
HRB600E 热轧高强抗震钢筋产品研发探究
2022-06-04 10:53:54褚文龙陈文勇祁文娟李智明
山西冶金 2022年2期
褚文龙,陈文勇,徐 斌,祁文娟,李智明
(1.河钢集团承钢公司棒材事业部,河北 承德 067102;2.河钢集团承钢公司检验检测中心,河北 承德 067102)
建筑用钢筋是我国产销量最大的钢材品种,钢筋的质量水平已经接近国际先进水平,但其使用强度与发达国家相比还有一定的差距。我国热轧带肋钢筋[1]按强度等级分为400 MPa、500 MPa 及600 MPa三种强度级别。经过多年的推广应用,在核电、地标建筑等重点工程项目中已普遍应用HRB500(E),目前,国内建筑主要使用带“E”抗震钢筋,例如HRB400E、HRB500E,目前600 MPa 级钢筋国标[1]只有HRB600 为非抗震钢筋,而部分客户对600 MPa级抗震钢筋提出需求,并且其具有良好的市场前景,因此,十分有必要对600 MPa 级抗震钢筋进行研发。
1 成分及力学指标要求
HRB600E 热轧高强抗震钢筋熔炼成分指标如表1 所示,力学指标如表2 所示。

表1 HRB600E 钢筋化学成分指标 %
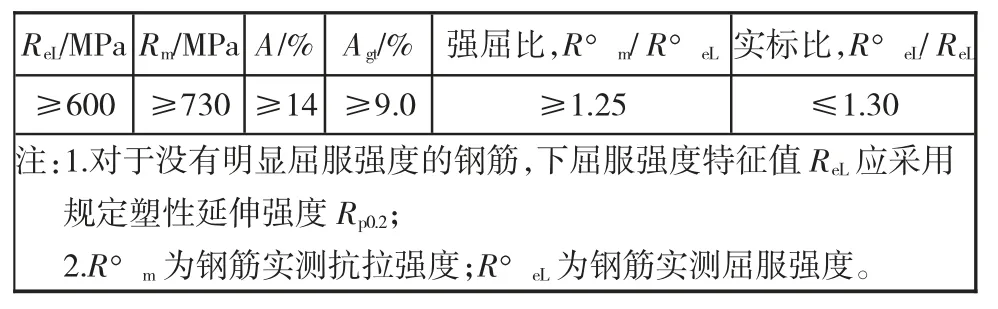
表2 HRB600E 钢筋力学性能指标
2 成分设计
HRB600E 热轧高强抗震钢筋研发的难度在于在确保强度的情况下,必须满足强屈比的要求,强度主要取决于熔炼成分的种类和数量,具体来说主要取决于加入多少种类的合金。为保证良好的焊接性,必须限定Ceq(碳当量),这就使得起到强化作用的C、Mn 元素添加量得到了限制,在钢铁材料的微合金强化方面,一般采用Nb、V、Ti 三类合金,Nb、Ti 元素的碳氮化合物回融温度很高,析出数量较少,不能用于600 MPa 级别的热轧钢筋的主要强化元素,V 元素的碳氮化合物回融温度较低,在冷却过程中能够形成大量纳米级析出物,可提高钢筋强度,尤其是VN 提高强度效果最为明显,并且能够细化晶粒,增加产品强度及塑性[2-3],但是其缺点是会降低强屈比。因此,我们在成分设计上以VN 强化为主,同时添加少量Cr、Mo、Nb 元素进行复合强化,在满足强度指标的同时,使强屈比达到1.25。
2.1 含钒钢筋中w(N)对钢筋强度的影响研究
对钢筋中w(N)进行检验分析,并对钢筋中化学成分和w(N)对钢筋屈服强度的影响进行回归分析,得到钒氮微合金化钢筋中各化学元素成分与钢筋屈服强度关系式为:

由以上关系式可知,在保证其他元素含量不变情况下,钢中每增加0.001%的w(N)可使钢屈服强度增加7~8 MPa。
对不同w(V)和w(N)下钢的强化效果进行试验分析,得出不同w(V)和w(N)对钢强度增量的影响如下页图1 所示。由图1 可知,随着钢中w(V)的增加,钢的强度增量提高,但当钢中w(V)达到一定量(如图中曲线拐点处)时,钢强度增加量减少。例如,当钢中w(V)在0.02%以下时,w(V)增加0.01%,钢强度增量为25 MPa;但当w(V)>0.02%时,w(V)增加0.01%,钢强度增量降低为10 MPa。此时,当w(V)对钢强度增量减少时,适当增加钢中w(V),可进一步提高钢强度增量,即此时增加钢中w(N)可增加钢强度。因此,若想提高钢筋的强度,在添加一定V 元素的同时,必须增加w(N)。
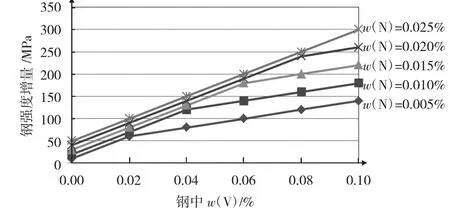
图1 不同w(V)/w(N)对钢筋强度增量的影响
2.2 其他合金元素对钢筋强度的影响
C 元素能起到固溶强化作用,有利于提高钢材强度的同时,还能够提高强屈比,而且C 是经济性元素,能降低成本,因此C 元素含量不能过低。Si 同样能起到固溶强化作用,提高钢材强度,同时还能起到较强的脱氧作用,净化钢水,且Si 含量不会影响碳当量,应在要求指标的上限予以控制。Mn 同样能起到固溶强化作用,可显著提高钢材强度及强屈比,在整体碳当量允许范围内的中上限进行控制。Cr、Mo、Nb元素均能使产品珠光体含量增加,提高强屈比[3-4],但因钢筋中w(Mn)较高,而这些元素含量过高会形成贝氏体,严重降低产品塑性,因此少量即可。
2.3 成分熔炼表
通过对钒特性的研究及其他合金元素对强度的影响研究,确定了HRB600E 含钒螺纹钢筋的化学成分种类,并量化熔炼成分,具体如表3 所示。

表3 HRB600E 钢筋熔炼成分
3 实施效果
3.1 析出物分析
采用扫描电镜对样品组织及析出物进行分析观察,发现珠光体片层较为致密,析出物尺寸较小。碳氮化物的析出有两种状态,一种是随A 向F 转变,沿相变界面产生的相间析出,一种是铁素体内随机析出,这种析出占有极大比例,珠光体内没有析出,细小的析出相为高强钢筋主要的强化手段。珠光体形貌如图2 所示,晶界和铁素体内析出物分布情况如图3 所示。

图2 珠光体形貌

图3 晶界和铁素体内析出物分布情况
3.2 产品组织
各规格HRB600E 高强抗震钢筋内部组织均匀,均为铁素体加珠光体(无回火马氏体等有害组织),珠光体约占45%~50%,珠光体提高10%~15%,有效提高强屈比,并且晶粒度达到10~11.5 级,提高了产品塑性指标。20 螺及32 螺的HRB600E 高强抗震钢筋金相组织如图4 所示。

图4 HRB600E 高强抗震钢筋金相组织
3.3 力学性能
各规格HRB600E 高强抗震钢筋力学性能全部合格,具体指标如表4 所示。
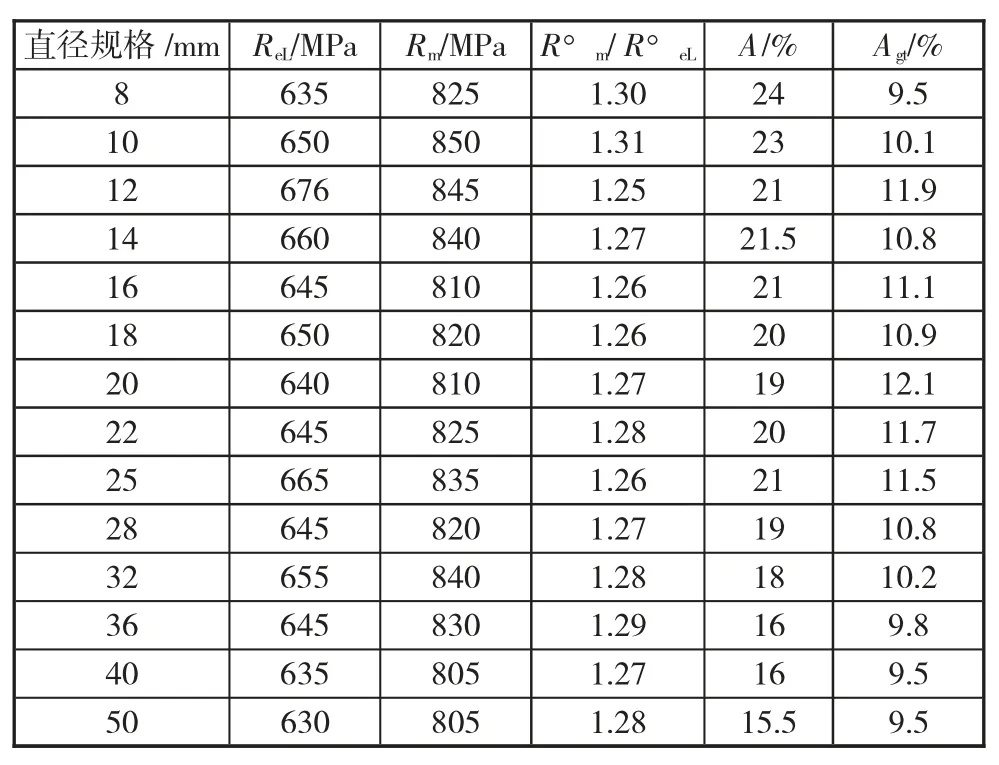
表4 产品力学性能
3.4 疲劳性能
选择2 支规格为Φ25 mm 样品进行疲劳试验,应力比为0.2,循环200 万次未断,说明产品具有良好的抗疲劳性能,实验结果如表5 所示。

表5 疲劳检验
3.5 焊接性能
选取Φ12~Φ25mm规格进行焊接试验,焊接性能全部合格。焊接工艺所涉及的参数:焊机型号为ZX7-400;焊条牌号及规格为THJ857、Φ4.0mm;焊接电流为140~180 A;电流极性为直流。焊接实验结果如表6 所示。

表6 焊接试验结果
4 结论
1)通过回归分析,明确了w(N)对钢筋强度的贡献值,具体为含钒钢筋中增加了约10×10-6的w(N),使钢筋的强度增加约7~8 MPa,使钢筋强度满足要求。
2)采用“钒铌铬钼复合强化”工艺,可提高珠光体含量10%~15%,解决了钢筋强屈比不合难点。
3)通过产品检验,产品力学性能、疲劳性能及焊接性能完全满足要求。
猜你喜欢
文史月刊(2023年10期)2023-11-22 07:57:14
航空制造技术(2022年5期)2022-07-15 08:01:00
当代陕西(2022年6期)2022-04-19 12:12:22
中学生数理化·中考版(2019年9期)2019-11-25 09:39:44
武汉科技大学学报(2019年4期)2019-07-04 06:16:54
童话世界(2018年8期)2018-05-19 01:59:17
电信科学(2016年9期)2016-06-15 20:27:25
电子设计工程(2015年16期)2015-02-27 12:07:58
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10 02:35:32
河南科技(2014年10期)2014-02-27 14:09:10
