MARK III型LNG薄膜舱粘连研究
2022-06-27 08:09秦建国赵建宇李志林
江苏船舶 2022年2期
秦建国,赵建宇,李志林
(扬州中远海运重工有限公司,江苏 扬州 225200)
0 引言
MARK III型LNG薄膜舱技术在国际海事组织海上环境保护委员会第73和74届会议决议生效后快速发展。以运输船为主的MARK III型LNG薄膜舱近年来不断应用于LNG燃料舱和陆地储罐项目。MARK III型薄膜舱由主屏壁、次屏壁和绝缘层组成,其中:主屏壁为304L不锈钢加工成型,次屏壁为三层复合材料,绝缘层是加强聚氨酯泡沫为主的复合绝缘板材。
次屏壁依靠胶水粘连在绝缘层上,形成封闭的空间。LNG船舶在运营过程中,若主屏壁受损泄漏,次屏壁能够阻止超低温的LNG液体直接接触到船体结构,确保至少15 d内不会对船体结构产生影响。目前,国内对于围护系统仍停留于绝热材料的研究上,对粘连过程的方式、施工质量的检查等研究严重匮乏。为此,本文以17.4万mLNG运输船为例,通过对粘连的对象、粘连的方式、粘连的工艺等进行深入的研究,得出粘连的施工工艺流程,以期在船舶建造中有效地指导生产计划和质量计划的编制,保证LNG船围护系统建造有序进行。
1 次屏壁及粘连介绍
MARK III技术的粘连是将柔性次屏壁(FSB)粘连至刚性次屏壁(RSB)上,形成完整屏障的过程。其中的FSB和RSB均由两层玻璃纤维布中间夹铝箔制成,依靠胶水进行固定,见图1。

图1 FSB/RSB构成及粘连示意图
在粘连开始前,为保证粘连质量可靠,GTT要求按照图2程序进行认证后方可进行施工。

图2 粘连施工认证流程
在粘连工作开始前,应进行粘连施工工艺认证,将所有在施工中应用的参数、位置在样块上进行试验,并记录好相应参数,形成将用于实船的施工工艺;利用此施工工艺,进行工人的培训及认证,未经认证的工人不允许在实船进行施工;在所有的施工工艺和工人得到认可后,粘连工作方可开始。
2 粘连的分类
实际施工时为保证施工效率,平面区域采用自动粘连,角区和自动粘连无法到达的位置(Dead Zone)使用手工粘连。粘连基本的分类见表1。
由表1可知:自动粘连用于大范围的平面粘连及135°的边缘区域的粘连,其他位置均采用手工粘连+热压板加热进行硬化。特别是一些特殊区域,涉及次屏蔽和不锈钢的粘连,需要选用不锈钢粘连效果更快的PU15胶水。次屏壁粘连所需的所有胶水均来源于Bostik这一厂家,目前无第二家GTT认可的厂家选择,在材料订货时需特别注意。

表1 粘连施工分类
3 粘连的过程
3.1 自动粘连
货舱内80%的粘连工作依靠自动粘连完成,自动粘连的位置见图3。

图3 自动粘连位置示意图
自动粘连的步骤包括:
(1)桥连。自动粘连不需要搭建轨道,利用模块自身的凹槽即可,但在顶桥板位置由于模块不连续,需使用T型钢桥粘连以便进行长距离粘连。
(2)RSB测试。
(3)胶水配比、硬度、虎斑纹测试。测试胶水机器可以正常供给胶水,混合情况良好,达到好的粘连质量。
(4)粘连日常测试(3 m),保证自动粘连机器工作稳定。
(5)样本检测。对日常测试的样本进行目视检查,保证粘连质量。
(6)剥离测试。剥离粘连样本,检查胶水的情况是否有气泡等不符合标准的情况。
(7)自动粘连开始。待以上准备和测试工作完成后,方可进行粘连。混合后的胶水应在15 min内完成粘连。
(8)粘连完成后,逐步拆除桥连结构,并将残留在机器内的胶水进行清理。
3.2 手工粘连
货舱内剩余的20%需要手工粘连,手工粘连的区域见图4。
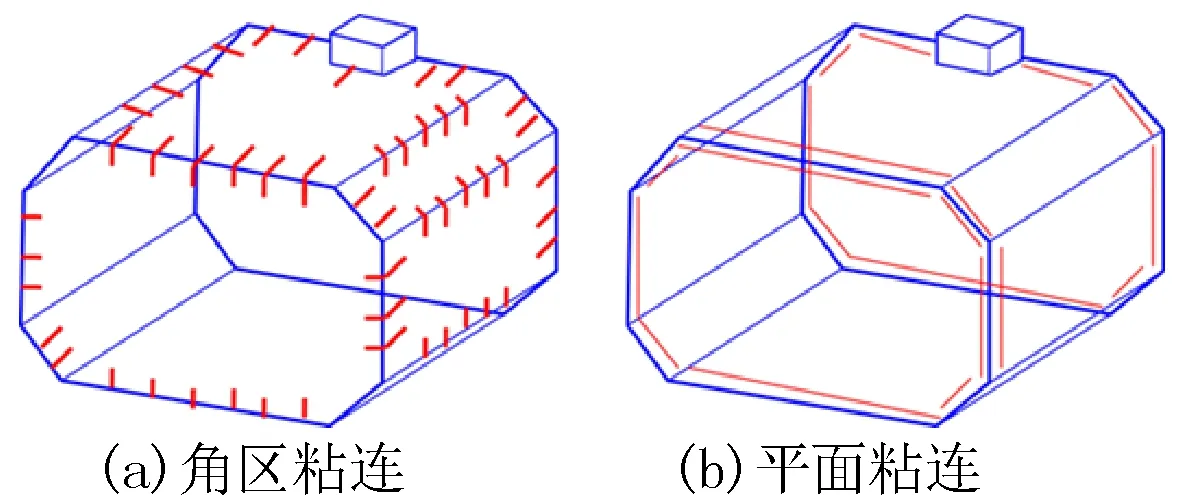
图4 手工粘连区域示意图
手工粘连的步骤包括:
(1)混合比、硬度、虎斑纹检测。此类检查是保证胶水的混合情况良好,可以达到好的粘连质量。
(2)工位备、工具准备。对要进行粘连的位置进行清洁,并使用胶布保护周界,准备好刮刀、热压系统工具。
(3)FSB按照现场工位切割。按照工位的长度进行FSB的切割,边缘区域的宽度也需要根据现场情况进行切割。
(4)胶水混合。准备工作完成后,进行胶水的混合,并需在45 min内完成粘连工作。
(5)胶水涂布。使用刮刀将胶水均匀、平整地涂布在RSB上。
(6)FSB粘连。涂上胶水后,将提前裁剪好的FSB粘在胶水上。FSB应首先卷成筒状,然后逐步展开以避免倾斜。FSB覆盖后,使用滚轮沿两个方向滚压以去除气泡。
(7)保护膜覆盖。在覆盖热压板前,在FSB上覆盖一层保护膜,以防止FSB被热压板污染。
(8)热压板和气包覆盖。在保护膜上方覆盖热压板,再向上覆盖气包及盖板,并使用固定条进行固定。热压板应完全覆盖整个粘连区域,压力均匀地施加于FSB上。
(9)热压控制系统和气包压力检查。对热压板进行加热,并检查气包压力为0.02~0.03 MPa。
(10)模块上记录相关信息。在粘连附近的模块上记录粘连的信息,包括胶水的混合时间、涂布时间,热压系统开始加热的时间及操作人等,便于后续跟踪。
(11)在完成粘连后,逐步拆除热压系统及保护膜,并在24 h后,进行相关的质量检查。
对于角区的粘连,由于工装具的限制,一般采用三段式进行粘连以保证施工质量。角区粘连顺序示意图见图5。
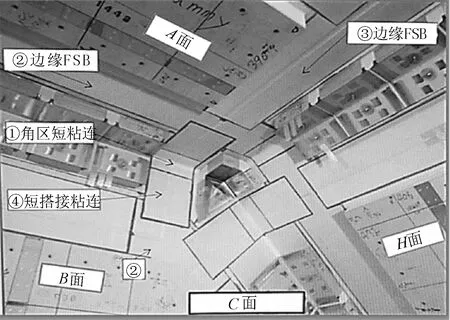
图5 角区粘连顺序示意图
角区粘连工艺如下:
(1)首先完成角区的短粘连,注意不要搭接到边缘FSB的位置。
(2)边缘FSB粘连。
(3)另一个位置的边缘FSB粘连。
(4)使用一个较短的FSB将角区的粘连和边缘区域的FSB连接起来,搭接的长度不小于75 mm。
3.3 粘连要求
粘连过程除了要培训施工人员外,还需要注意次屏壁的清洁要求。施工过程中,操作工人应穿戴干净手套及鞋套以防止粘连的绝热表面受到任何污染。实船建造时,任何有可能接触次屏壁的材料,均须做兼容性试验以保证整个粘连质量合格。
除保证环境清洁外还要保证空气温度和湿度。粘连过程中温度要求20~30 ℃,湿度小于70%。在热压板工作过程中,应保证整个气压的稳定。
4 粘连的检验
粘连的质量检测方式一般有目视检查、圆棒试验、溢胶试验、真空试验、整舱试验。试验的方式和检查的位置见表2。

表2 粘连检验方式
5 结语
本文通过系统阐述MARK III技术中粘连的过程,提出了粘连的方式及各个工序的控制要点,并进行了相关的总结。通过本文方式进行的粘连,经实船验证,在17.4万mLNG运输船运营过程中均未发现次屏壁泄漏情况,验证了本文相关工艺的合理性。这对于船厂在生产的安排、工序的衔接有较大的借鉴意义,也为后续粘连施工的创新、推进智能化自动化提供了基础的数据。
猜你喜欢
河南科技(2022年8期)2022-05-31
科学与财富(2021年36期)2021-05-10
科学家(2021年24期)2021-04-25
阅读(快乐英语中年级)(2021年11期)2021-03-09
电子乐园·下旬刊(2021年3期)2021-02-08
幼儿教育·父母孩子版(2017年3期)2017-06-15
文理导航·科普童话(2016年6期)2016-09-12
学苑创造·A版(2016年3期)2016-04-16
漫画月刊·哈版(2016年2期)2016-02-22
小天使·二年级语数英综合(2015年12期)2015-12-04