
川渝地区油基岩屑处理技术研究现状及展望
2022-06-21 08:23陈红硕
石油化工应用 2022年5期
陈红硕
(中国昆仑工程有限公司,北京 100037)
中国陆上(不含青藏地区)页岩气地质资源量为134.4×1012m3,技术可采量为25.08×1012m3[1]。其中,四川盆地非常规天然气总可采资源量为8.26×1012m3,在各盆地中排名第一[2]。近几年,随着能源生产与需求之间矛盾的日益突出,我国页岩气勘探开发进展迅速,部署了长宁、威远、昭通、涪陵、富顺-永川等5 个全国页岩气重点建产区。在页岩气勘探开发的造斜段和水平段目前主要采用油基钻井液,因此,不可避免会产生大量油基岩屑。四川盆地平均完钻井深4 750~4 950 m,垂深2 950~3 100 m,水平段长1 500~1 600 m,单井油基岩屑产量在650~800 t,近3 年每年的平均产量在(50~60)×104t,预计到2030 年累计产量将达到(800~1 000)×104t。
1 油基岩屑的组成与危害
油基岩屑的组成主要取决于油基钻井液的配方与井眼的地质条件。油基钻井液一般由基础油(白油或柴油)、水、有机黏土和油溶性化学处理剂等组成。重庆区块(主要包括涪陵和南川)的基础油以柴油为主,四川区块(主要包括长宁、威远、遂宁)的基础油以白油为主,配制钻井液的白油主要是无色透明碳数在C14~C24的饱和链烷烃与环烷烃的混合物。油基岩屑对人类、动植物、生态环境的潜在威胁来源于其所含的矿物油和重金属成分,因其兼有毒性(Toxicity,T)和易燃性(Ignitability,I)二种危险特性,被列入国家危险废物名录(2021 年版)。通常情况下,从井眼中携钻屑返排出来的油基泥浆含油率为35%~40%,含水率为15%~20%,含固率为40%~60%;油基泥浆以不落地的直输方式进入到井场固控系统(主要由振筛机、除气机、除砂除泥一体机及离心机等设备组成),经过固控系统处理后的油基岩屑的含油率为15%~20%,含水率为10%~15%,含固率为65%~75%;在中石油的钻井平台,对固控处理后的物料在进行热脱附或溶剂萃取等深度处理之前会进一步利用甩干机进行甩干,经甩干后的物料含油率为5%~10%,含水率为5%~10%,含固率为75%~80%;目前在中石化的钻井平台,固控出来的油基岩屑没有进行甩干操作,而是直接运往集中处理站进行热脱附处理[3-5]。几种不同环节的油基岩屑物料状态(见图1)。
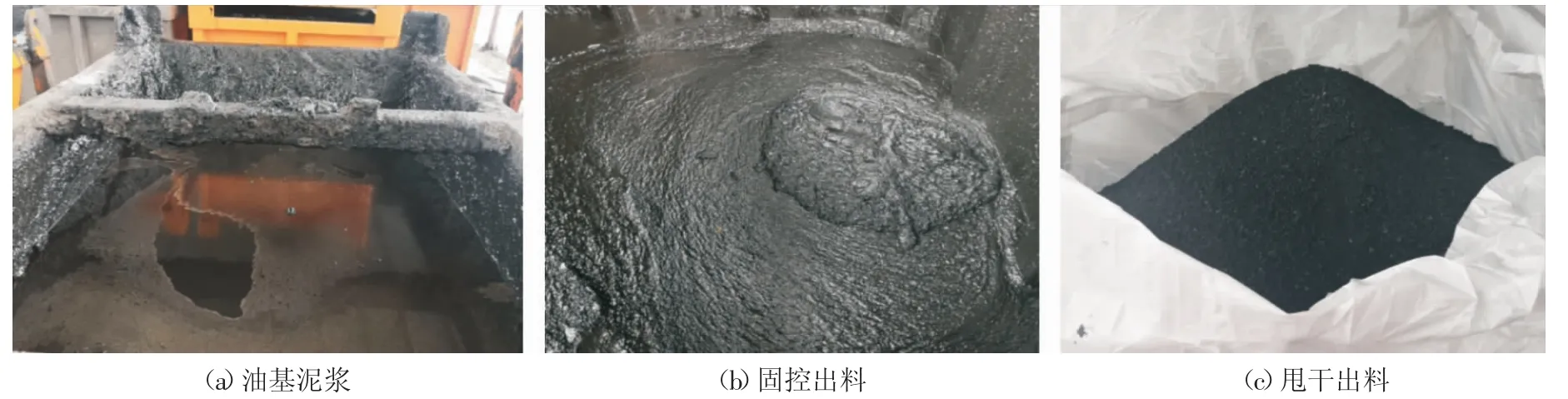
图1 不同环节的油基岩屑
2 油基岩屑中重金属的处理
目前,针对土壤中重金属的治理技术主要有热处理技术,改土技术,电动化学技术,淋洗沉淀技术,植物修复技术,微生物修复技术,生态修复技术及二种或二种以上技术的联合修复等。但此类技术在油基岩屑的重金属治理方面还未见报道。原因主要有二个:(1)经过收油处理后的油基岩屑如再进行重金属方面的治理,处理成本会大幅上升,导致业主资源化处置的动力不足,会选择直接交给危废厂家;(2)对油基岩屑重金属的含量以及暴露风险存在较大争议,治理目标与必要性不明确。卢邦俊[6]发现在油基岩屑中Zn、Ba、Ni、Pb、Cd 等五种元素存在超标,尤其是Ba 和Pb 超标明显;吴娜等[7]发现油基岩屑中的重金属以Ni、Cu、Zn、Pb、Ba、As、Cr 为主且Ni、Cu、Zn、Pb 平均含量超过《危险废物鉴别标准 毒性物质含量鉴别》(GB5085.6-2007)标准限值。前述文献主要是说明了油基岩屑中的重金属含量超出了背景值,但对其浸出毒性及钻探工人的暴露风险未做研究,未能直接说明重金属的含量与其危害性之间的关系。针对这一问题,Xu 等[8]在重庆典型页岩气区块采集了十种代表性样品,对其八种常规重金属(Cd、Cr、Cu、Hg、Mn、Ni、Pb、Zn)进行了分析研究。含量分析结果(见表1)表明除Cr 之外,其余七种元素的含量均超出了背景值,说明钻井液中的相应重金属成分进入到了油基岩屑中。
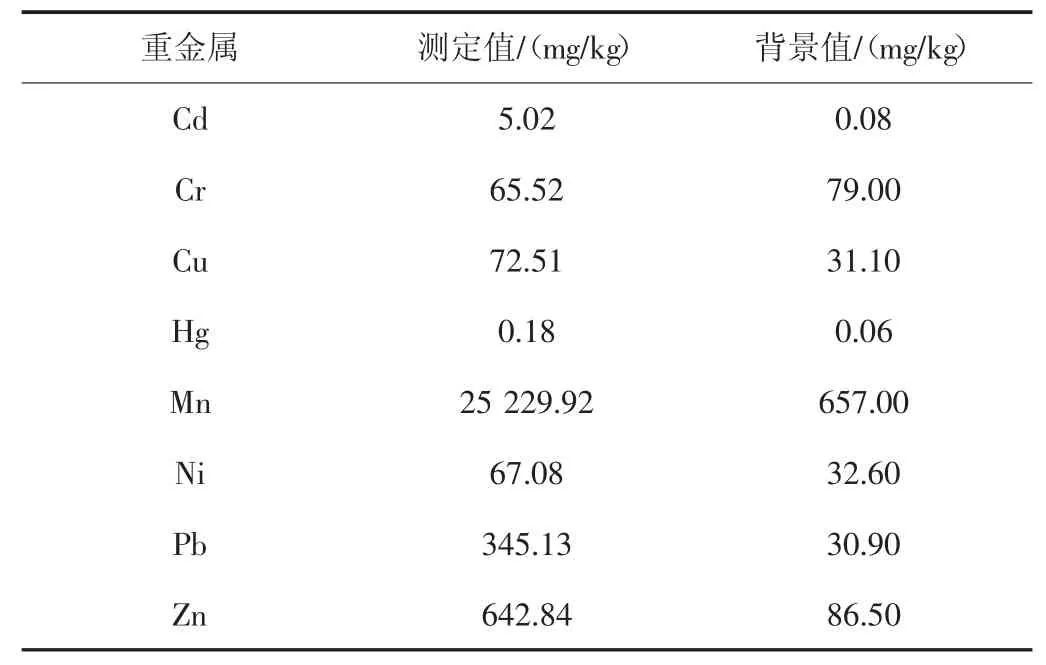
表1 油基岩屑中的重金属含量
该研究团队也对八种重金属的浸出毒性进行了分析,测定结果(见表2),可以看出Cd、Cr、Cu、Hg、Mn、Ni、Pb、Zn 的浸出率分别为0.51%、2.18%、1.61%、0、0、0.03%、0.20%、0.04%,全部重金属的浸出值远低于GB5085.3-2007 中的规定值,采用US EPA 所推荐的风险暴露模型进一步对重金属的危害性进行评估,评估结果显示岩屑中重金属的非致癌和致癌风险均在可接受范围内。
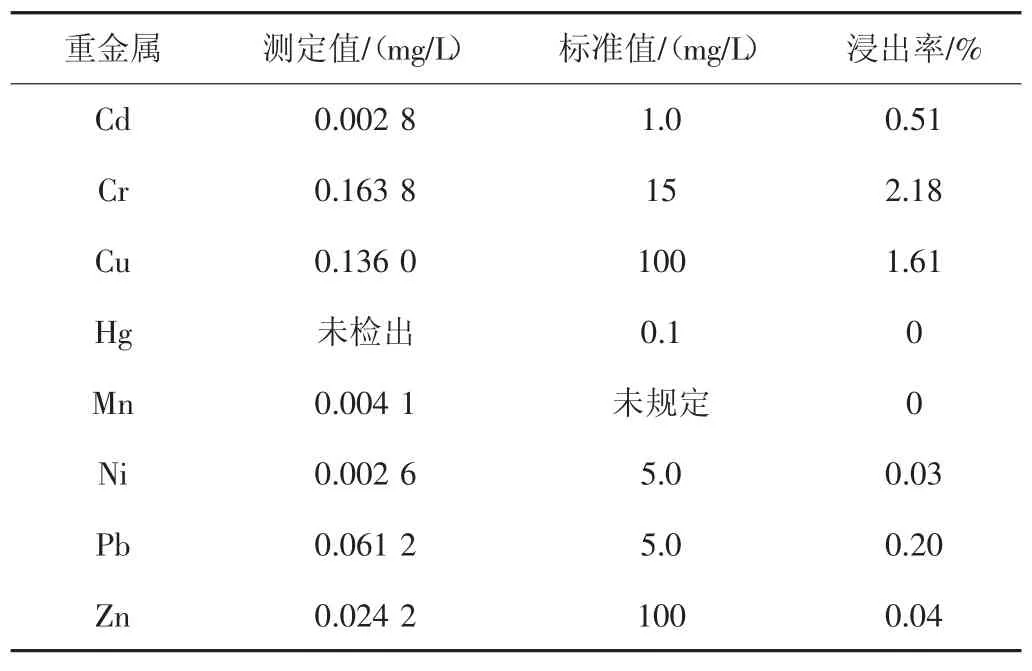
表2 油基岩屑中的重金属的浸出毒性
3 油基岩屑中矿物油的处理
目前,国内针对油基岩屑处理后的含油率问题出台了相应的标准,做出了明确的处理规定。主要的标准有HJ607-2011《废矿物油回收利用控制标准》、GB4284-2018 《农用污泥污染物控制标准》、SY/T 7301-2016《陆上石油天然气开采含油污泥资源化综合利用及污染控制技术要求》、DB61/T 1025-2016《含油污泥处置利用控制限值》、DB65/T 3997-2017《油气田钻井固体废物综合利用污染控制要求》、DB23/T 1413-2010《油田含油污泥综合利用污染控制标准》等。根据处理后岩屑的去向不同,标准中对含油量的要求也有所不同。《废矿物油回收利用控制标准》要求“含油岩屑经油屑分离后油含量应小于5%,分离后的岩屑宜采用焚烧处置”;《农用污泥污染物控制标准》规定经过处理后的岩屑尾矿用作A 级农用领域含油量应低于0.05%,用作B 级农用领域应低于0.3%;《陆上石油天然气开采含油污泥资源化综合利用及污染控制技术要求》规定经处理后剩余岩屑固相中石油烃总量应≤2%,宜用于铺设通井路、铺垫井场基础材料;《含油污泥处置利用控制限值》规定经处理后的固相用于铺设油田井场、等级公路时含油率应≤1%,用做工业生产原料时应≤2%;《油气田钻井固体废物综合利用污染控制要求》规定经处理后剩余岩屑固相中石油烃总量应≤2%,可用于铺设服务油田生产的各种内部道路、铺垫井场、固废场封场覆土及作为自然坑洼填充材料的利用方式;《油田含油污泥综合利用污染控制标准》规定经处理后剩余岩屑用于垫井场或铺井路石油类应≤2%,用作农业用途应≤0.3%。2015 年之前,川渝地区的油基岩屑处理主要以低于2%作为要求,近年来随着环保要求的严格,低于0.3%已成为油气田业主与环保从业者的共识与执行标准[9,10]。
针对油基岩屑的处理主要朝着资源化与无害化两个方向发展,形成了焚烧、固化、生物、热水洗、溶剂萃取、超临界萃取、微乳液萃取、化学氧化、热脱附等多种技术[11-13]。随着能源的短缺、低碳降污等政策的落地,实现油基岩屑的资源化利用已成为必然趋势。目前资源化研究的热点主要集中在热脱附、溶剂萃取、热化学清洗等三种技术。
3.1 热脱附技术
热脱附的基本原理是通过间接或直接对油基岩屑加热,系统温度在达到油基岩屑中水分、矿物油的沸点过程中,水分、矿物油逐步挥发,从而实现水相、油相与固相的三相分离。整个过程可分为水分挥发、轻质油分挥发、重质油分挥发及微量裂解等阶段,以物理反应为主。水相与油相通过冷凝的方式加以回收,固相(含油率低于0.3%)进入暂存库待危废厂家进一步收集处理。由于岩屑中的矿物油为白油或柴油,整体沸程在300~400 ℃,采用热脱附技术简单、实用、能耗低,该技术在川渝地区的油基岩屑治理领域得到业主与环保公司的青睐,市场占有率在90%以上。代表性的有长城钻探荣县区块某平台使用的电磁球磨热脱附技术;川庆钻探威远区块某平台的油基岩屑机械捶磨热脱附技术;杰瑞在宜宾地区的以天然气为热源的间接加热回转窑热脱附技术及中石化江汉环保在涪陵地区的以天然气为热源的间接加热回转窑热脱附技术。与回转窑相比,球磨或捶磨的方式可使粒度在150~5 000 μm 的岩屑均匀分布在50~100 μm,增大其比表面积,破坏其孔隙结构,提高油分的脱附效率。经热脱附回收的油分可用于回配钻井液,固相含油率可稳定降低到0.3%,甚至0.1%以下。回收的油分及处理后的尾渣(见图2)。
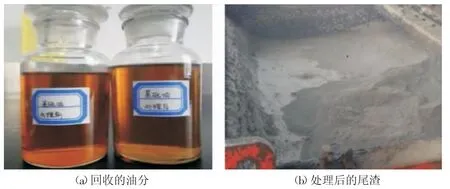
图2 热脱附产物
影响热脱附效率与效果的因素主要有温度、时间、升温速率、加热气氛、加热方式、设备类型等[14]。目前较为成熟的热解设备有回转窑热解炉、固定床热解炉、移动床热解炉、流化床热解炉、钢带热解炉、多膛炉热解炉等[12];加热方式分为直接加热、间接加热、一段式加热及两段式加热,主要的热源有天然气、热电偶、燃料油、电磁、微波、蒸汽等(见图3)。有学者发现在CO2、N2、He、H2、Ar 等不同气氛下,热解过程的速率、热解的产物及拟合热力学、动力学模型等方面都会有不同程度的差异[15,16]。为提升热解效率,不少学者将催化技术引入到热解过程。目前常用的催化剂分为金属氧化物与非金属氧化物两大类,金属氧化物以过渡金属氧化物如CuO、CaO、Fe2O3、NiO、Al2O3、MnO2等为主,非金属氧化物以ZSM-5 沸石分子筛(碱性催化剂)、白云石(酸性催化剂)、垃圾焚烧飞灰以及部分废弃催化剂等为主[17,18]。
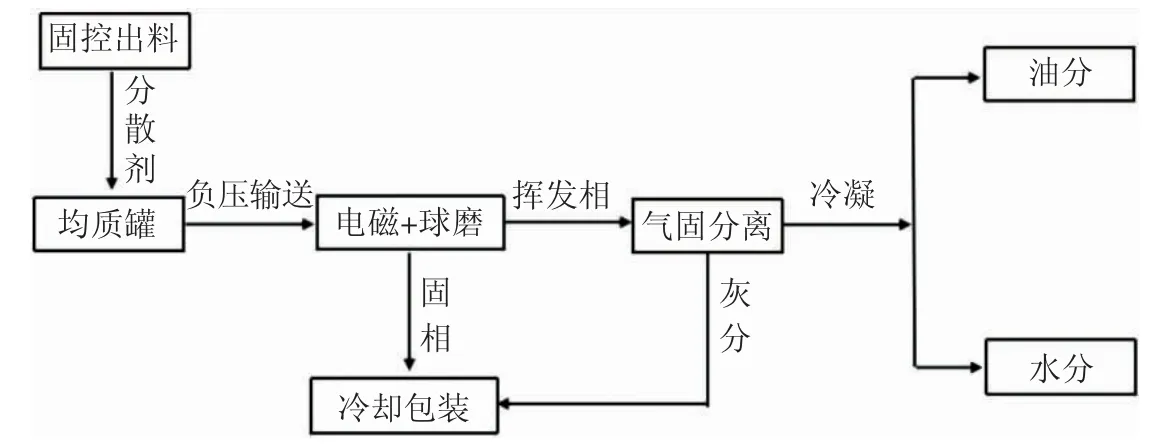
图3 油基岩屑热脱附工艺流程
3.2 萃取技术
油基岩屑的萃取处理技术主要包括传统的溶剂萃取以及新型的超临界萃取、微乳液萃取等三种技术[19]。超临界与微乳液萃取目前在工程上暂无应用,尚处于实验室研发阶段。传统的溶剂萃取法最早用于液液萃取,根据“相似相溶”的原理,用与萃取对象性质相似的萃取剂来完成萃取过程。油基岩屑的萃取形式上是一种液固萃取,但本质仍然是采用液态萃取剂完成对岩屑中柴油或白油的萃取,因此原理与液液萃取一致。首先,通过筛选恰当的萃取剂完成对岩屑的去油处理,萃取结束后,一般采用蒸馏的方式进行油分与萃取剂的分离,回收的油分用于回配钻井液,分离出来的萃取剂循环利用。油基岩屑的萃取流程(见图4)。
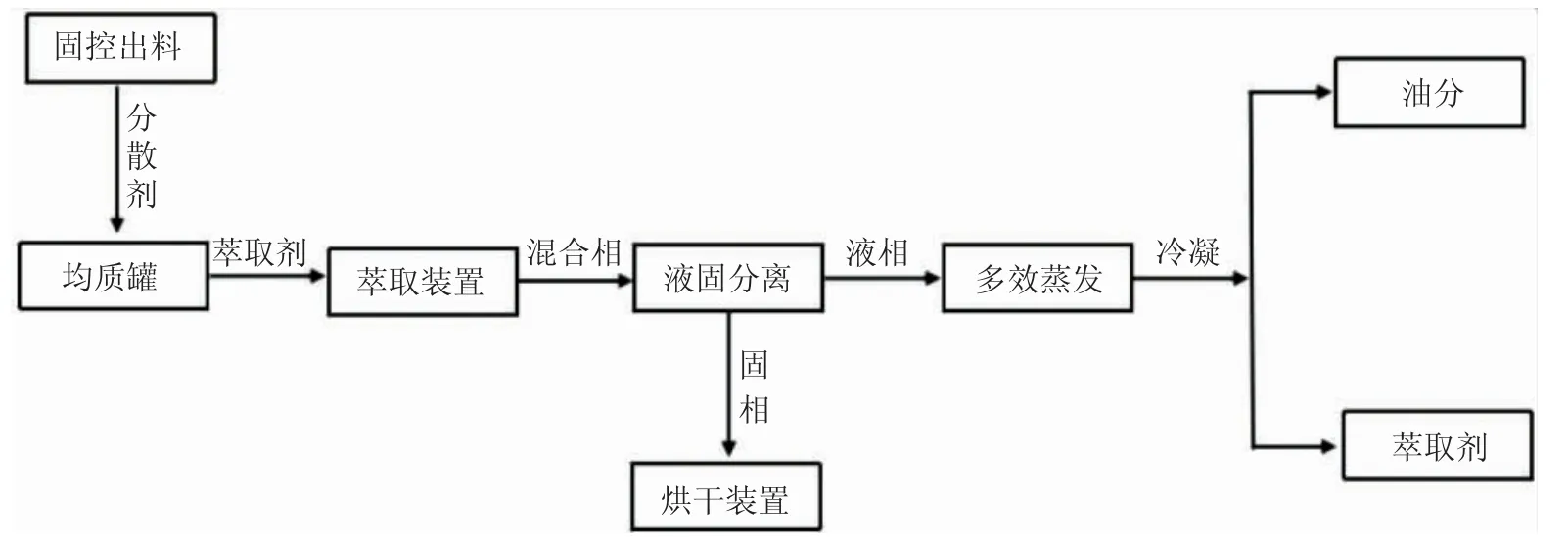
图4 油基岩屑萃取工艺流程
溶剂萃取过程会受到萃取剂的种类、萃取方式(逆流、并流或错流)、温度、时间、萃取剂与岩屑的质量比及搅拌频率等因素的影响。Hu 等[20]研究了甲乙酮、环己烷、乙酸乙酯等萃取剂的萃取效果,石油烃的最大回收率为62%。Farzad 等[21]以甲乙酮和甲苯分别作为极性与非极性的萃取剂,采用响应面法研究了温度、时间、剂泥比、搅拌频率等因素对萃取过程的影响,在最优条件下,甲乙酮与甲苯萃取过程的石油烃回收率分别为30.41%和37.24%。陈红硕等[22]采用逆流萃取的方式研究了石油醚、甲苯、石脑油、正己烷及其复配萃取剂对油基岩屑的萃取效果,在最优条件下,收油率可达到80.5%。溶剂萃取技术存在的主要问题有萃取剂用量大、损失率高、处理成本大等。
目前,萃取技术在川渝地区的油基岩屑处理领域也已有工程案例。2015 年3 月博盛永业在宜宾市上罗镇长宁H6 平台投运低温萃取技术(LRET),年处理能力为30 000 t,萃取技术总装机功率800 kW,实际运行功率500 kW,岩屑吨处理药剂费为0.1 万元,回收油分的含固率为3%~6%。
3.3 热化学清洗技术
油基岩屑的热化学清洗技术是采用添加表面活性剂或碱性物质等化学药剂,并结合加热、超声、机械搅拌等手段,实现油分从固相表面的剥离,并利用油、水、固三相的密度差将油相从固相以及水相中分离出来的一种水基处理方式。
影响热化学清洗效果的因素主要有温度、固体颗粒特性(如矿物组成、粒度分布、含量等)、时间、搅拌频率、药剂种类及液固分离方式等。目前的研究方向主要集中在药剂的研发或新工艺流程的设计。肖楠等[23]对比了单一与复配清洗剂的热化学清洗效果,用到了有机(AEO-9、LAS、吐温80、司班80、OP 等)与无机(硅酸钠、碳酸钠、氢氧化钠)两类表面活性剂,发现有机类表面活性剂的去油效果整体优于无机类表面活性剂的处理效果,最优去油效果可达92.83%。梁宏宝等[24]利用正交实验法进行复配清洗剂的开发,并采用利用单因素实验法研究了温度、时间、搅拌频率、液固比、清洗剂用量等因素对热化学清洗过程的影响。在最佳条件下去油率为96.75%。由于水洗法存在着水的循环利用效率低,所得油分含水率与含固率高、处理后的尾矿难以达到0.3%的标准以及添加的清洗药剂存在着污染回收油分,从而影响回配钻井液性能的风险,截止到目前在川渝地区尚无热化学清洗的工程案例。
4 结论与展望
(1)油基岩屑中所含矿物油以柴油或白油为主,沸程在300~400 ℃,适用于热脱附技术,热脱附也是当下科学研究与工程应用最为青睐的一个方向,但目前热脱附技术存在着设备易结焦、故障率高、回收油分含固率高、裂解过程自发无序存在二次污染等问题,在今后的研究过程中可对应开发适用的催化剂,以进一步降低反应的温度、控制裂解产物,同时可引进在其他行业应用较为成熟的净化油技术,以减少回收油分中的粉尘或水分等杂质。
(2)目前的热脱附、萃取及水洗等技术可将油基岩屑的含油率降低到0.3%以下,但经过处理后的尾渣仍然被认作危险废物,需要交由危废厂家进行处理,“固控-资源化处置-危废厂家”这一处置模式在很大程度上限制了资源化技术的发展与业主的资源化需求。2020 年1 月1 日起实施了GB5085.7-2019《危险废物鉴别标准·通则》,规定对资源化处置后的尾渣可实施属性鉴定,如鉴定为一般固废,则可实施危废解禁,但目前川渝地区尚无成功解禁案例。针对此问题,在后续的工作中一方面可压实责任主体、提高鉴定水平、完善配套保障措施,推动该通则的落地;另一方面可进一步在资源化技术方面加大突破力度,开发油基岩屑吃干榨尽、闭环循环的处理方法。
(3)针对油基岩屑的研究目前主要集中在去油效果方面,对油基岩屑中重金属的含量以及暴露风险存在较大争议,治理目标与必要性不明确,导致相应的处理技术研究较少。在后续的研究中应加强对重金属的鉴定、管控及相应处理方法的研发力度。
猜你喜欢
中国化肥信息(2022年9期)2022-11-23
天然气工业(2022年10期)2022-11-11
石油矿场机械(2022年5期)2022-10-25
资源节约与环保(2022年8期)2022-09-20
石油机械(2022年8期)2022-09-14
石材(2022年2期)2022-05-25
科学家(2022年5期)2022-05-13
天然气与石油(2022年1期)2022-03-08
华北农学报(2020年4期)2020-08-29
陕西农业科学(2019年11期)2019-12-25
