260MPa 级冷轧搪瓷用钢开发与应用
2022-05-30 08:35汪建威
科学技术创新 2022年16期
汪建威
(马鞍山钢铁股份有限公司 技术中心,安徽 马鞍山243000)
储水式热水器内胆常年在高温高压下的储水的使用环境,因此要求内胆用钢具有良好的力学性能,还要求耐高温,耐腐蚀等性能,以延长产品使用寿命[1]。热水器内胆主要生产工艺流程:冲压、卷圆→焊接→脱脂→搪瓷,其中在冲压、卷圆工序要求钢板具有一定成型性能,且强度不能太高,搪瓷后不能发生鳞爆,在搪瓷生产过程中,需要通过830~850℃高温搪烧8~10min,当前国内市场上主流热水器内胆用钢的屈服强度在200MPa 级,搪瓷生产后强度下降约20~50MPa[2],制成内胆后按QB/T 4101-2010《储水式电热水器内胆》标准要求进行胆脉冲压力试验,循环次数达到8 万次以上。随着产品升级,为了提高安全使用性能,内胆脉冲压力循环次数要求提升达到20 万次以上,要求在不能降低钢板抗鳞爆性能及冲压成型性能基础上提高内胆用钢的强度,且高温搪烧后的强度不能降低或降低较少,因此提出开发屈服强度260MPa 级热水器内胆用冷轧搪瓷钢。
1 化学成分设计
根据260MPa 级冷轧搪瓷钢的使用特征,并考虑终端用户的加工需求和经济性,结合生产线装备特点,在低碳铝镇静钢基础上,增加碳、锰元素含量并添加适量经济性的第二相析出粒子形成元素,提升强度同时提高抗鳞爆性能。
碳是提高强度最经济且最有效的固溶强化元素,碳含量增加,形成的珠光体增加,强度增加,但碳含量过高,在搪烧过程中,会产生大量的气泡,导致搪烧后出现针孔缺陷[3-5]。适当硫可以与锰形成MnS,提高抗鳞爆性能,但过多的硫会显著降低钢板的塑性和韧性[3-5]。钛元素为提高抗鳞爆性能的核心元素,可以促进生成大量第二相粒子(Ti(C,N)、TiN,TiC)[4-6],能有效增加钢板的抗鳞爆性能。微量硼元素可以提高钢的淬透性,且与氮形成BN,显著提高钢的搪瓷性能,但硼含量过高时,在连铸时会引起铸坯开裂[7]。屈服强度260MPa 级冷轧搪瓷钢TC260 产品化学成分设计见表1。

表1 TC260 的化学成分设计(质量分数%)
2 工艺设计
屈服强度260MPa 级冷轧搪瓷钢TC260 产品的生产工艺流程为:铁水预处理→转炉冶炼→合金微调站→RH精炼→连铸→热轧→酸洗冷连轧→连退→平整→成品。
对进入转炉冶炼之前的铁水做去除杂质元素的处理,包括铁水脱硅、脱硫、脱磷,提高铁水的纯净度;转炉控制终点温度及成分,RH 微调成分达到目标值要求后连铸成板坯;将铸坯加热至1100~1250℃,有利于形成更多、更细小的第二相粒子,另外高的加热温度能保障命中高终轧温度和高卷取温度;终轧温度850~930℃,卷取温度650~730℃;酸洗工序重点关注酸洗后表面质量;冷轧大压下能将热轧钢板中的析出粒子充分碎裂,增加析出相界面数量,有利于提升氢渗透时间,结合轧机能力,冷连轧总压下率通常大于60%;连退退火温度700~800℃;平整压下率0.5~2.0%,可以消除屈服平台,改善钢板表面微观形貌,提高搪瓷密着性能。
3 组织与性能
3.1 试验材料及方法
沿冷轧搪瓷钢板横向切取拉伸、金相、搪瓷等试样,为对比钢板搪烧前后力学性能变化,采用马弗炉模拟热水器内胆搪瓷生产过程,搪烧温度830~850℃,搪烧时间8~10min 后空冷。
3.2 显微组织
根据《GB/T 13298-2015 金属显微组织检验方法》对冷轧搪瓷钢TC260 钢板搪烧前后试样进行分析,其显微组织均为铁素体+少量渗碳体。从图1a 可知,搪烧前试样的铁素体晶粒较为细小,晶粒度为10 级;从图1b 可知,经830~850℃搪烧后试样仍保持细小均为的等轴态,晶粒度为9 级。
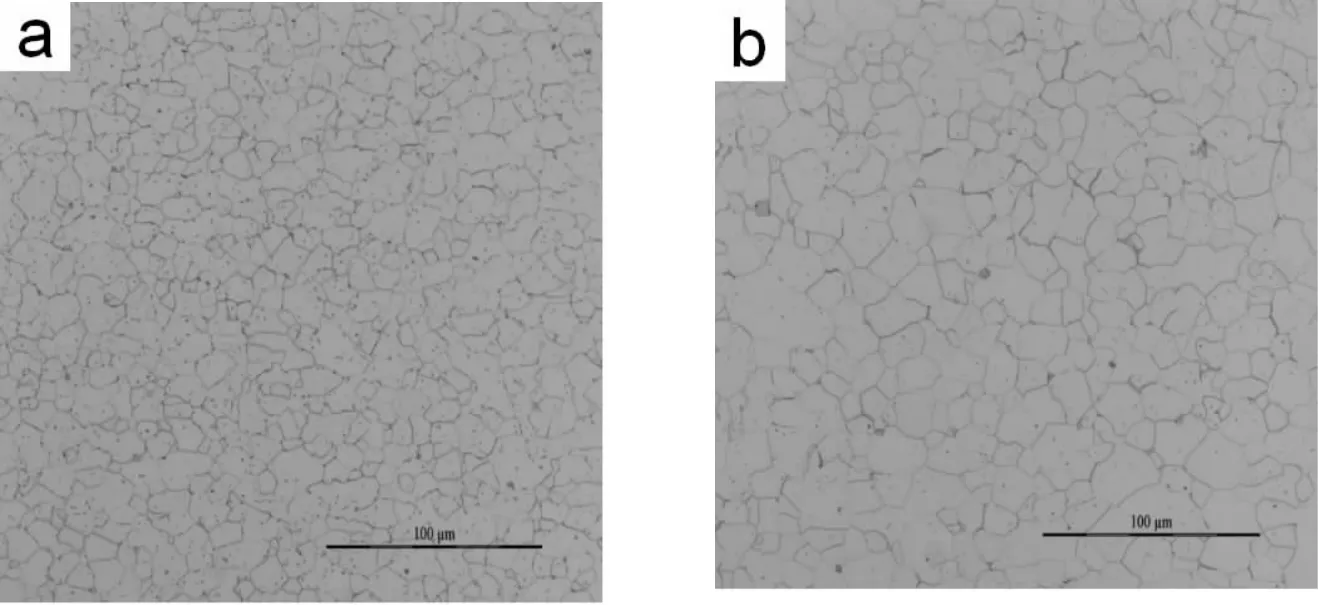
图1 未搪烧钢板(a);830~850℃模拟搪烧8~10min 后钢板组织形貌(b)
3.3 第二相粒子
从图2a 可知,冷轧搪瓷钢TC260 产品第二相粒子均匀弥散分布在铁素体中,且数量较多,从图2a-A、2a-B、2a-C 可知,析出物主要为Ti(C,N),MnS,TiN,TiC 等;从图2b 可知,经830~850℃搪烧后试样析出物数量略微减少,表明搪烧后第二相粒子部分溶解,从图3b-A 可知,此时析出物主要为MnS、Ti4S2C2,这些析出物不仅作为有效的不可逆氢陷阱,提高抗鳞爆性能,而且可以保证钢板搪烧后的强度。
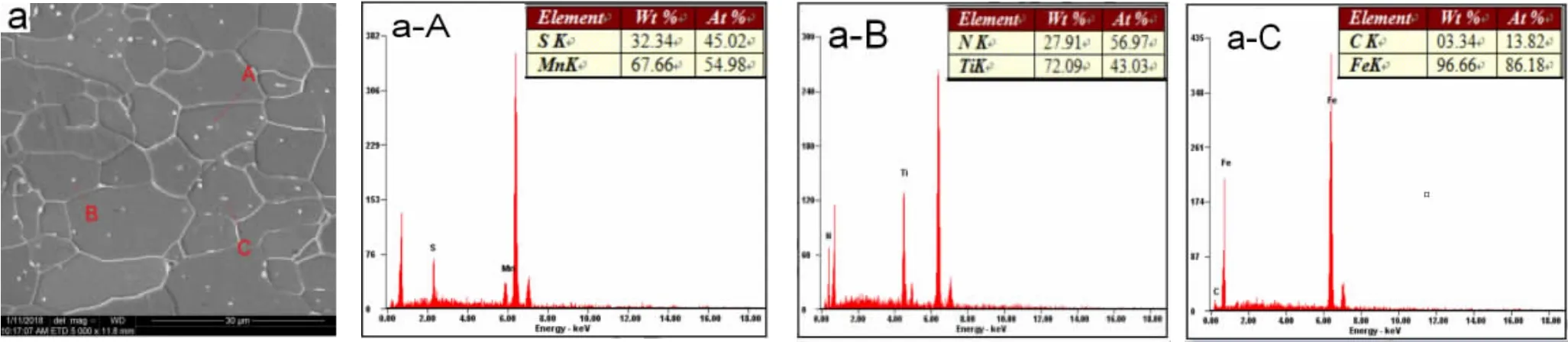
图2 未搪烧钢板形貌(a)及能谱分析(a-A、a-B、a-C),SEM
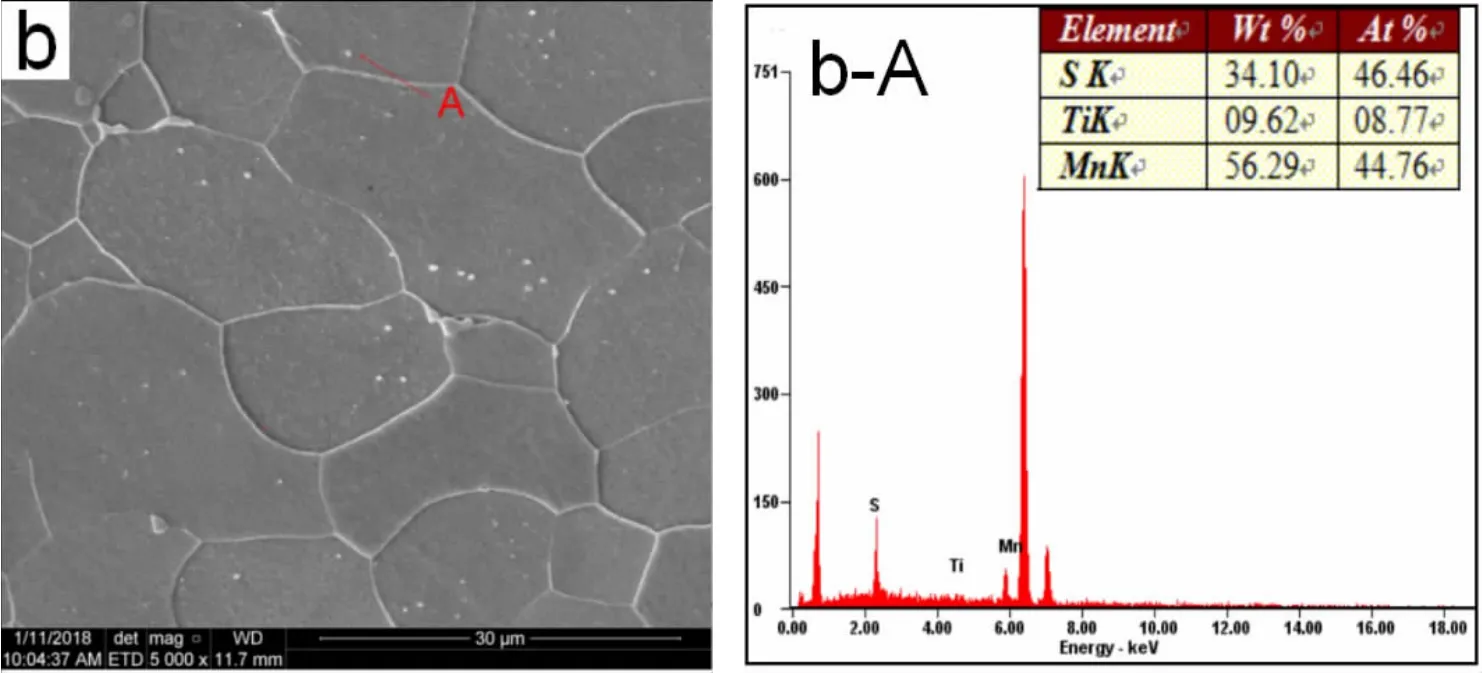
图3 搪烧后钢板形貌(b)及能谱分析(b-A),SEM
3.4 力学性能
冷轧搪瓷钢TC260 产品力学性能见表2 所示。从表2 可知,冷轧搪瓷钢TC260 钢板经高温模拟搪烧后,强度基本未下降,由此保证了储水式电热水器内胆脉冲压力试验性能。

表2 冷轧搪瓷钢TC260 力学性能
3.5 抗鳞爆性能
根据BS EN ISO17081-2014《氢渗透的测量方法和用电化学法技术测定金属中的氢吸收和迁移》试验方法利用双电解池试验装置测量冷轧搪瓷钢氢渗透时间及在实验室采用钢板进行搪瓷试验用来评估TC260 的抗鳞爆性能。
EN 10209-2013《Cold rolled low carbon steel flat products for vitreous enamelling - Technical delivery conditions》标准中要求搪瓷钢(1mm)氢渗透时间应≥6.7min,图4a 为TC260 的氢渗透曲线,横坐标为氢渗透时间,纵坐标为归一化通量J/J∞,在曲线中J/J∞为0.096时对应的时间为氢渗透时间TH[8-10],由此可知试样的tb(TH 换算成1mm 的数据,tb=TH/L2,其中L 为试样厚度)11.6min,抗鳞爆性能优良。
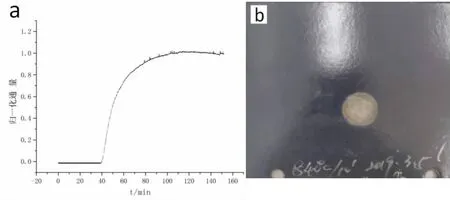
图4 氢渗透曲线(a),搪瓷试验(b)
实验室湿法搪瓷工艺流程:钢板表面脱脂→清洗→烘干→湿法涂搪→釉料烘干→烧结→空冷,烧结温度为830~850℃,保温10min。从图4b 可知,试样钢经双面涂搪后静置7 天,未发生鳞爆,且密着试验后评估密着性能达到2 级(EN 10209 标准:1 级最优)。
4 应用
260MPa 级冷轧搪瓷钢TC260 产品批量应用于热水器内胆行业,根据QB/T 4101-2010《储水式电热水器内胆》标准中要求,制成搪瓷内胆后经脉冲压力试验,循环次数均达到26 万次以上,相对于普通搪瓷内胆,安全性能得到极大提升。
5 结论
5.1 通过合理化学成分设计及工艺设计,开发出了屈服强度260MPa 级冷轧搪瓷钢TC260 产品,其屈服强度大于260MPa,延伸率大于26%,氢渗透时间大于6.7min。
5.2 冷轧搪瓷钢TC260 钢板显微组织均为铁素体+少量渗碳体,晶粒度10 级,并含有大量第二相粒子Ti(C,N),MnS,TiN,TiC,经830~850℃搪烧后显微组织均为铁素体+少量渗碳体,晶粒度9 级,析出物数量略微减少。
5.3 冷轧搪瓷钢TC260 经830~850℃搪烧模拟后屈服强度基本不下降。
5.4 冷轧搪瓷钢TC260 氢渗透时间11.6min,实验室双面搪瓷不鳞爆,密着性能4 级,抗鳞爆性能优良,制成搪瓷内胆后经脉冲压力试验,循环次数均达到26 万次以上。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
家用电器(2022年4期)2022-04-25
粉末冶金技术(2021年3期)2021-07-28
失效分析与预防(2021年6期)2021-02-15
紫禁城(2020年9期)2020-10-27
中国金属通报(2019年6期)2019-08-20
诗潮(2018年10期)2018-10-17
中华手工(2017年6期)2017-07-06
老同志之友(2016年5期)2016-05-14