快干型水性钢琴修复涂料制备及性能试验
2022-06-07 09:40韩璐娇
粘接 2022年5期
韩璐娇
(咸阳师范学院 音乐学院,陕西 咸阳 712000)
钢琴是现在常用的一种乐器,因音质通透亮丽,奏乐时具有极强的脉动感,受到很多人的喜欢。现代钢琴主要以木材为主体结构,一旦造成损伤,难免影响其美观。传统的钢琴修复材料因附着力低,光泽度差,给钢琴的修复带来一定困难。因此,寻找一种新型的钢琴修复材料,对提升钢琴修复品质具有重要价值。闫小星尝试运用聚合法将材料制备成微胶囊,使材料间结合更为紧密,提升修复材料的整体性能;张银华通过对溶剂的筛选和助剂的添加,提升了修复材料的表干时间和附着力。以上研究虽提升了修复材料性能,但仍有一定提升空间,因此,本文尝试以水性UV聚氨酯为原料,制备一种快干型的钢琴修复材料。
1 材料与方法
1.1 材料与设备
本试验所用材料为:水性UV聚氨酯(佛山盛创达化工有限,1/2)、聚硅氧烷混合物(北京度辰新材料股份有限公司,AR)、光引发剂2959(2-羟基-4-(2-羟乙氧基)-2-甲基苯丙酮,武汉峰耀同辉化学制品有限公司,AR)、有机硅双生结构表面活性剂(佛山市顺德区三升贸易有限公司,AR)、消光粉 ED30(东莞市鼎信塑胶原料有限公司,AR)
本试验所用设备为:磁力搅拌机(上海凌科实业发展有限公司,DF-101T)、自动涂膜机(东莞博莱德仪器设备有限公司,BLD-XF6025)、铅笔硬度计(深圳市山禾检测设备有限公司,SH-QHQ-Y3)、光泽度仪(深圳市威福光电科技有限公司,WG68)、实体显微镜(上海普丹光学仪器有限公司,XDC-10A)、傅里叶变换红外光谱仪(津工仪器科技(苏州)有限公司,YM-1)、热风干燥器(常州市鹏栋干燥设备、CT-C)。
1.2 试验步骤
1.2.1 水性UV涂料制备
(1)将水性UV聚氨酯1与水性单体混合均匀后,置于DF-101T型磁力搅拌机中,以500 r/min转速缓慢搅拌。在搅拌过程中,缓慢添加一定量分散剂,使之混合均匀;
(2)搅拌一段时间后,向溶液中缓慢添加0.2%的聚硅氧烷混合物作为消泡剂,搅拌5 min。然后加入一定质量的填料,并将搅拌速度提升至1 000 r/min,搅拌时间为10 min;
(3)在混合溶液慢慢添加消光粉ED30,继续搅拌10 min;然后加入光引发剂2959,引发剂添加量为2%;将搅拌速度缓慢降至800 r/min,搅拌时间为5 min;
(4)将水性UV聚氨酯2缓慢加入溶液中,将搅拌速度降至600 r/min,持续搅拌10 min;然后加入0.1%的有机硅双声结构表面活性剂作为润湿剂,搅拌时间为5 min;最后加入一定量去离子水,调节其浓度,搅拌10 min后出料。制备的涂料固质量分数为70%。
1.2.2 试样涂布制备
(1)提 前 将 板 材 制 成 尺 寸 为300 mm×200 mm×20 mm试件,并通过打磨擦拭,使其表面保持平整光滑干净。
(2)在板材辊涂一层水性UV腻子,涂布量为30 g/m,待板材腻子干燥后,用350砂纸对其进行打磨,然后再次辊涂腻子,待其达到半固化状态后,用400再次进行打磨,并清理打磨产生的粉尘。
(3)将处理好的板材置于BLD-XF6025型自动涂膜机中,采用一次涂膜方式将涂料涂布于板材上,得到涂布试样。
1.3 性能测试
1.3.1 附着力测试
参照《色涂料和清涂料的涂膜划格实验》中划格法测定对涂膜附着力进行测定,具体步骤如下:
(1)将涂膜均匀平铺在经过处理的板材上,然后用小刀在板材上将涂膜分割成尺寸为2 mm×2 mm小格,在分割时要注意每一刀都要将涂膜划透,避免对测试结果造成影响;
(2)用胶带轻轻覆贴于涂膜表面,然后用力将胶带撕下,观察涂膜被胶带扯掉的情况。涂膜掉落量为0时,判定为0级;当涂膜掉落量小于5%时,判定为1级;掉落量为5%~15%时,判定为2级;掉落量为15%~35%时,判定为3级;掉落量为35%~65%时,判定为4级;掉落量超过65%时,判定为5级。超过4级时,判定该涂料不合格。
1.3.2 涂膜硬度测试
参照《色涂料和清涂料铅笔法测试涂膜硬度》测定涂膜硬度,具体过程为:将标准铅笔芯的铅笔装入SH-QHQ-Y3型铅笔硬度计中,然后控制铅笔在涂膜上留下划痕,观察涂膜划痕情况。
1.3.3 光泽度测试
参照《不含金属颜料的色漆涂膜的镜面光泽的测定》用WG68型光泽度仪对其光泽度进行测定。
1.3.4 干燥时间测定
用CT-C型热风干燥器对试件进行干燥,每一次干燥循环时间为2 min,8次干燥循环后称量试件的重量变化。
1.4 钢琴修复性能表征
1.4.1 红外光谱测试
选用衰减反射法测定聚氨酯丙烯酸酯涂料中化学基团的变化,具体步骤为:将涂料根据需求制备成标准试件,然后置于YM-1型傅里叶红外变换光谱下,对其化学基团的变化进行测定。
1.4.2 光学显微镜修复分析
用板材模拟钢琴损伤处,用不同涂布量涂料对其进行修复,然后用实体显微镜对其进行表征,观察其修复情况。
2 结果与讨论
2.1 涂布量对涂膜性能的影响
表1为涂布量对涂膜附着力的影响。
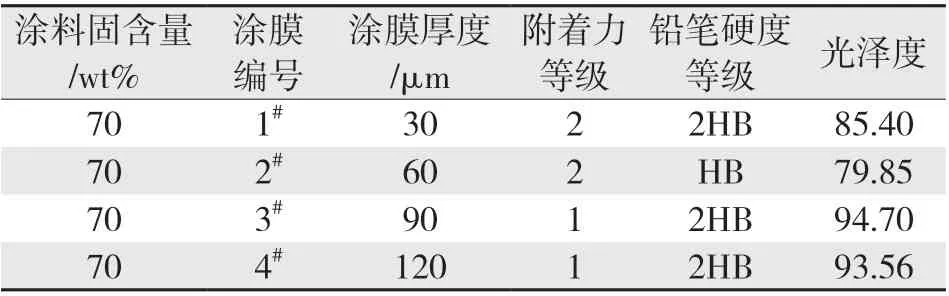
表1 涂布量对涂膜附性能影响Tab.1 Effect of coating amount on properties of film adhesion
由表1可知,所有试件附着力都没有超过2级,3~4试件附着力达到1级,该结果证实了,制备的试件的附着力符合相关要求。随涂布量的增加,试件光泽度表现出先增加后减小趋势;而硬度等级改变不大。在3时,光泽度最高可达94.70°;在2时,铅笔硬度等级最低,为HB,其实试件达到2HB;出现以上现象的原因是涂膜干燥的过程中,水分干燥程度和残留水对涂膜性能产生影响。在挥发过程中,乳胶离子干燥相对较快,就会在表面堆积形成薄膜,锁住内层水分,给水分挥发造成一定影响,对涂膜性能产生影响。综合各方面性能考虑,选择涂膜厚度为60 µm继续进行试验。
2.2 温度对涂膜性能的影响
表2为不同温度下,涂膜厚度为60 µm的试件涂膜性能变化。
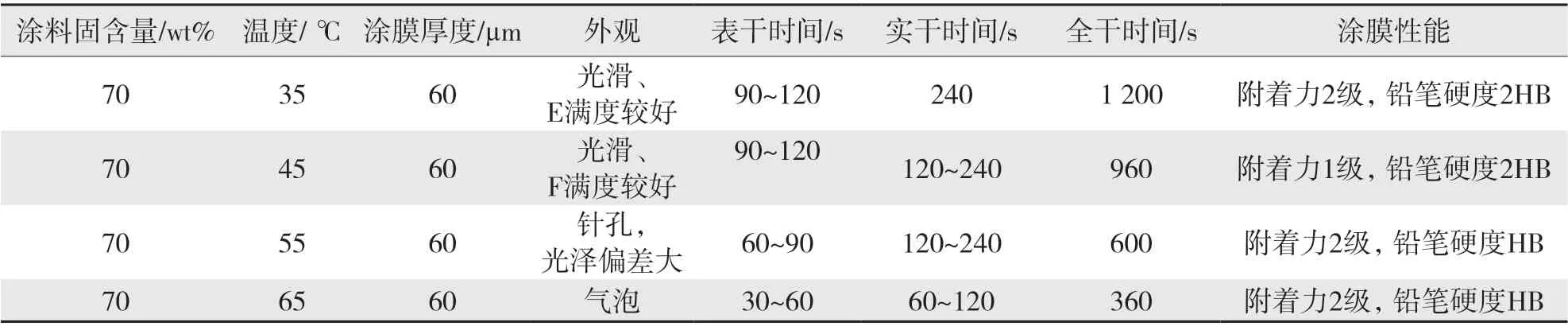
表2 温度对涂膜性能的影响Tab.2 Effect of temperature on properties of film
由表2可知,温度对涂料干燥时间影响明显,随温度的增加,涂料的干燥试件随之缩短;温度提升至65 ℃时,干燥试件缩短一半。同时,涂料全干时间远大于实干时间,因此用于实际修复过程中,前几道工序选用表干时间,最后一道工序选择实干时间,可节省修复时间。在35~45 ℃温度范围内,涂膜外观质量表现良好的;当温度继续提升至55 ℃时,涂膜表面出现的针孔现象,附着力和硬度也随之下降;继续提升温度,在涂膜表面出现鼓泡现象。这就说明使用该涂料进行木材表面涂布时,对涂层进行干燥,温度最好不超过55 ℃。
2.3 红外分析结果
图1为涂料涂布前后木材化学基团的改变情况,其中:(a)为木材和涂料的FTIR图像;(b)为木材和不同涂料涂布量的FTIR图像。由图1(a)可知,在1 554、818 cm处出现平面弯曲振动和伸缩振动,分别对应—NH和—NH的特征峰,这就说明在本文制备的涂料中有N元素的存在,也能根据N元素判断涂膜的渗透深度;在1 186、1 079、907 cm处皆有弯曲振动,分别对应C—O、醚健中C—O的伸缩振动和酸中—OH面外弯曲振动,这就说明涂膜中有羧酸存在。当涂料覆盖木材时,羧酸与木材中羟基发生化学反应,使之结合得更为紧密;在1 726、1 672 cm处分别有羰基C—O和不饱和酸C——O伸缩振动特征峰出现,这就证明了涂膜中有氨基甲酰基存在。
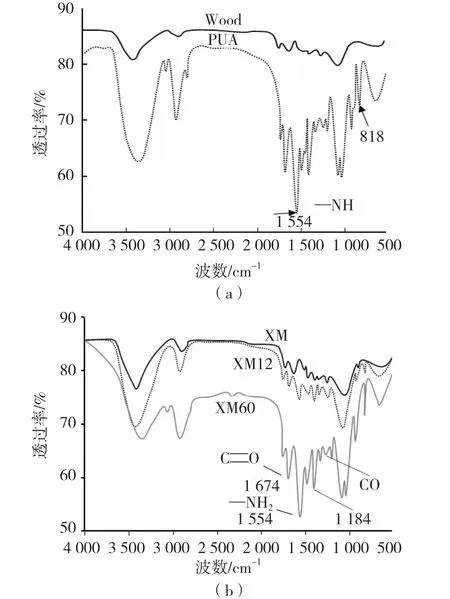
图1 木材涂布前后FTIR光谱Fig.1 FTIR spectrum of wood before and after coating
由图1(b)可知,随涂布量的增加,聚氨酯丙烯酸酯特征峰慢慢开始变得明显;与图1(a)相比,涂布量为12 g/m和涂布量为60 g/m的曲线在1 674 cm、1 554和1 184 cm处分别出现不饱和酸中C—O伸缩振动吸收峰、—NH的伸缩振动吸收峰和CO伸缩振动峰。这就说明涂料成功覆盖在木材表面,并表现出涂料特征吸收峰。
2.4 光学显微修复结果
图2为实体显微镜下不同涂布量对板材修复情况。
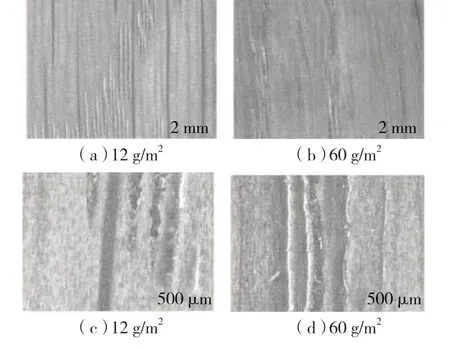
图2 涂布量对板材修复情况Fig.2 Repair condition of plate with different coating amount
由图2可知,随涂布量的增加, 涂膜的表面慢慢变得光滑平整。当涂布量增加至60 g/m时,表面缺陷几乎已经被修复完全,将显微镜焦距放大至500 µm时,可以看到管孔槽已经被基本填充,但还是存在起泡缺陷。
3 结语
本文以水性UV聚氨酯为主要原料制备快干型水性光固化聚氨酯丙烯酸酯木器涂料,通过对其附着力、硬度、光着度的研究,得到最佳干燥温度和最佳涂布量,最后将其运用钢琴修复中,得到以下结论:
(1)涂布量对涂料性能有一定影响,随涂布量的增加,涂料硬度下降,附着力和光泽度皆表现出先增加后下降趋势。在涂膜厚度为60 µm时,涂料综合性能最佳,因此选择涂膜厚度为60 µm;
(2)随干燥温度的增加,涂膜性能和干燥时间逐渐发生变化;随温度的增加,涂膜干燥时间随之缩短,全干时间远大于实干时间。在实际修复过程中,可合理利用其干燥时间缩短工序时间。当干燥温度增加至55 ℃时,涂膜表面出现针状小孔。继续提升温度,涂膜表面开始出现小气泡。因此使用该涂料时,干燥温度最好超过55 ℃,避免给涂料修复效果带来影响;
(3)红外光谱分析涂料涂布后样品,结果表明:在1 186、1 079、907 cm处皆有弯曲振动,分别对应C—O、醚健中C—O的伸缩振动和酸中—OH面外弯曲振动,证实涂膜中有羧酸存在,羧酸与木材中羟基发生反应,利于两者结合;在1 674、1 554、1 184 cm处分别出现不饱和酸中C—O伸缩振动吸收峰、—NH的伸缩振动吸收峰和CO伸缩振动峰,证实涂膜成功覆盖在木材表面;
(4)通过实体显微镜观察涂料对木材的修复情况,结果表明快干型水性光固化聚氨酯丙烯酸酯对木材损伤处可进行有效修复,但是在修复处仍旧存在一定的小气泡,还需继续进行优化。
猜你喜欢
汽车维护与修理(2022年4期)2022-08-22
粘接(2022年3期)2022-04-16
教育教学论坛(2019年40期)2019-11-15
土木建筑与环境工程(2017年2期)2017-05-03
中国建筑防水·悦居(2017年2期)2017-04-24
体育时空(2016年11期)2017-01-06
建筑工程技术与设计(2015年29期)2015-10-21
印刷技术·数字印艺(2014年4期)2014-06-10
共产党员·下(2014年5期)2014-05-27
航海(2009年1期)2009-02-23