
球压试验压痕直径的视觉测量方法
2022-06-01 13:35焦少妮张陈涛毛清华
计算机测量与控制 2022年5期
孙 江,曾 亮,焦少妮,张陈涛,毛清华
(1.山西能源学院,山西 晋中 030006; 2.厦门大学 航空航天学院,福建 厦门 361102; 3.太原理工大学 机械运载与工程学院,太原 030000; 4.西安科技大学 机械工程学院, 西安 710054)
0 引言
球压试验是测试电工、电子产品中非金属材料及固体绝缘材料(除陶瓷外)耐热性能的重要方法。高温条件容易导致非金属材料、绝缘材料特性的变化,如熔融或变软、机械强度下降、绝缘电阻降低,直接影响产品质量和使用安全。在电工、电子设备中,对于受热损伤后可能影响设备安全性能的非金属材料外部部件、支撑带电部件的绝缘材料零件、提供附加绝缘或加强绝缘的热塑材料零件应充分耐热,否则高温容易导致设备的失效,严重时可造成短路、引起火灾、触电等事故。相关IEC标准及国家标准明确规定:应对电工、电子产品的上述相关部件进行球压试验,以保证高温工作条件下产品的相关部件有足够的支撑强度,避免造成电气安全隐患。
球压试验通过测量所得压痕的直径判断样品的耐热性,相关国家标准,如GB 4706.1-2014《家用和类似用途电器的安全 第一部分:通用要求》、GB 3883.1-2012《手持式电动工具的安全 第1部分:通用要求》等规定:若压痕直径d不超过2.0 mm,则耐热性符合国家标准。标准中定义的压痕直径d是指压球与样品相接触区域的最大直径。

压痕直径的准确测量是球压试验的关键步骤,尤其是对于临界尺寸的压痕,测量的准确性直接决定试验结果的正确与否。如何客观、准确、便捷、快速地测量压痕尺寸已是困扰质检人员已久的一大问题。本文根据压球与压痕相接触区域与非接触区域对垂直光照反射特性的不同,采集垂直光照下的压痕图像,图像预处理后通过灰度重心法得到真实压痕区与过渡压痕区的分界点,通过Hough圆变换得到真实压痕区与过渡压痕区的有效边界,从而准确地将压球与压痕相接触区域与非接触区域分割开,计算出压痕直径。
1 球压试验与压痕模型分析
球压试验装置如图1所示,国标对球压试验的要求如下:将球压试验装置和样品支架一并放入加热箱,加热到标准规定的温度后将试验样品放置在样品支座上大约中心位置处,再将压力球放置在样品中心位置处并在规定时间内施加一个20 N±0.2 N的向下作用力,然后从样品上移去压力球,在10 s内将试验样品浸入温度为20 ℃±5 ℃水中并保持6 min±2 min时间后,从水中取出试验样品,在之后的3 min内去除水分并测量压痕尺寸d,如果直径d不超过2.0 mm,则绝缘材料的耐热性符合国家标准。其中压痕直径d指的是压球与样品相接触区域的最大直径。
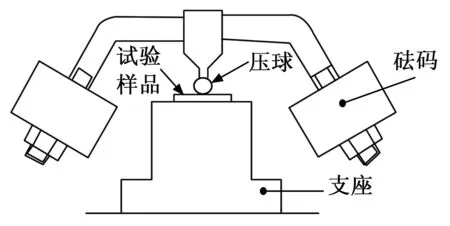
图1 球压试验装置示意图
图2为球压试验所得到的压痕结构示意图。压痕可分为3个区域:未产生形变的区域为非压痕区,产生形变但与压球未接触的区域为过渡压痕区,产生形变且与压球相接触的区域为真实压痕区。球压试验所需测量的直径为真实压痕区的直径。

图2 压痕结构示意图
在垂直光照下,不同的压痕区域表现出不同的反射特性。如图3所示,C点为压痕中心,B点为真实压痕区与过渡压痕区的分界点,CB段为真实压痕区,BA段为过渡压痕区。相机位于压痕正上方,垂直光照经C点反射后,大部分可进入镜头参与成像。从C点至B点,切线斜率逐渐变大,反射后进入镜头的光照逐渐减少,而从B点至A点,切线斜率逐渐减小,反射后进入镜头参与成像的光线逐渐增多。在整个压痕模型中,分界点B的切线斜率最大,反射后参与成像的光线最少。
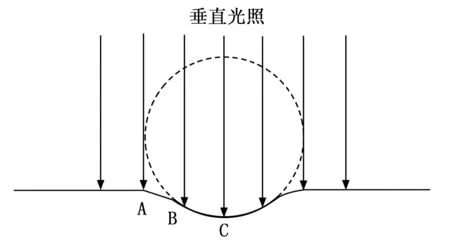
图3 压痕对垂直入射光的反射模型
2 压痕直径的测量
2.1 测量装置的设计
装置结构如图4所示,蓝光LED阵列的出射光经透镜聚焦于直径为20 μm的小孔光阑上,再经透镜准直后平行出射,经分光镜反射后与镜头同轴。镜头为放大倍数1X的远心镜头。压痕区域不在一个平面内,而远心镜头景深大且景深范围内透视误差小,使用远心镜头可使整个压痕区域内的图像放大倍率保持不变。

图4 压痕测量装置
2.2 压痕图像的预处理
压痕测量装置采集的压痕图像如图5(a)所示。图像采集过程容易受噪声污染,如杂散光、传感器的暗电流噪声、散粒噪声等。滤波处理是去除噪声的有效方法。滤波根据所在的信号域不同,可以分为空间域滤波和频域滤波。空间域滤波是直接对图像空间中的像素点进行处理,通常是借助模板进行邻域操作完成。常见的空间域滤波有:均值滤波、中值滤波、高斯滤波等。频域滤波是指图像经过某种数学变换,在频域中对图像进行滤波处理,处理后再经反变换得到空间域图像。常见的频域滤波有高通滤波、低通滤波等。
根据测量装置采集到的图像的噪声特点,采用5×5的高斯模板对压痕图像进行滤波,减少图像噪声。高斯滤波在降噪的同时容易导致图像边缘、细节模糊,因此滤波后采用Wallis锐化算法对压痕图像进行锐化处理。Wallis锐化算法是一种局部自适应图像增强算法,它可以同时对不同亮度区域的对比度进行调整。它的主要原理是通过调节图像邻域的亮度,从而调整图像不同位置的局部方差和均值。Wallis锐化算法可对暗区的细节进行较好的锐化,凸显真实压痕区与过渡压痕区的边界。滤波、锐化处理后的压痕图像如图5(b)所示。
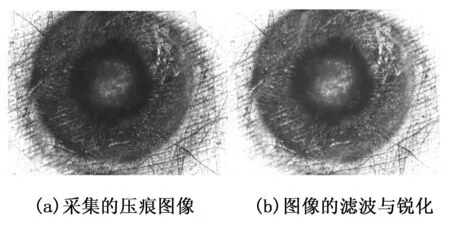
图5 图像预处理
2.3 边界的识别
首先采用灰度重心法确定压痕的灰度中心位置。灰度重心法,即以灰度为权值的形心法, 它利用像素点的灰度值信息与位置信息确定中心,灰度重心法的表达式如式(1)所示。

(1)
式中,f
(x
,y
)表示坐标为(X
,Y
)像素点的灰度值,(X
,Y
)为计算得到的压痕图像灰度中心点O
的坐标值。如图6(a)所示做过(X
,Y
)的直线Q
0,Q
0的灰度分布P
0如图6(b)所示。由于样品表面存在划痕及其它表面缺陷,P
0部分区域的灰度分布值变化剧烈。与压痕表面对垂直入射光的反射特性相对应,从灰度中心点O
至真实压痕区与过渡压痕区的分界点,灰度值逐渐减小,从分界点至过渡压痕区,灰度值逐渐增大。分界点处于压痕中心点两侧灰度值的斜率发生突变之处。首先通过低通滤波去除P
0中的高频噪声,通过一阶微分算子在中心点O
的两测识别斜率发生突变的点T
1、T
1’。将直线Q
0按顺时针方向以1°为步长依次旋转至180°,从而得到180条灰度分布曲线,图5(a)中Q
2、Q
3、Q
4分别表示直线Q
0分别旋转45°、90°、135°后对应的直线。分别取上述180条直线对应的灰度分布曲线中斜率发生突变的点,得到真实压痕区与过渡压痕区的分界点图,如图6(c)所示。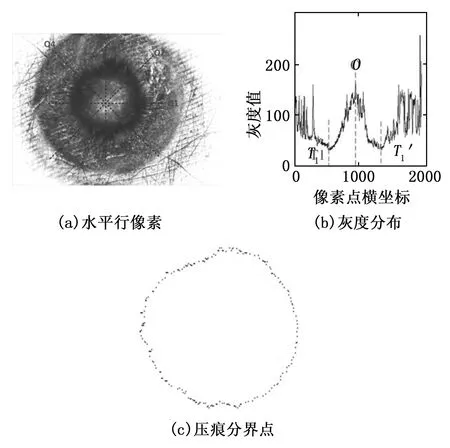
图6 压痕分界点的确定
2.4 压痕直径的计算
对得到的分界点进行Hough圆变换,得到真实压痕区与过渡压痕区的有效边界,如图7所示。Hough圆变化算法是一种基于参数空间的投票算法,它利用了图像的全局特性,受噪声和边界间断的影响较小,尤其对噪声图像具有良好的稳定性和鲁棒性,因此边界点的不连续及边界点局部噪声对真实压痕区与过度压痕区有效边界的影响小。Hough圆变换是将图像上每一个非零像素点视为一个潜在的圆上的点,通过投票函数生成累加器,设置一个累计权重来定位圆。在笛卡尔坐标系中,圆的方程可以用式(2)表示。
(x
-a
)+(y
-b
)=r
(2)
其中:(a
,b
)是圆心,r
是半径。将其换一种形式表述为:
(3)
即:
(4)
所以在a
-b
-r
组成的三维坐标系中,一个点可以唯一确定一个圆。在笛卡尔坐标系中,过某一点的圆映射到a
-b
-r
坐标系中为一条三维曲线。经过笛卡尔坐标系中所有非零像素点的所有圆就构成了a
-b
-r
坐标系中多条三维曲线。在笛卡尔坐标系中同一个圆上的点的圆方程相同,则这些点映射到a
-b
-r
坐标系中的曲线相交于同一点,因此在a
-b
-r
坐标系中这个点一共有N
条曲线相交,其中N
代表圆的总像素。通过判断a
-b
-r
坐标系中每一个点的相交数量,认定大于设定好的阈值的点为圆。Hough圆变换处理后的结果如图7所示。通过Hough变换计算得到压痕边界的圆心坐标为(1 149.24, 939.76),半径为r
=274.96像素。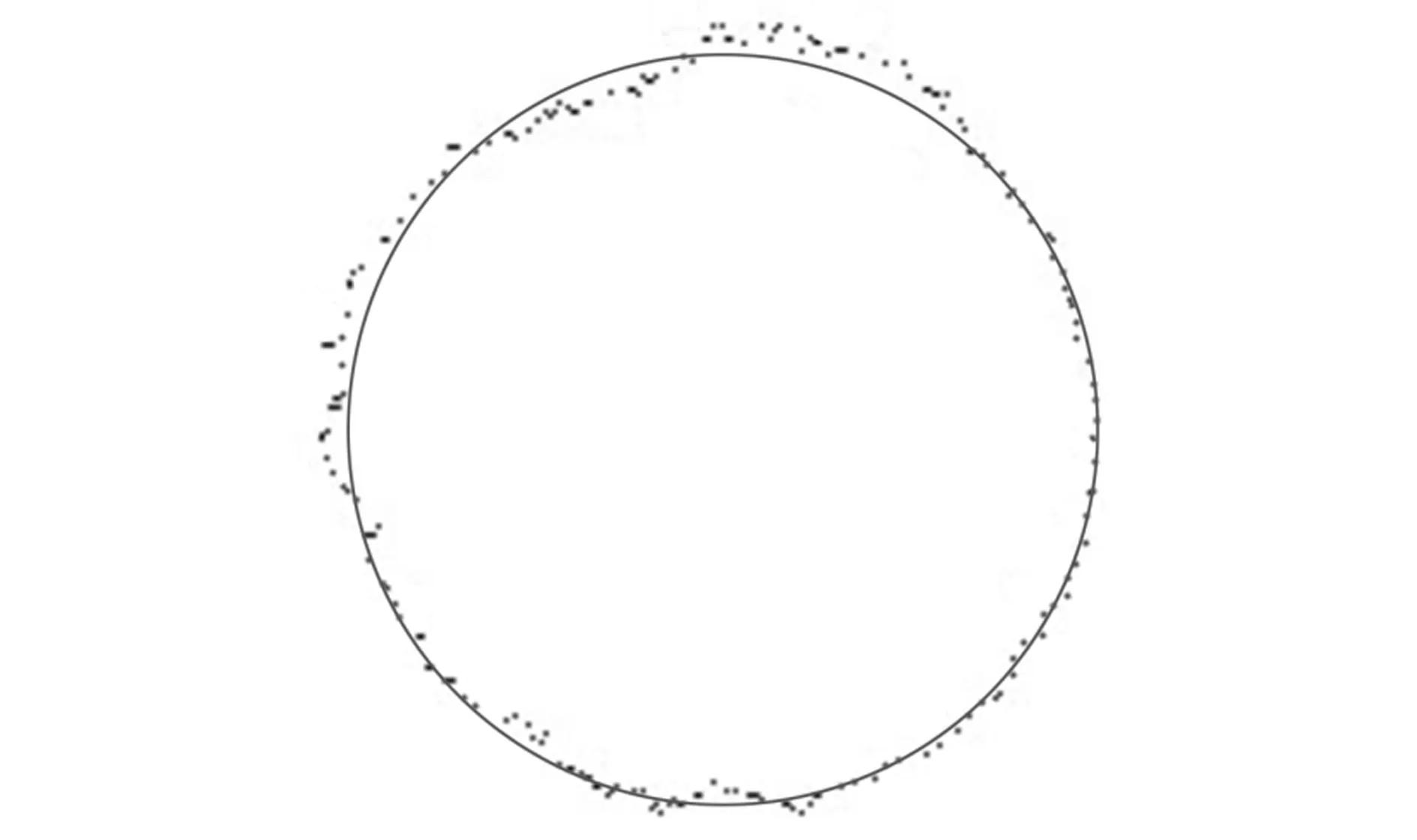
图7 Hough变换获取压痕有效边界
2.5 压痕直径测量仪的标定
标定是压痕直径测量过程中的一个重要环节。图像测量的结果为像素值,若要得到测量结果的实际尺寸,必须建立起图像像素和实际尺寸之间的关系,即求得像素当量值的大小。标定便是建立图像像素与实际尺寸关系的过程。常用的标定方法有标准件法及标准位移法。其基本思想是把标准件的精确尺寸或标志物的标准位移传递给图像系统,再测量图像系统中标准件或标准位移相应的像素值,以此来建立图像像素与实际尺寸的关系。标准件法直接对标准件进行测量。相机捕获标准件的图像后,通过图像处理可以在图像上得到以像素为单位的标准件尺寸数值。再根据标准件的精确尺寸和像素尺寸计算得到水平像素当量和垂直像素当量。标准件法是二维图像测量系统最为常用的标定方法,但该方法对标准试件的精度及标定环境的温湿度具有较高的要求。标准位移法则无需使用标准试件,该方法对标定物品的加工精度要求低,即使在缺少标准件的情况下也能使用该方法进行标定。标准位移法的主要原理是首先对标定物品进行成像,随后使标定物品在视场范围内移动一定的距离,并通过高精度测量设备测得标定物品移动的距离值,再次对移动后的标定物品进行成像。通过标定物品移动前和移动后的两幅图像,计算出标定物品移动的像素距离。根据标定物品移动的实际距离和像素距离便可得到像素当量大小。本文采用标准位移法对压痕测量装置进行标定,标定装置的设计和图像处理算法是标定实验的重要环节。
2.5.1 标定装置
标定实验装置如图8所示,使用双频激光干涉仪测量标定物品的移动距离。标定装置由4个部分组成:待标定的压痕测量装置、水平导轨、标定物品和双频激光位移测量系统。其中双频激光位移系统主要包括测量反射镜、线性干涉镜、温度传感器、湿度/压强传感器以及激光器,如图9所示。首先调节双频激光干涉仪使得光轴方向和水平导轨平行,并调节标定物品的位置使标定物品的边缘与水平导轨尽量保持垂直,并落在压痕测量装置视场内。使用压痕测量装置采集标定物品的边缘图像,并清零双频激光干涉仪读数。然后将标定物品沿着水平导轨方向移动一定的距离,标定物品移动过程中应使边缘保持在压痕测量装置视野中,并通过双频激光干涉仪测量标定物品边缘移动的距离,记为D
。同时压痕测量装置采集移动后的标定物品边缘图像。在标定物品移动前后的两张图像中,通过图像处理求出此时标定物品移动的像素距离L
。压痕测量装置的像素当量值为双频激光干涉仪测量的空间位移D
与图像处理测量的像素位移L
的比值,即a
=D/L
。由于压痕测量装置使用的工业相机中CCD传感器的像素为方形,并且远心镜头放大倍数各向同性,因此压痕测量装置中X
轴和Y
轴的像素当量相等。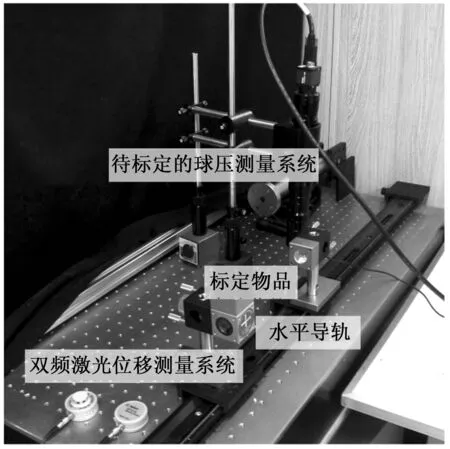
图8 标定装置
图9 双频激光直线位移测量装置
2.5.2 位移计算
标定物品边缘移动前后采集的图像如图10所示。以标定物品的前边缘作为参考,计算标定物品在图像中移动的像素距离便可通过计算标定物品前边缘的移动距离得到。为了减少环境噪声等因素对位移计算的影响。以图像水平中线为中心取图像的1/4作为特征区域进行后续图像处理。特征区域提取并不会减少标定物品的位置信息,特征区域图像如图11所示。
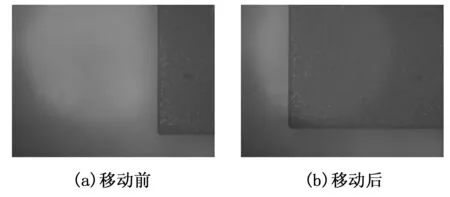
图10 底板图像

图11 特征区域的提取
1)滤波降噪:
由于环境因素以及图像采集的影响,采集到的图像中存在椒盐噪声和高斯噪声。采用高斯滤波可以有效减少噪声的影响,此处采用5×5的方形模板对特征区域图像进行高斯滤波处理。
2)图像分割与填充:
滤波降噪后需要将标定物品与其它区域进行分割。根据标定物品和其它区域灰度值的不同,采用阈值法将二者进行分割。由于分割后的标定物品区域内存在许多空洞,采用膨胀-腐蚀算法对分割后的图像进行处理。膨胀-腐蚀算法可有效填充空洞,且不影响标定物品前边缘的位置。
3)标定物品前边缘提取:
采用Susan算子对分割与填充后的图像进行处理,检测得到标定物品的前边缘点。为了减少错误边缘点的影响,使用基于最小二乘法的直线拟合算法对提取到的边缘点进行拟合,拟合结果如图12所示,图中白色线条为拟合后的标定物品前边缘。

图12 直线拟合后的结果
4)计算标定物品前边缘移动的像素距离:
标定物品移动前边缘拟合的直线记为L
1,移动后拟合的直线记为L
2,计算直线L
1和L
2之间的平均距离,该平均值便是底板前边缘移动的像素距离。2.5.3 标定结果
图像处理测量得到标定物品前边缘沿直线导轨移动的像素距离为L
=1 247.33 pix。双频激光干涉仪测量得到的标定物品实际移动的距离为4 300.292 1 μm。由于标定环境中的微振动、空气流动及日光灯的频闪,使得双频激光干涉仪测量读数中的后两位不稳定,故舍去测量结果的最后2位,即取实际移动距离D
=4 300.29 μm。计算可得像素当量a
=D/L
=3.448 μm/pix。从而可计算得压痕直径为d
=2r
×a
=1.896 1 mm,小于国标所规定的2 mm,因此可判定材料的耐热性满足国标要求。3 实验与分析
3.1 实验
为了检验测量方法的有效性,进行了重复性试验及精度比对试验。10个压痕样品由厦门出入境检验检疫局技术中心国家电气安全检测重点实验室提供。图13所示为样品1~3,白色圈内为压痕所在区域。
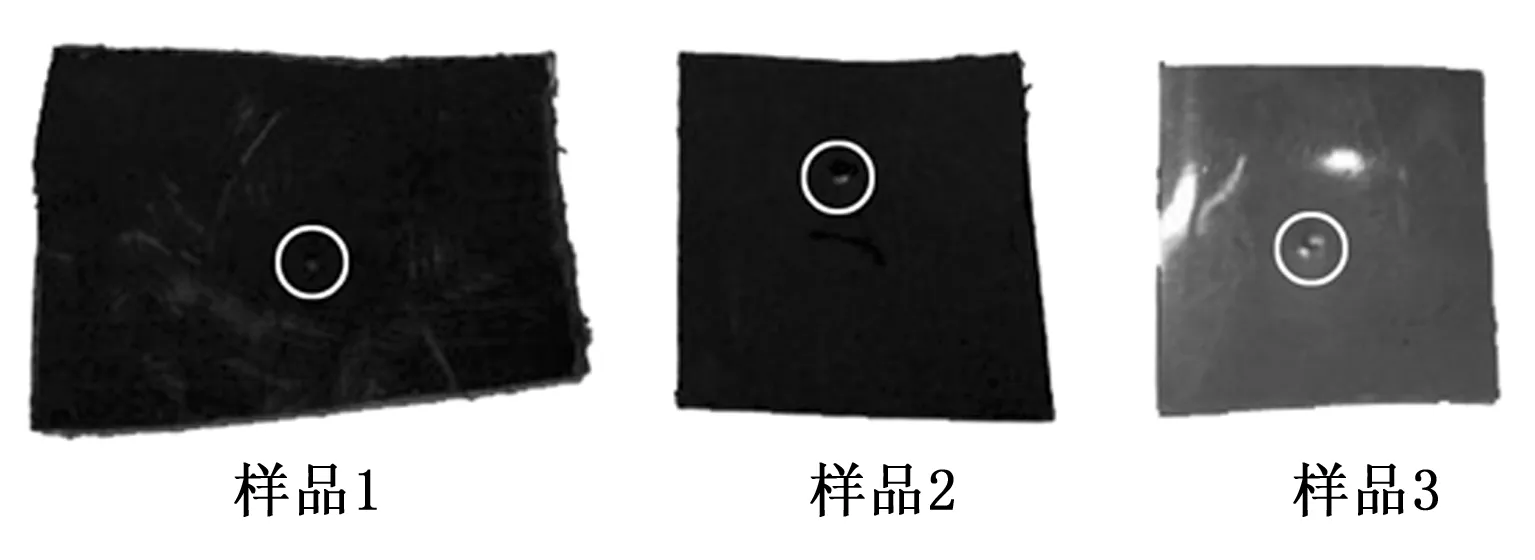
图13 压痕样品
1)重复性实验:
在实验室环境(温度25 ℃、相对湿度45%)使用本文所研制的基于图像测量的压痕直径测量仪重复测量样品1,每次测量都移动样品或旋转样品,使得样品在仪器视场中的位置不同或角度不同。20次独立测量的结果如图14所示,平均值为1.896 8 mm,由贝塞尔公式计算得到的实验标准差为0.001 1 mm,重复性限<0.025 mm。
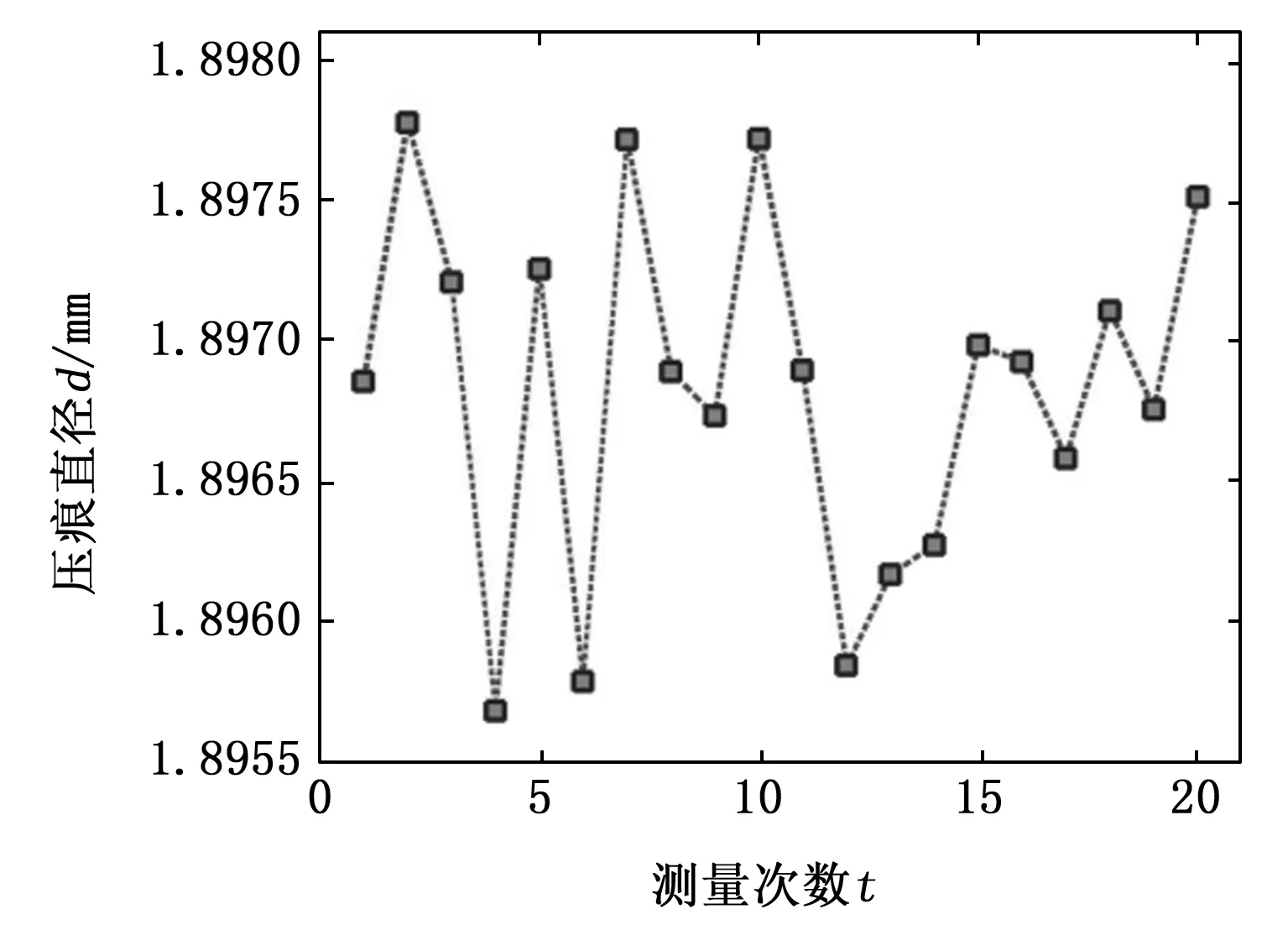
图14 重复性试验测量结果
同样,对样品2~10分别进行重复性试验,各个样品20次重复测量的标准差均小于0.001 6 mm,重复性限均小于0.003 mm。
2)精度比对实验:
为了检验测量精度,将样品1~10送交厦门市计量检定测试院进行检定,并将标定结果与本文方法的测量结果进行比对,结果如表1所示。检定所使用的的仪器为万能工具显微镜19JC,是上海光学仪器一厂所生产的,其仪器分度值为0.000 5 mm,不确定度(1+L
/100) μm,L
代表测量长度,单位为mm。过渡压痕区与真实压痕区之间为连续变化,因此在工具显微镜下不易精确定位二者的分界点,工具显微镜下的测量值与真实值之间可能存在一定的偏差,偏差的大小与工具显微镜的精度及质检人员的经验有关。为了减小工具显微镜下的测量值与真实值之间的偏差,提高测量的准确性,表1中每个样品的测量值都由3名经验丰富的质检人员使用万能工具显微镜19JC分别独立测量5次取均值而得。表1中本文方法的测量值为样品重复测量5次取得的平均值。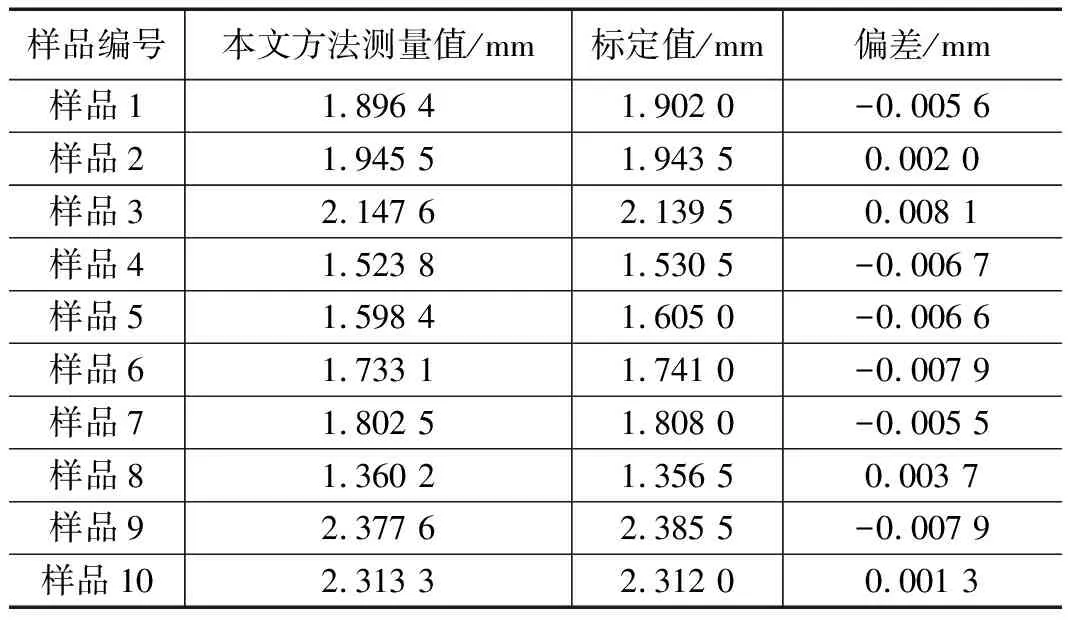
表1 精度比对试验结果
由表1可知,10个压痕样品的测量精度比对结果中,最大偏差为0.008 1 mm,偏差绝对值的平均值为0.005 5 mm。由此可知本文方法的测量值与标定结果的偏差的绝对值<0.01 mm,满足球压测量的精度要求。
3.2 压痕测量精度影响因素分析
通过上述实验可知,本文提出的压痕测量方法与研制的压痕测量装置具有较高的精度,但仍存在一定误差,影响压痕测量精度的因素主要包括以下4个方面。
1)光源平行性:
本文根据压球与压痕相接触区域与非接触区域对垂直光照反射特性的不同来测量压痕大小,光源的平行性将直接影响测量精度。在本测量装置中,光阑大小直接影响出射光的平行度和光照度。光阑过大导致出射光平行度差,光阑过小则光照度小。本文选择直径为20 μm的小孔光阑,出射光的平行度和光照度可同时得到较好的保证。
2)环境杂散光:
图像采集过程中容易受到周围环境中杂散光的影响。本文采用高斯模板对压痕图像进行滤波,减少图像噪声,但滤波的引入会引起边界像素点的漂移,影响测量精度。本文选择5×5的高斯模板进行滤波,既能较好的去除杂散光的影响,也能尽量减小边界像素的漂移。
3)镜头成像:
图像采集系统中使用镜头进行成像,由此产生的畸变和透视误差始终无法避免。本文采用远心镜头进行成像,远心镜头畸变小、景深大,且景深范围内透视误差小,可有效减小成像引入的误差。
4)图像处理算法的准确性:
图像处理算法尤其是边界识别算法的准确性直接影响压痕测量的精确度。本文通灰度重心法识别真实压痕区与过渡压痕区的分界点,具有较好的准确性。
4 结束语
本文提出了一种快捷、准确的球压试验压痕直径测量方法,解决了现有压痕测量方法无法精确区分真实压痕区与过渡压痕区的问题,提高了测量结果的客观性。根据压球与压痕相接触区域与非接触区域对垂直光照反射特性的不同,在垂直光照下采集压痕图像,识别压球与压痕的接触区域的分界点,进而计算压痕直径。实验结果表明,使用本方法测量压痕直径,测量结果的重复性标准差<0.001 6 mm,重复性限<0.003 mm,测量值与标定结果的偏差的绝对值<0.01 mm,满足压痕测量的精度要求。然而本文仅通过实验的方法检测了该测量方法的有效性,虽初步分析了测量误差的来源,但并未对测量误差的传递过程进行深入分析,该部分内容将在后续工作中完成,后续工作还将根据误差分析的结果对测量装置与算法进行优化,进一步提高测量结果的准确性。
猜你喜欢
集装箱化(2021年1期)2021-04-12
经理人(2020年9期)2020-10-12
中国信息技术教育(2020年2期)2020-02-02
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
新课程·中旬(2017年7期)2017-08-13
印刷技术·包装装潢(2015年8期)2015-12-04
印刷技术·数字印艺(2015年4期)2015-06-08
