
预涂膜 绿色印后的强有力“武器”
2014-06-10 13:29史庆平
印刷技术·数字印艺 2014年4期
史庆平
预涂膜诞生于上世纪80年代后期的美国,自兴起之日,其环保性、易操作性、高安全性以及高效率的优势就被人们所认同。我国自上世纪90年代开始引入预涂膜技术,当时,预涂膜大部分靠进口,价格相当昂贵,国内只有少数企业可以加工低档高温预涂膜,这在一定程度上制约了预涂膜在我国的应用与推广。目前在美国覆膜市场中,预涂膜占到覆膜总量的97%,在日本、韩国的市场份额也达到了70%,在南美洲、非洲的一些国家和地区,预涂膜也被人们认识和使用。据国家新闻出版广电总局发布的《实施绿色印刷成果报告(2013)》显示,2013年,全国预涂膜使用量已经占到覆膜总量的25%,比2012年增长约5%。相比美国等国家,我国预涂膜的应用规模仍不是很大,但随着我国绿色印刷的开展,绿色印刷深入人心,预涂膜作为一种绿色环保材料,将会越来越受到印刷企业的重视。
走近预涂膜
预涂膜(Thermal Lamination)是通过专用设备将热熔胶或低温树脂(厚度为6~15μm)与薄膜基材(厚度为10~20μm)复合而成的一种无污染、黏结强度高的环保型覆膜材料。基材通常为聚酯(PET)薄膜、双向拉伸聚丙烯(BOPP)薄膜和尼龙薄膜等。从材料成本和加工工艺角度考虑,目前绝大多数预涂膜基材采用的是BOPP薄膜,这是因为BOPP薄膜无色、无味、无毒,具有高拉伸强度、冲击强度、刚性、强韧性以及良好的透明度,而且厚度薄。热熔胶主要由主黏树脂、增黏剂和调节剂等材料组成。低温树脂的主要成分为有机高分子低温均聚物。由于热熔胶是由数种材料混合而成的,所以预涂膜覆膜后的透明度明显低于低温树脂。图1为预涂膜的生产流程。
预涂膜覆膜注意事项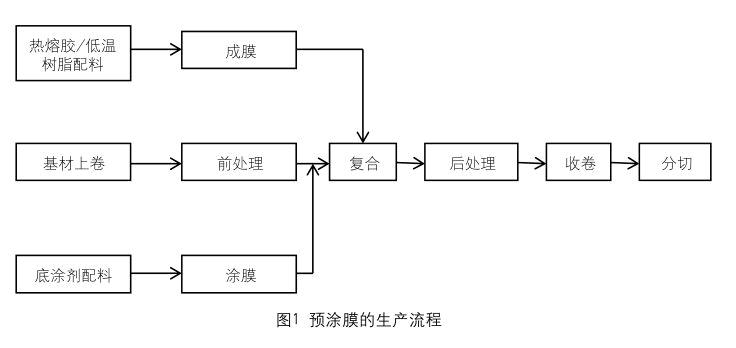
1.预涂膜的质量要求
(1)经过电晕或其他方法处理后,表面张力应达到4.0×10-2N/m,且处理效果应均匀一致,以便具有较好的润湿性能和黏结性能。
(2)透明度愈高愈好,以保证被覆盖的印刷品有最佳清晰度。
(3)应具有良好的耐光性,在光线长时间照射下不易变色,几何尺寸保持稳定。
(4)由于预涂膜要与溶剂、黏合剂、油墨等化学物质接触,因此,其应具有一定的化学稳定性。
(5)外观应平整,无凹凸不平、皱纹、气泡、缩孔或麻点等瑕疵。
2.预涂膜的储运条件
预涂膜应室温储存,温度低于40℃,避免阳光照晒、雨淋,并存放在通风、阴凉干燥处。此外,预涂膜在运输、装卸过程中应避免碰撞,以免损伤膜卷表面或端面。产品有效期通常为12个月。
3.预涂膜覆膜工艺参数的控制
要实现预涂膜与印品的良好黏结,在覆膜时要根据覆膜产品种类和覆膜设备的不同,灵活调整覆膜温度、压力和速度的关系。
(1)覆膜温度。覆膜温度是影响覆膜质量的首要因素。温度的高低决定了热熔胶或是低温树脂的熔融状态,决定了胶层分子向预涂膜基材和印品油墨层、纸张等的扩散能力。
由于在相同的条件下,PET薄膜的导热系数比BOPP薄膜小,因此在基材厚度相同时,采用PET薄膜作为基材的预涂膜的覆膜温度要比BOPP薄膜高。而且对同种材质的预涂膜来说,基材的厚度越厚,需要穿透基材熔化胶层的温度越高,因此使用厚度为18μmBOPP基材的预涂膜,要比使用厚度为15μm和12μmBOPP基材的覆膜温度高。
根据覆膜压力和速度的不同,印品与加热滚筒接触宽度范围内的温度一般为95~115℃。
(2)覆膜压力。覆膜压力是预涂膜与印品实现黏结的外部条件,为热熔胶或低温树脂分子向印品方向扩散和渗透提供机会。故在控制正确的覆膜温度的同时,在不出现褶皱的情况下,应适当提高压力。
在实际生产过程中,根据印品所用纸张的不同,压力也不同。通常,纸张定量越大,所需要的覆膜压力也越大;相反,纸张定量越小,由于其挺度也小,容易产生变形,在通过挤压滚筒时容易产生褶子,导致覆膜质量问题,所以应使用较小的覆膜压力。此外,对于粗糙的纸张,为保证覆膜后达到充分的黏结牢度和足够的透明度,需要采用较大的覆膜压力,否则熔融的胶层难以填平粗糙的纸张表面,形成假黏现象,影响覆膜的牢度和覆膜后的印品表面光泽度。一般覆膜压力应控制在10~20MPa。
(3)覆膜速度。覆膜速度是预涂膜与印品完成黏结的保证。覆膜速度慢,则预涂膜胶层与印品接触的时间较长,黏结效果好;覆膜速度快,则预涂膜胶层与印品被压合的时间较短,黏结效果差。故在控制正确的覆膜温度和压力前提下,只要不影响覆膜效果,宜适当降低覆膜速度。对于普通国产覆膜机,覆膜速度一般控制在5~60m/min。
预涂膜覆膜过程中常出现的问题及解决方法
1.覆膜产品上产生雪花点
产生原因及解决方法:①覆膜压力或温度不当,应适当调整压力或温度;②印品或预涂膜上有灰尘、杂质,应保证印品和预涂膜表面的清洁,覆膜要在洁净、封闭的车间内进行。
2.覆膜黏结不牢、脱膜
产生原因及解决方法:①油墨未干,应适当延长印品的干燥时间,确保油墨已经完全干燥;②油墨中含有过量石蜡、硅之类的成分,应更换油墨或者选择黏结性更好的预涂膜;③采用的油墨为金属油墨,应选择增黏预涂膜;④油墨墨层较厚,应在印刷过程中控制墨层厚度或选用增黏预涂膜;⑤印品表面张力不足,低于36mN/m,应在覆膜前对印品进行表面处理,使其表面张力增至38mN/m;⑥印品表面喷粉(防粘连)过多,应适当减少喷粉量;⑦纸张含水量过高,覆膜后水蒸发造成纸张和墨膜分离,应调节纸张含水量至平衡;⑧覆膜速度快、压力小、温度低,应适当提高覆膜温度,增大覆膜压力,降低覆膜速度;⑨预涂膜过保质期,应更换新的预涂膜。
3.覆膜产品出现褶皱
产生原因及解决方法:①覆膜时放卷两端张力控制不平衡,出现波浪边,应适当调整放卷张力至平衡;②加热滚筒和橡胶辊之间压力不均,导致覆膜不平产生褶皱,应适当调节两者之间的压力;③橡胶辊压力过大,致使预涂膜变形,应适当降低橡胶辊的压力;④橡胶辊表面受损、不平整,应更换完好无损的橡胶辊。
我国预涂膜的使用目前还处于初级阶段,预涂膜技术的应用相对比较落后。不过我们可以预测,预涂膜的市场前景是广阔的,其取代即涂膜成为主流趋势也是必然的。
猜你喜欢
今日农业(2022年16期)2022-11-09
学苑创造·A版(2022年5期)2022-05-19
合成材料老化与应用(2021年1期)2021-03-03
中小企业管理与科技(2018年34期)2018-02-07
化工管理(2017年8期)2017-04-26
科技创新导报(2016年5期)2016-05-14
印刷技术·包装装潢(2015年12期)2016-02-18
印刷技术·包装装潢(2015年12期)2016-02-18
