铝合金型材搅拌摩擦焊对搭接接头的疲劳性能研究
2022-06-25 01:59闫占奇宫文彪
长春工业大学学报 2022年1期
刘 杰, 闫占奇, 宫文彪
(1.长春工程学院 机电工程学院,吉林 长春 130012;2.中车长春轨道客车股份有限公司,吉林 长春 130062;3.长春工业大学 材料科学与工程学院,吉林 长春 130012)
0 引 言
鉴于轨道行业铝合金车体制造已逐步采用搅拌摩擦焊新技术,涉及人员资质、施工工艺及质量判定等均有国际标准支撑[1],但是疲劳强度评价标准缺失及疲劳性能数据不完善,采取与熔化焊接头疲劳强度对比的传统试验测试方式已不能满足车体设计及生产制造的需求,寻求一种全新的评估铝合金车体搅拌摩擦焊结构疲劳性能的方法尤为紧迫。
采用等效结构应力,结合Abaqus有限元模拟,应用主S-N曲线评估疲劳寿命的方法,为一种全新的评估结构疲劳的方法,此方法已被列为美国ASME标准[1],国内轨道车辆制造企业针对此方法开展相应的配套研究工作才刚刚起步。
文中选取铝合金车体搅拌摩擦焊的典型结构,借助试验与理论分析相结合的研究手段,针对典型对搭接接头,探讨基于主S-N曲线法的搅拌摩擦焊接头疲劳寿命分析与应用,为铝合金车体结构设计提供一定的理论依据。
1 试验材料与方法
1.1 焊接试样的制备
试验用铝合金板为4.0 mm厚的6005A-T6铝合金型材,焊接型材尺寸规格为4 500 mm×453 mm×4.0 mm。
焊接试验在型号为FSW-80的搅拌摩擦焊设备上进行,试验参数见表1。
试验用搅拌头采用右旋锥形双螺纹搅拌头,轴肩直径为19.2 mm,搅拌针根部直径为8.0 mm,长度为3.8 mm。
焊接工艺流程为:反装组对→反装焊接→翻转工件→正装焊接→焊后清理。
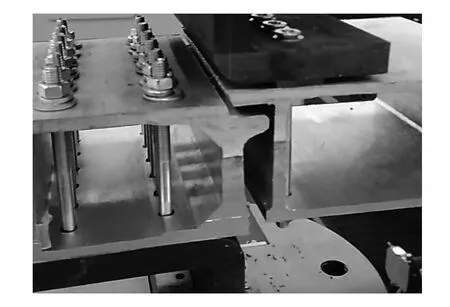
搅拌摩擦焊焊接后的部件照片如图1所示。

图1 搅拌摩擦焊焊接的部件
焊接试样焊接完成后,依据标准ISO25239-2011[2]分别制取金相、硬度分析试样。应用JSM-5600LV型扫描电镜、Nikon EPIPHOT300金相显微镜及HMV-2000显微硬度计对样品进行分析。
1.2 疲劳试验测试
疲劳试验在室温条件下,INSTRON 8802型液压伺服疲劳试验机上进行。在疲劳机轴向加载拉力,设计L型夹具,将其转变为弯矩,夹具与试样通过螺栓连接,为避免夹具对试样表面损伤,在加载端与试样表面添加1 mm厚的缓冲垫片,加载长度为100 mm,宽度为100 mm。
试验加载条件拉-拉室温轴向疲劳试验采用应力比R=0.1,加载频率设置为1 Hz和2 Hz。试验后对疲劳断口进行形貌分析。疲劳试验所用夹具及加载方式如图2所示。

图2 L型夹具及加载示意图
1.3 有限元分析
基于Abaqus和FE-sale软件对铝合金搅拌摩擦焊焊接对搭结构进行有限元分析和数据分析。
L型夹具试验结构的边界、载荷条件及应力云图如图3所示。
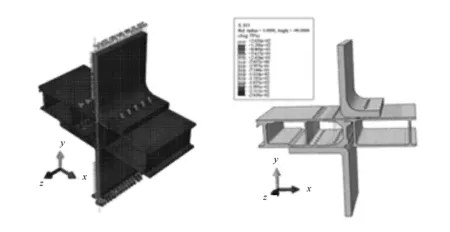
图3 L型夹具试验结构的边界条件及应力云图
所用的计算模型与疲劳试验条件一致,网格为八节点四面体。对于夹具下部x和y自由度约束,夹具上部x方向自由度约束。将试样左侧部分连接至下部夹具,试样右侧部分连接到上部夹具。与试验中的加载条件相对应的y方向上,在L夹具施加向上的拉伸载荷。由图可见,相对于母材焊缝位置经受了较大的S11应力,这将保证了搅拌摩擦焊(FSW)对搭接接头焊根失效,焊根处也承受了较大的弯曲应力。
采用主S-N曲线法计算结构应力,其计算公式为[3]
σs=σm+σb,
(1)
式中:Fxi——节点力;
t——板厚;
yi——节点坐标;
σm——膜应力;
σb——弯曲应力。

即为结构应力,可用来表征结构疲劳裂纹扩展的驱动力。
2 试验结果与分析
2.1 接头宏观组织及显微硬度分布
通过对4.0 mm厚6005A-T6铝合金进行搅拌摩擦焊工艺试制,在上述工艺条件下,获得成形良好、表面光滑的焊缝(见图1)。经对焊缝进行相控阵超声波检测,未发现隧道孔及未熔合等内部缺陷。
焊接接头低倍组织形貌如图4所示。
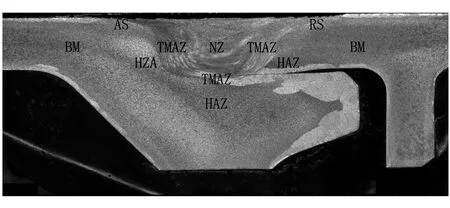
图4 对搭接接头的低倍组织
由图4可以看出,接头主要分4个区:焊缝中心部分为焊核区(Weld Nugget Zone,WNZ);焊核区两侧为热-力影响区TMAZ;热-力影响区以外只受焊接过程热影响的区域称为热影响区HAZ;未发生组织和性能变化部分为母材区BMZ[5]。前进侧热-力影响区与热影响区过渡区(AS)交界线清晰可见,后退侧过渡区(RS)交界线相对模糊一些。与普通板材对接接头不同的是,搅拌头下方的材料受搅拌头的作用也存在一个热-力影响区和热影响区。
焊接接头显微硬度分布,给出焊缝中部的显微硬度曲线如图5所示(图中0点为焊缝中心位置)。
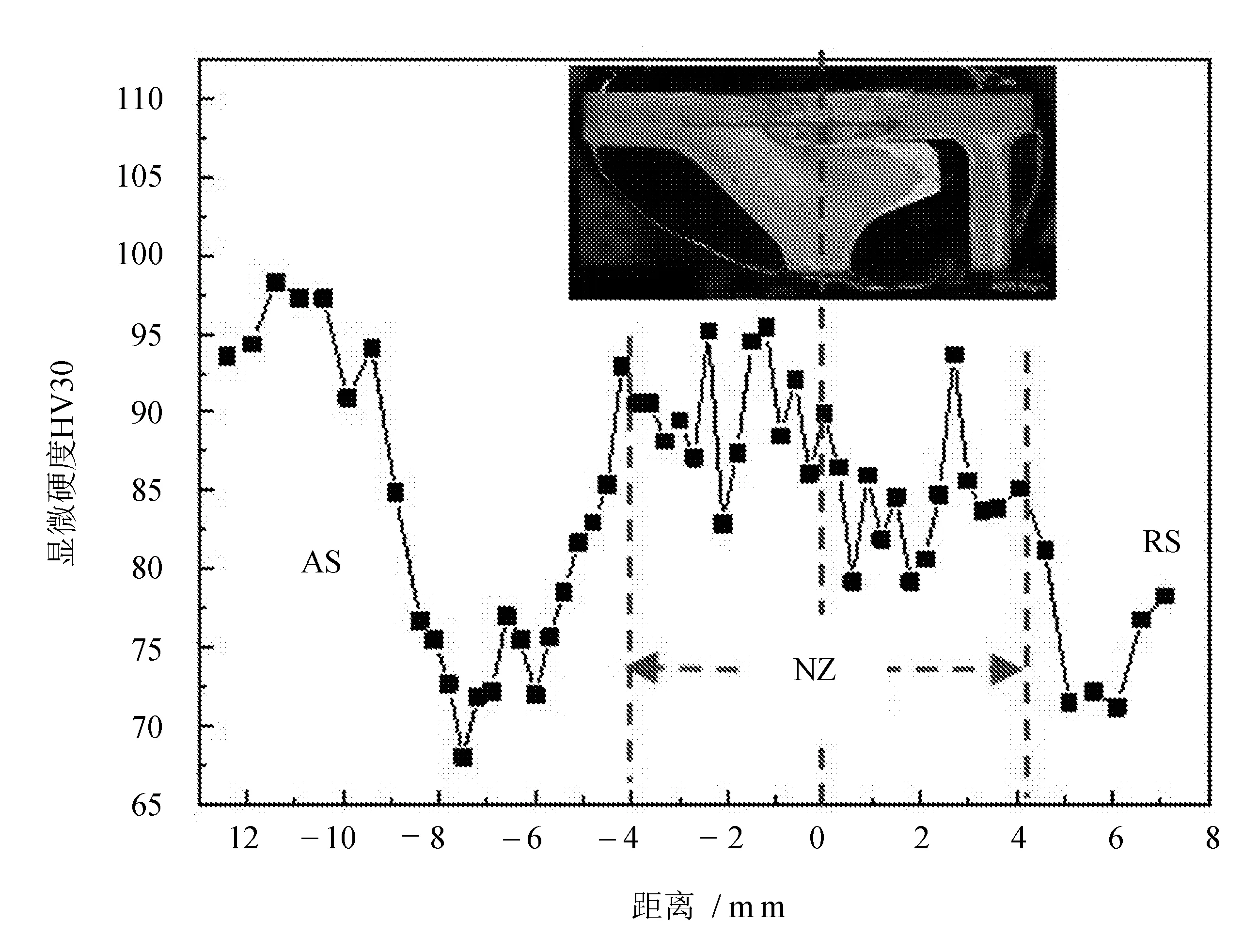
图5 对搭接接头显微硬度分布曲线
由图5可以看出,焊缝硬度分布呈W形,硬度最低值均出现在前进侧热影响区(66 HV)。从前进侧热影响区开始,随着距焊缝中心距离的减小,硬度逐渐增大,直到后退侧热影响区再次降低(71 HV),分布特征与之前的研究结果一致,进一步验证铝合金对搭接接头实施搅拌摩擦焊工艺,前进侧热影响区仍是焊接接头的薄弱区域[6]。
2.2 疲劳性能分析
2.2.1 疲劳试验分析
基于前期试验方案的设计及校验,结果表明,采用短螺栓连接样件与夹具,可以使焊缝中心截面承受更大的弯曲应力,同时降低了试验过程中螺栓的影响,疲劳试验过程如图6所示。
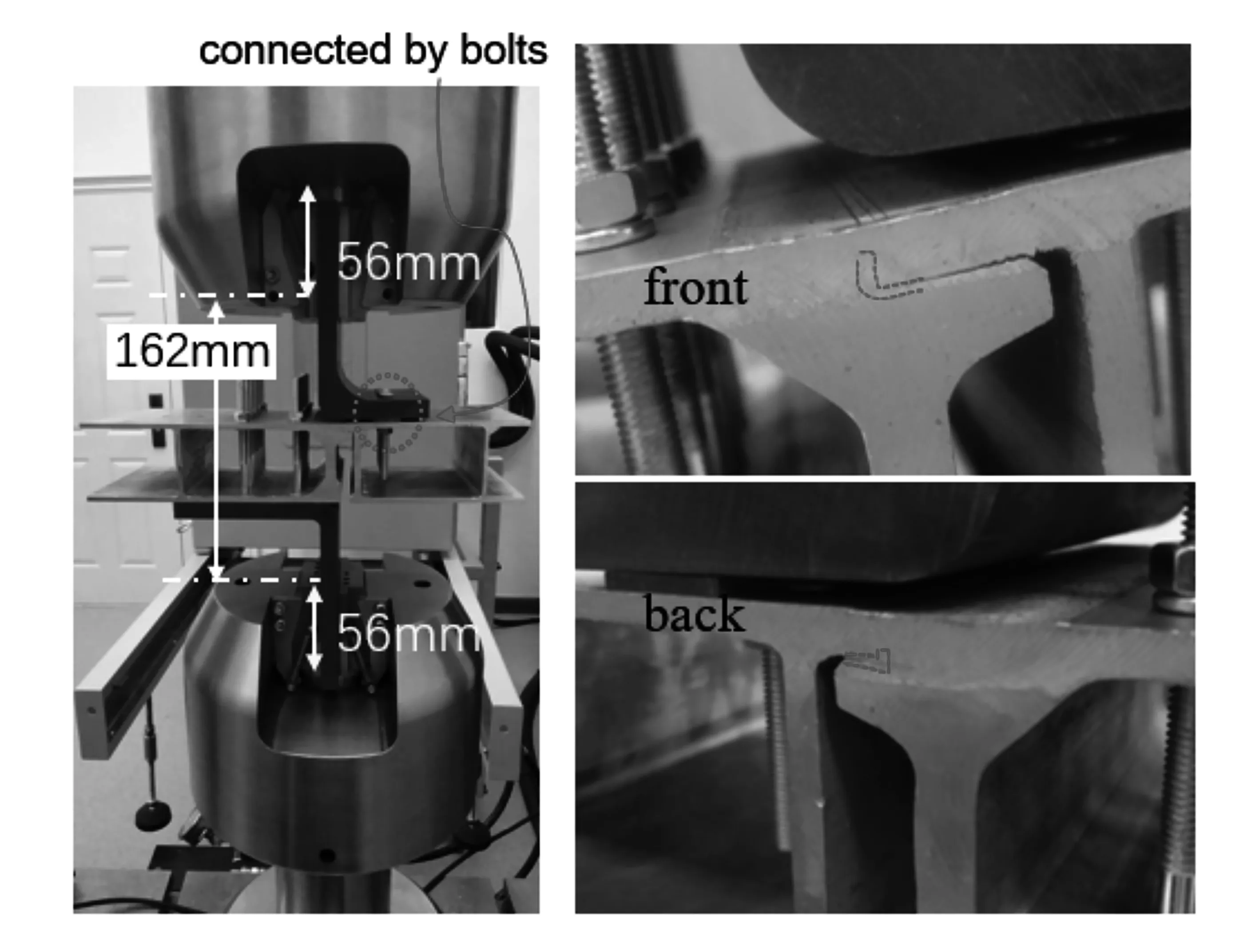
图6 L型夹具疲劳试验及试件失效位置
疲劳试验结果见表2。
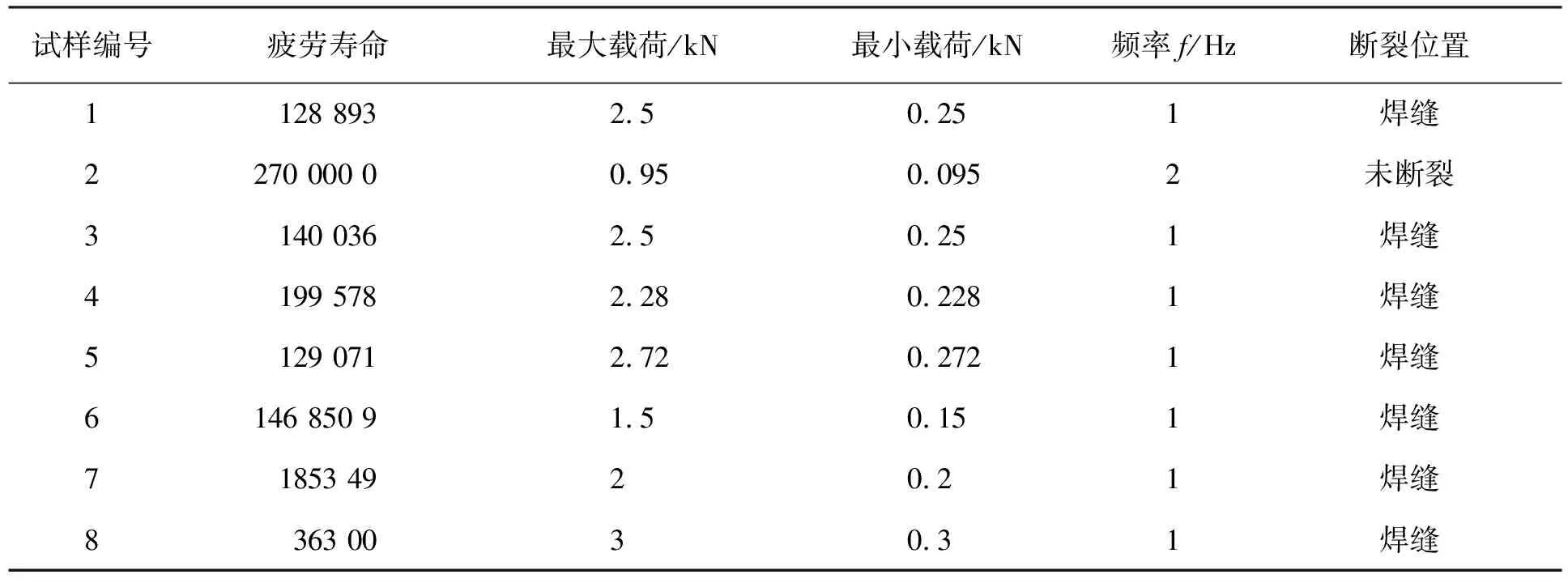
表2 疲劳试验结果
2.2.2 等效结构应力计算
为了得出疲劳寿命与荷载水平的关系,使用结构应力计算疲劳数据。2007年,美国机械工程协会ASME以标准的形式提出一种新的方法:基于网格不敏感的结构应力的主S-N曲线法,简称 “主S-N曲线法”,此方法定义了一个新的应力,即等效结构应力,其计算公式如下[4]:

0.098 8r4+0.094 6r3+
0.022 1r2+0.014r+1.222 3,
(2)
式中:ΔSs——结构应力变化范围;
t——实际板厚与单位板厚之比;
I(r)——描述载荷模式效应函数;
r——弯曲比;
m——与材料有关的常数,m=3.6。
结构应力与等效结构应力沿板宽方向分布如图7所示。
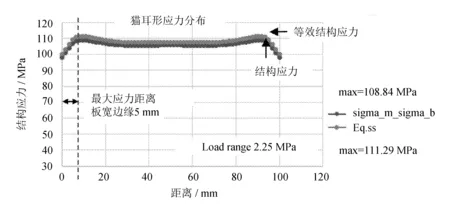
图7 结构应力与等效结构应力沿板宽方向分布规律
图中黑色线为膜应力与弯曲应力之和,即结构应力的分布,灰色线为等效结构应力,两者大小与规律较为接近,均呈“猫耳形”分布,最大应力值距离板宽边界5 mm处,数值为111.29 MPa。
2.2.3 接头断口特征与失效分析
6005A-T6铝合金型材对搭接接头的疲劳断口如图8所示。
(a)断口位置
6005A-T6铝合金型材对搭接接头的裂纹扩展形貌如图9所示。
由图9可以看出,初始扩展阶段出现了类似台阶的纹理,此处为搅拌摩擦焊焊接过程中搅拌头反转旋转产生的塑性金属流动的痕迹,该位置为裂纹启裂源(见图9(a)),即裂纹由焊缝根部起裂;在高倍SEM下,图9(a)断口表现出沿晶断裂特征,晶粒大小为2 μm左右,可发现细小的疲劳辉纹。图9(b)与(c)为裂纹稳定扩展区域,辉纹方向较为一致,均从a端指向d端;图9(d)位置为瞬断区,该位置可发现明显的韧窝特征,对d区位置进行能谱分析,并未发现明显的氧化物特征,初步推断该位置由于搅拌摩擦焊近表面焊接螺旋纹的影响,承载面积减小,因此发生瞬断[7]。
对搭接接头弯曲疲劳试验的裂纹扩展属于Out-of-Plane notch effect,其疲劳停止条件为当裂纹穿透板厚,试件完全断开后,接头失效。
对搭接接头试验过程的刚度曲线及结构应力分布如图10所示。
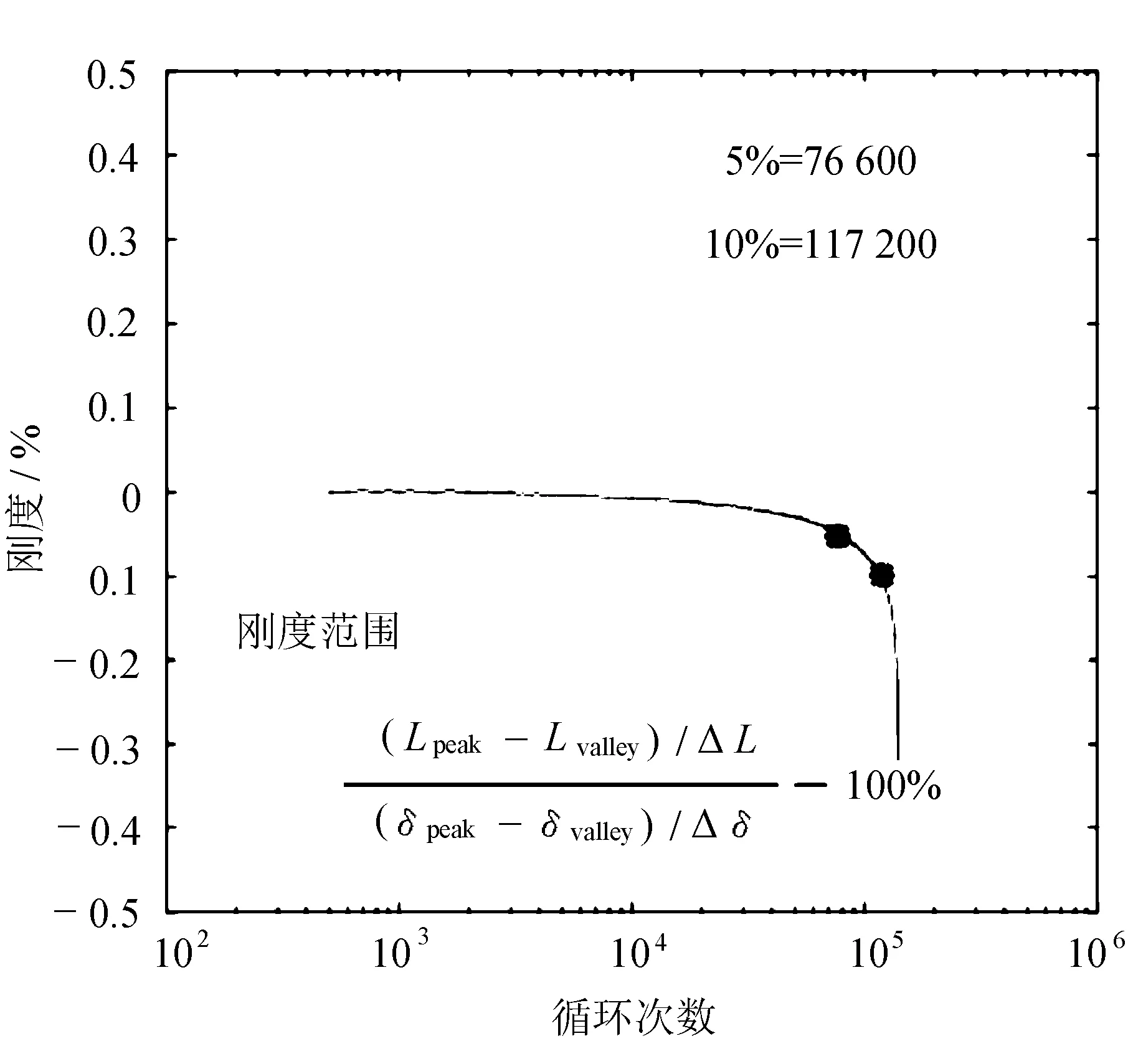
(a)刚度曲线
对搭接结构受弯曲载荷下,其结构应力分布为中间高两头低,试件的中心位置裂纹扩展得更快,两侧的裂纹扩展速度相对较慢,因此,其刚度曲线较为平滑,接头瞬断时刚度急剧下降。
2.3 疲劳数据分析
采用等效结构应力法结合Abaqus计算有限元分析,推广应用基于主S-N曲线评价疲劳寿命的方法,借助试验与理论分析相结合的研究手段,结合ASME标准,得出等效结构应力-寿命数据点,见表3。
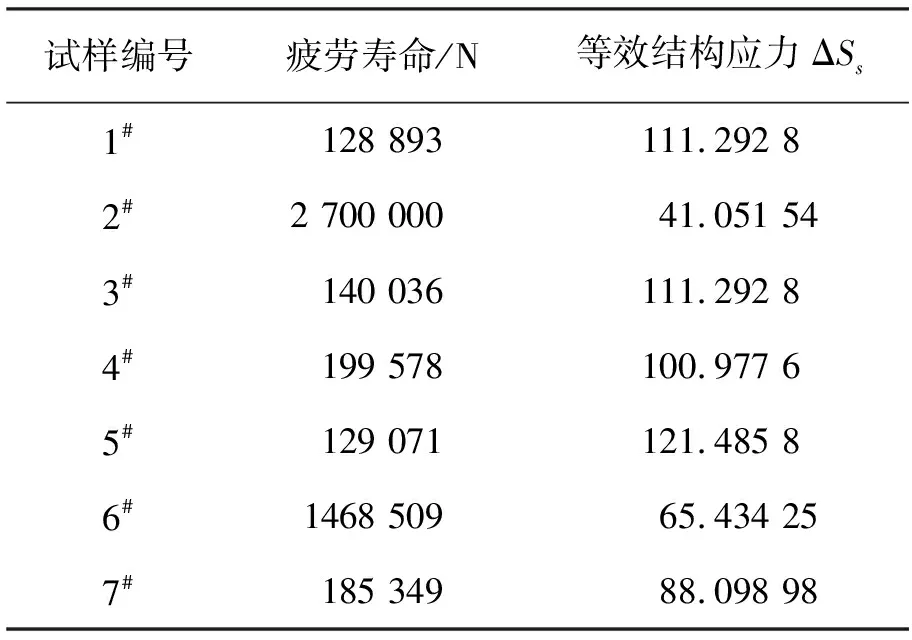
表3 有限元计算应力结果
搅拌摩擦焊对搭接接头疲劳数据点与ASME主S-N曲线[8]对比如图11所示。
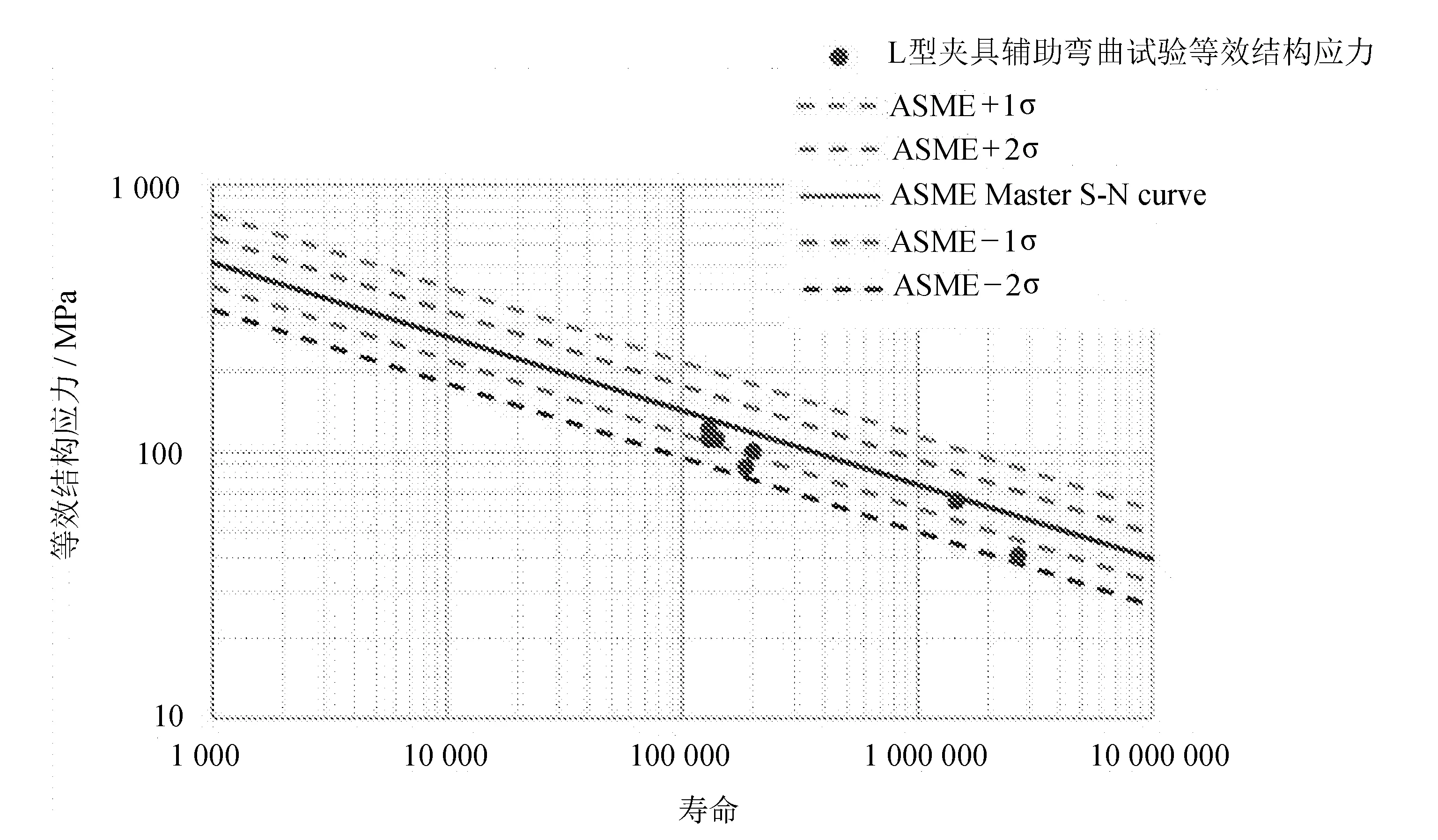
图11 对搭接接头S-N数据点与ASME主S-N曲线
由于对搭接接头的应力集中属于Out-of-plane notch,因此横坐标只需取试件沿板厚开裂的寿命即可,纵坐标为焊根截面的最大结构应力值。由图可见,对搭接接头由于焊缝根部的搭接间隙产生了较为严重的缺口效应,其疲劳寿命与熔化焊比较相差不大。在疲劳试验的加载条件下,对搭接接头整体疲劳寿命不高,这是因为整个疲劳加载过程中,充分利用了焊缝根部的搭接间隙,产生缺口效应,实现让焊缝从根部开始起裂的目的[11]。
3 结 语
1)6005A-T6铝合金型材对搭接接头组织主要分为:焊核区、热-力影响区、热影响区和母材区。与普通板材对接接头不同,在搅拌头下方的材料受搅拌头的作用也存在一个热-力影响区和热影响区;接头硬度分布仍呈“W”形,薄弱区为前进侧热影响区。
2)采用等效结构应力的主S-N曲线法计算对搭接结构疲劳性能,试验设计方案可行;对搭接接头由于焊缝根部的搭接间隙产生了缺口效应,其疲劳寿命与熔化焊比较相差不大。
3)搅拌摩擦焊对搭接接头结合良好,疲劳裂纹由焊缝根部起裂,表现出沿晶断裂特征,存在细小的疲劳辉纹;裂纹稳定扩展区域,辉纹方向较为一致,均从焊缝根部指向焊缝表面;近焊缝表面区为瞬断区,可发现明显的韧窝特征。
猜你喜欢
钢铁钒钛(2022年3期)2022-07-08
房地产导刊(2022年5期)2022-06-01
汽车实用技术(2022年9期)2022-05-20
煤矿安全(2022年3期)2022-03-24
舰船科学技术(2021年12期)2021-03-29
建材发展导向(2021年23期)2021-03-08
河南科技(2020年36期)2020-06-10
山东工业技术(2018年23期)2018-12-27
名城绘(2018年12期)2018-10-21
卷宗(2016年11期)2017-03-24