂AB胶固化后打磨进行气密试验,可消除因涂刮XM-33密封剂带来的厚度难以修补、固化时间长等问题。
5 总结
针对某型飞机第三阶段气密时长不足问题,分析得出舱盖气密带与机体结构存在间隙、气密托板损坏、舱门密封带与机体结构存在间隙是导致气密时间不达标的关键因素,从完善技术文件、优化工序以及新材料应用三方面给出了有效的预防措施,极大地保证了该型飞机的飞行安全。

参考文献
[1]孙文博.影响座舱气密性因素分析及控制[J].西飞科技,2015,30(3):25-26.
[2]杜峰.飞机座舱气密试验中三阀联动应急卸载保护装置研究[J].工程与试验,2018,45(6):37-39.
[3]熊武一,周家法.军事大辞典(下)[M].北京:长城出版社,2000:2806.
[4]陶梅贞.现代飞机结构综合设计[M].西安:西北工业大学出版社,2007:150.
[5]陈果.航空器检测与诊断技术导论[M].南京:南京航空航天大学出版社,2011. 390-393.
猜你喜欢
科技视界(2016年18期)2016-11-03 00:07:51
中国科技博览(2016年22期)2016-11-01 16:52:33
经营者(2016年12期)2016-10-21 09:53:46
中国科技博览(2016年19期)2016-10-19 13:09:38
中国市场(2016年36期)2016-10-19 04:28:06
商场现代化(2016年22期)2016-10-18 19:22:23
科学与财富(2016年28期)2016-10-14 19:00:08
科学与财富(2016年28期)2016-10-14 18:55:21
科学与财富(2016年28期)2016-10-14 05:04:40
科学与财富(2016年28期)2016-10-14 02:16:38