
基于UG 的口罩齿模多轴编程加工策略研究
2022-06-06 05:36吴伟涛
经济技术协作信息 2022年17期
◎吴伟涛
自2010 年以来,我国的制造业得到快速发展,以数控加工为代表的先进制造业取得了卓越的成绩,随着制造业企业的发展,普通数控机床已经被高端多轴加工数控机床所代替,基于多轴加工技术的高端零部件制造在我国的汽车制造业、模具加工与制造业、航天航空、大型舰船等领域得到十分广泛的应用。比如航空发动机叶轮整体加工、汽车工业中发动机中的涡轮等。从2020 年开始,随着疫情的全球性爆发,口罩刀模与齿模的加工供不应求,应用多轴加工机床加工口罩模具的制造工艺,是多轴加工的典型代表,研究基于口罩模具的多轴加工,对多轴加工技术的提升非常有意义。
一、口罩齿模数控加工工艺分析
KN95 口罩机熔接齿是一种典型的轴类棍子模具,棍子上加工内容多,形状复杂,难加工区域多而且区域位置尺寸小。整体加工难度比较大。零件在加工前使用数控车床车削到精毛坯。毛坯轴两端打中心孔,用来在安装四轴时候,方便顶尖顶紧。由于棍子比较长,切削时候承受力量大,因此必须采用顶尖顶紧。如图1 所示。整个棍子加工采用粗加工去除齿模的多余余量、精加工去除齿模上多余材料的底面。对KN95 文字、滚齿部分,滚刀部分分别进行区域粗加工、精加工。最后达到加工精度要求。
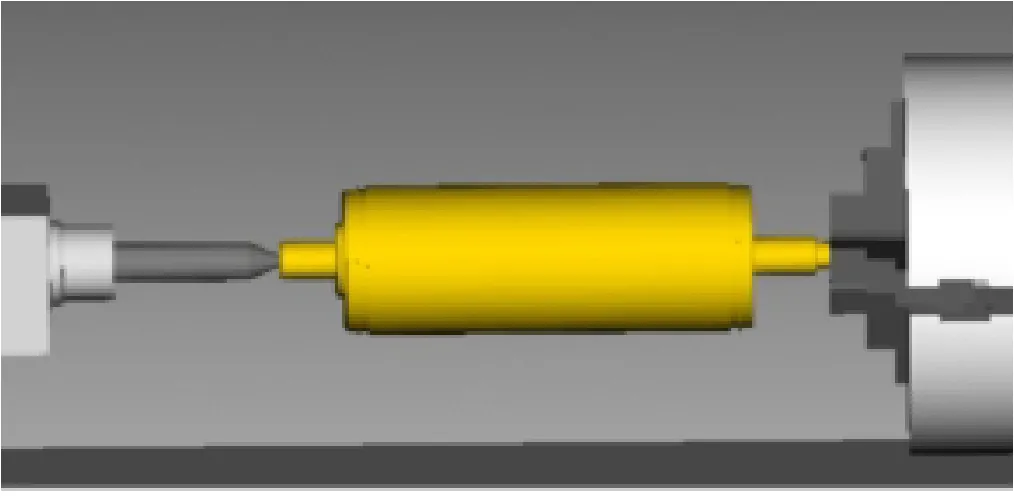
图1 棍子装夹示意图
二、加工设备
基于口罩齿模棍子的结构特点,必须保证一次装夹,完成多个工序的加工,因此选择使用四轴加工中心,如图2 所示。四轴加工指的是在三轴(X、Y、Z)加工的基础上增加旋转轴A 轴的一种加工中心,其中A 轴绕X 轴旋转,示意如如图3 所示。四轴加工常用于加工具有复杂缠绕面或者分角度面的轴类零件的加工。

图2 四轴加工中心

图3 A 轴旋转示意
三、加工刀具特点
该零模具的加工属于多轴加工,在数控加工中,数控刀具对加工的效率、指令起着重要的作用。基于该产品的结构特点和工艺性,设计了该零件的加工刀具表,主要采用硬质合金刀具进行加工,硬质合金刀具具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。因此在高速加工中有很好的应用。在粗加工中,选用直径10MM 的山高硬质合金4 刃刀具,这样的刀具在棍子跟随联动的过程中,能起到很好的清根效果。主轴转速能达到10000r/min,进给能够在2000mm/min。
本模具棍子还有另外一个特点,就是齿与齿之间的间隙很小,最大只能使用0.8mm 的刀具,这给精加工带了很大的难度。刀具直径小,能够承受的切削力非常有限,因此吃到深度不能太深,切削量小势必会带来加工时间过长,这样就容易造成断刀现象,解决这个问题主要是采用以下两个方法:
1.尽可能提高吃到深度,减少加工时间。
2.尽可能选用进口材料的硬质合金刀具,刀具材料和制造方式很大程度上影响刀具的寿命。
在实际加工过程中,这两个方面优化后,对刀具寿命和加工效率都有很大提升。
四、编程关键问题解决
在这个零件的中,一体滚轴设计方式是现在口罩模具设计的主要方向,是目前的最新款口罩机应用模具。但是由于齿和刀口之间空间狭窄,齿数多,导致编程繁琐,耗时长。如何快速地编程,如何提高工程师的工作效率,是本文研究的重点。基于UG 软件的解决方案,其基本实思想采用二维平面编程,然后通过软件的缠绕功能指令,把平面的加工转化到棍子的曲面上来。其机床设置采用四轴加工方法,通过实现机床模拟和后处理,生成加工程序。核心思想是采用UGCAM 模块里面的mill multi-axis(多轴铣),驱动方法采用曲线/点的驱动方法,对曲线的选择就是我们在平面上成成的刀具路径所转成的曲线。这样就能在棍子面上产生比较理想的刀具路径。使用该编程思想,其关键技术点以下几个方面:
1.投影矢量。
投影矢量是多轴加工的一个重要概念,由驱动面或者驱动边界生成的驱动点,把面、线或者点投射到部件曲面上,原理和人站在太阳下面,投影矢量允许定义驱动点投影到部件表面的方式,和刀具接触的部件表面侧。它定义的是驱动点的范围。
2.驱动方法。
驱动是产生加工刀具路径,生成路径计算的重要要素。“可变轮廓铣”的刀轨需要先确定驱动几何要素,从而确定刀具和零件几何的“接触点”,然后形成刀轨。在UG 软件中针对“可变轮廓铣”加工方案提供了多种的驱动方法,主要曲线与点、边界、曲面、流线、刀轨、径向切削、外形轮廓铣、用户定义等多个策略。在该案例中,我们选择曲线的驱动方法,用平面的刀具路径产生的曲线作为驱动要素,在加工零件上形成所需要的多轴加工轨迹。
3.刀轴矢量。
刀轴矢量数控加工的一个重要概念,在三轴加工中,刀具轴往往采用固定轴,一般把Z 轴作为刀具矢量轴,但是在该加工案例中,由于要保证缠绕的刀具路径能够在切削过程中,刀具始终在棍子轴的接触法向量,实现刀具轴矢量在空间按照预定规律进行变化,进而保证机床的A 轴摆动迎合切削而获得高的切削效率和表面质量,避免加工过程中存在的刀具干涉问题。因此选定矢量方向为垂直于部件。
4.刀路工艺处理。
针对该模具加工,设计一平面零件,零件是棍子的展开截面,如图5 所示,口罩的齿模形状线素比较多,而且有很多的小齿存在,其之间的间距很小,在1mm 左右,为了保证加工过中,这么小的刀具能满足切削的实际和切削效果,需要对齿的部分进行预处理,采用的方法是分区域包围处理,对包围区域之外进行粗精加工,然后剩余的包围单独进行刀路处理,具体设计如图6 所示。在进行边缘齿加工时候,同样存在这样问题,齿更密更多。采用面直接驱动的方式,生成的刀路径不具备加工特征,主要在于计算机不能细化优化小位置的走刀方向和走刀样式,为了解决这个问题。利用UG 的曲线功能指令,在齿中间,靠曲线功能,设计出刀具的具体路径,用直线端收尾连接起来,形成一个完整的路径,具体如图4 所示,然后利用该路径做为驱动要素,生成小刀的刀具路径。最后把所成才的平面路径转投缠绕到棍子面上,形成四轴加工路径,效果如图7。
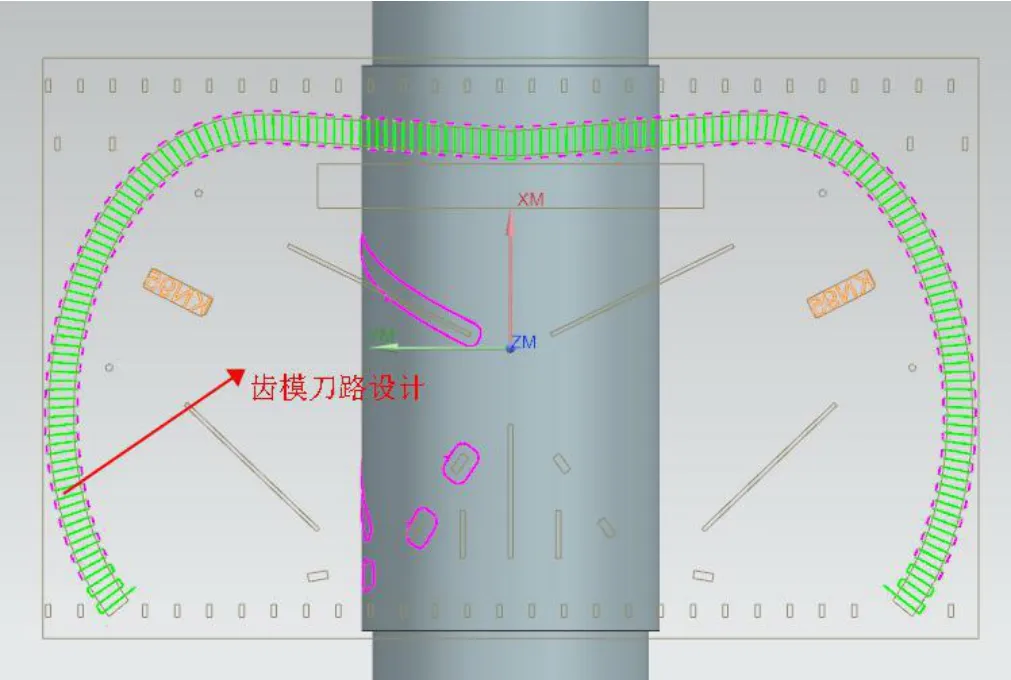
图4 曲线驱动样式

图5 平面刀具路径

图6 分区包围处理
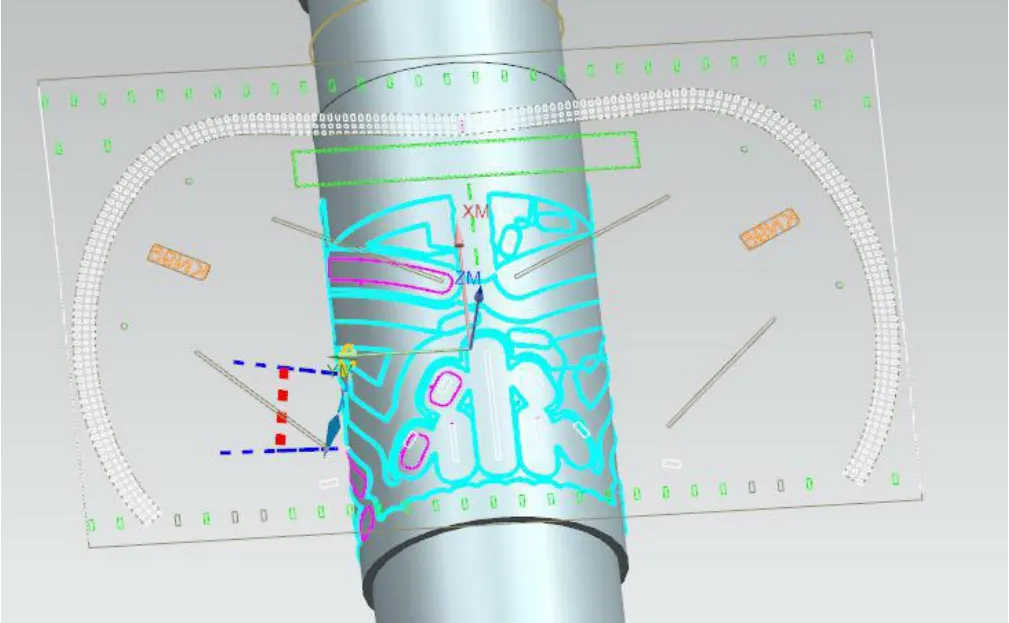
图7 平面路径缠绕效果
五、结语
综上所述,针对口罩模具,采用了本文所设计的编程思路进行零件的全部编程与加工,获得了很好的刀路效果,加工效率和表面指令都达到了需求企业的标准。同时也解决了在机床实际加工过程中,由于刀具过小,而造成的刀具损坏的问题。使用该方法编程可以缩减程序编制与调试的时间,降低企业加工生产成本,节省加工机床和刀具等的消耗,对多轴加工制造有很好的借鉴意义。
猜你喜欢
疯狂英语·新悦读(2021年11期)2021-11-28
少先队活动(2021年2期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
趣味(语文)(2020年6期)2020-11-16
学生天地(2020年17期)2020-08-25
数学大王·低年级(2020年3期)2020-03-12
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
人生十六七(2015年6期)2015-02-28
