非标斜楔机构设计及其在模具中的应用
2022-05-27 02:22王世武王永康
模具制造 2022年4期
尹 康,王世武,王永康,张 晔
(陕西重型汽车有限公司,陕西西安 710200)
1 引言
冲压加工一般为坐标垂直(Z)方向,而当制件的加工方向是水平或倾斜时,就需要斜楔机构把滑块冲压方向改变成工作部件的水平或倾斜方向。标准斜楔(可以直接选用购买)的安装面宽度和冲压角度数值是固定的,当遇到超出范围结构,在工艺、结构及成本加工受限情况下,就需要自制非标斜楔进行结构设计。
2 非标斜楔的应用
非标斜楔多用于大型覆盖件(如车门、侧围、翼子板等)模具侧修边、侧冲孔及侧整形时,根据冲压角度、冲压工艺等,在满足工作基础上自行定制结构,灵活方便且不受结构限制。非标斜楔对冲压工艺排序有很大帮助,解决复杂制件修边冲孔成形,能实现模具结构简单化,成本降低化。
图1所示为某制件的侧修侧冲工序,合计10个30°侧冲孔(预留1个长圆孔),11个20°侧冲孔(预留1个长圆孔),1个20°侧修边,1个10°侧冲孔和侧修边,冲孔多又密。
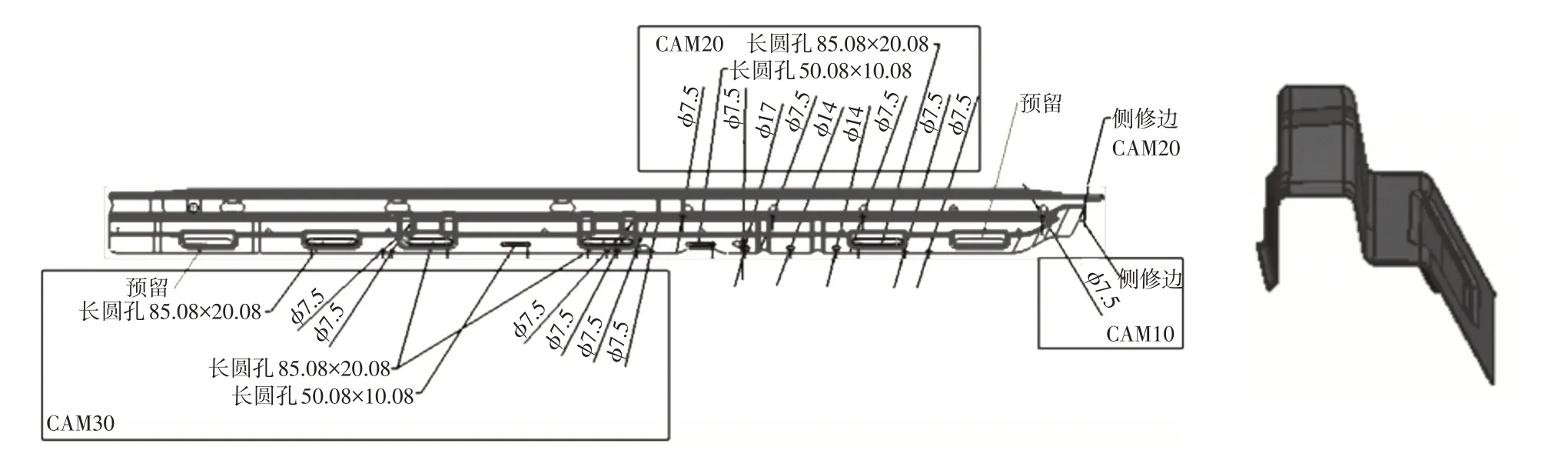
图1 制件孔位示意图
CAM30所有冲孔密布在900mm长范围内,标准斜楔如果用一个,模具结构限制大,如果用两个或多个,又无法合理布局。结合自身特点,采用非标斜楔设计,解决所有冲孔问题。
CAM20所有冲孔密布在500mm长范围内,可勉强采用标准斜楔,但由于标准斜楔滑块面太短,也需要增加垫板保证孔位安装。
3 模具结构对比
3.1 采用标准斜楔机构的模具图
图2所示标准斜楔滑块座宽度尺寸370mm,调整合适位置后,压料芯为避让滑块座,靠近制件端宽度方向必须减少,致使镶块压料面距制件X向最小悬空60mm,Y向悬空140mm,起不到很好的压料作用,制件冲孔容易出现毛刺;镶块自身结构也比较单薄,长期使用存在断裂风险,机床工作中断裂更容易引起生产事故。
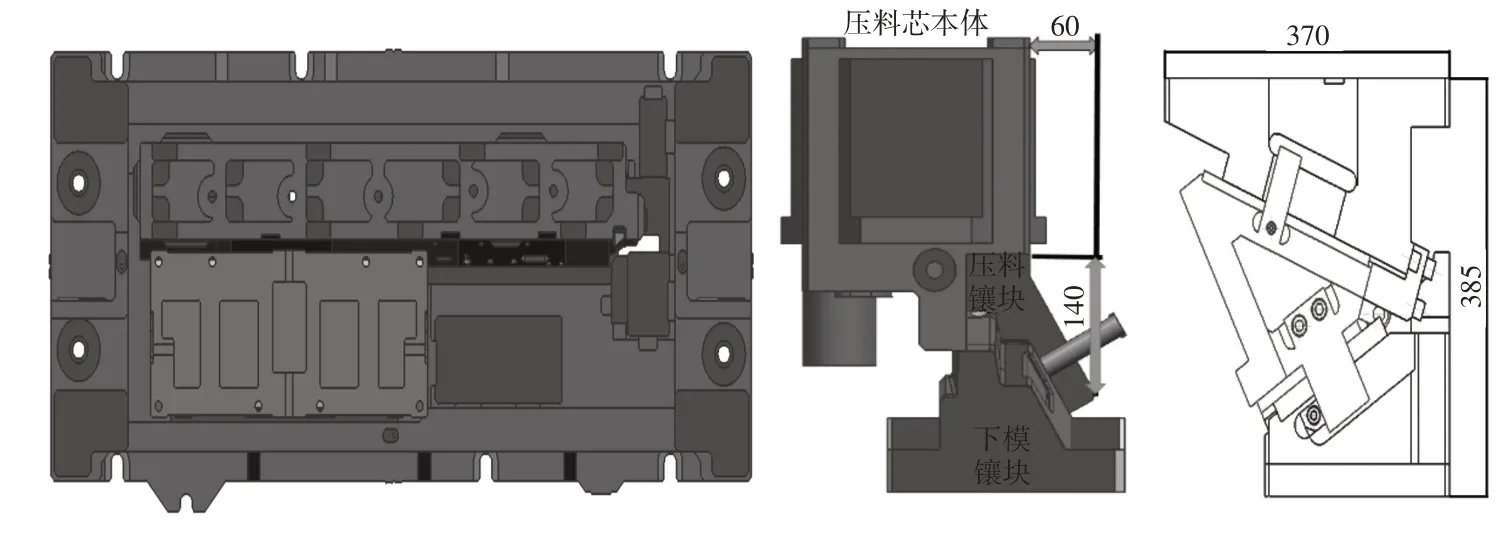
图2 下模座、压料芯和标准斜楔机构
图3所示上模总长2,280mm,因为标准斜楔整体轮廓加大,中部1,780×950×300mm空间无法布置X向或Y向加强筋,模具两处端头没有有效连接,结构比较单薄,铸造也容易发生扭曲。
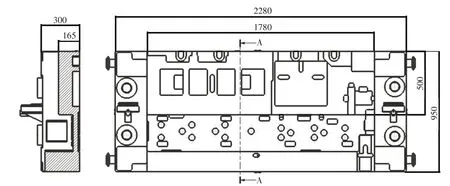
图3 上模座结构
3.2 采用自制非标斜楔机构的模具图
图4所示压料芯压料面X向悬空30mm,镶块Y向悬空60mm,需要冲孔的部位纵向弹簧力能直接作用上,满足压料条件。
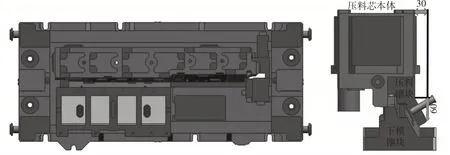
图4 下模座、压料芯和非标斜楔机构
图5所示上模总长2,280mm,在Y向475mm位置处有一条粗40mm的筋板贯穿X向,连接两个端头,极大增加了上模强度。

图5 上模座结构
3.3 对比结论
非标斜楔机构的使用可以把复杂模具结构简单化,在提高模具强度,优化制件成形方面起很大作用。
4 非标斜楔设计
斜楔根据实际生产不同要求,大致可分为正装斜楔、吊装斜楔、辊轮斜楔、反向斜楔等多种类型,根据角度不同,大概又可分为水平斜楔和倾斜斜楔,通常用正装和吊装两种斜楔。
4.1 结构简介
图6所示为图1制件CAM30侧冲孔的吊装式非标斜楔,主要包括驱动器1、滑块5和滑块座9等3大部件。工作时,滑块5和滑块座9一起随上模向下运动,与驱动器1接触并使其沿倾斜角度方向运动,直到冲压结束完成加工动作。当斜楔回程时,滑块5在回程弹簧合件14、安全螺栓8等复位部件作用下根据行程分解方向运动,复位到原始状态。
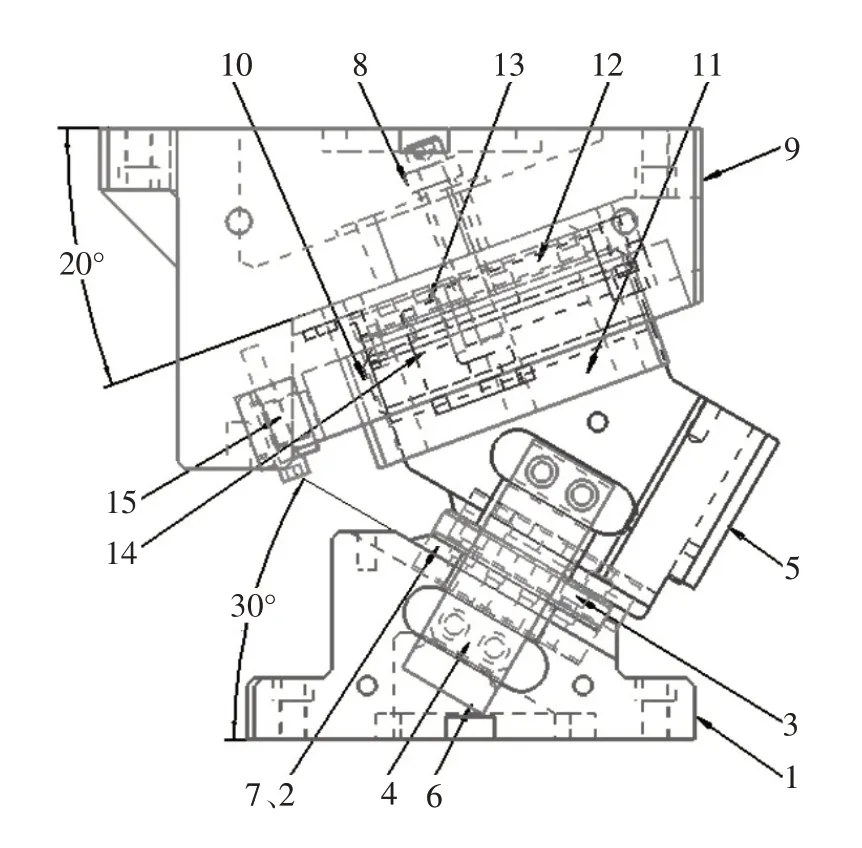
图6 吊装非标斜楔
4.2 结构设计
4.2.1 斜楔行程图
斜楔行程图是反应斜楔运动关系的图,是设计斜楔机构的基础。非标斜楔首先要确定整体机构的斜楔行程图,包括滑块行程、滑块角度、驱动器角度等因素。
斜楔角度:标准角度50°。
图7所示为上述制件斜楔行程图,滑块冲压角度30°,驱动器与滑块成50°夹角。43.4为滑块行程,由两部分距离确定,一部分根据冲孔运动方向上加工所需的行程量确定,另一部分考虑制件取出和放入时所必需的最小操作间隙。行程确定后,通过夹角可以计算出整个斜楔图各部位行程。
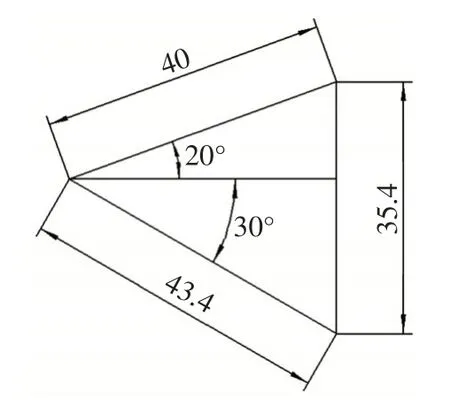
图7 斜楔行程图
4.2.2 斜楔机构各部位设计图
斜楔机构由于其角度较多,整体结构复杂,需要思路清晰,统筹规划,并逐一完成各部件结构。设计合理性、各部位之间行程准确度关系整个斜楔加工、装配、调试各个阶段,甚至影响模具质量。
如下为3部件详细介绍:
(1)滑块部件。
图8所示正面为安装面,进行凸模和修边镶块等工作部件的安装。
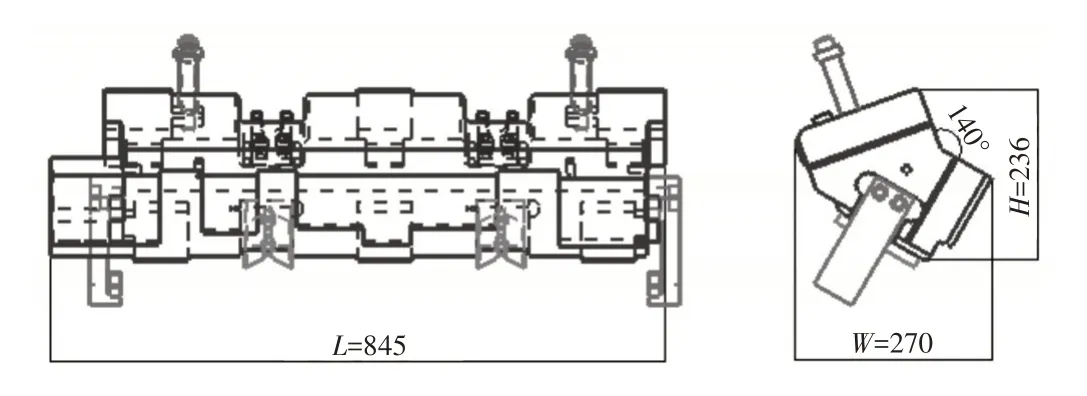
图8 非标斜楔滑块(部件5)
滑块长度L根据所冲孔跨度确定,宽度W根据滑块与驱动器接触面上力的作用情况确定,应使其开始动作前与接触面上力的作用线通过滑块与驱动器的滑动面,高度H标准情况小于宽度W(H∶W=1∶1-2)。
尺寸确定后,结合斜楔图确定滑块角度,配合安装安全。
(2)驱动器部件。
图9所示驱动器负责导向滑块进行冲孔动作,角度与冲孔方向一致,凸V型导板与滑块凹V型导板配合平导板进行滑配运动,保证冲孔精度。

图9 非标斜楔驱动器(部件1)
驱动器的长度L与滑块配合设计,宽度W满足大于1.5~2倍的高度H,完成驱动器本体尺寸布置。本体设计完成,通过增加紧固螺钉、销钉,实现驱动器结构。
(3)滑块座部件。
图10所示为滑块座与滑块属于配合运动关系。滑块座跟随上模运动,通过压缩弹簧或氮气缸等部件,推动滑块在驱动器上工作,完成修边冲孔等动作。当运动结束,弹簧和氮气缸等复位部件拉回滑块复位,从而完成整个冲程。
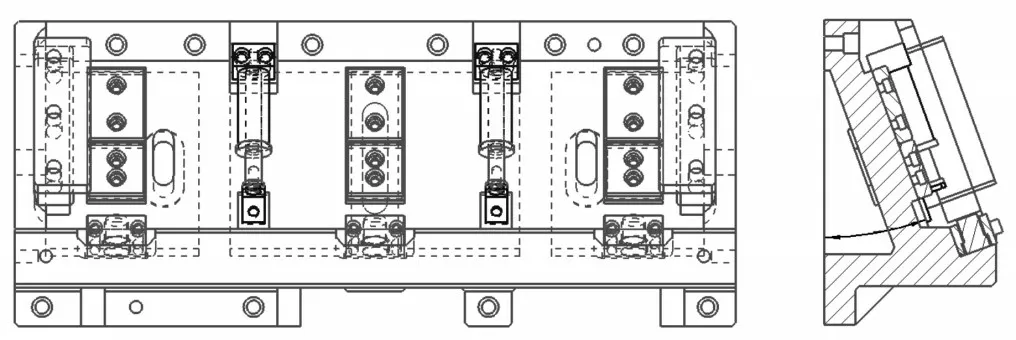
图10 非标斜楔滑块座(部件9)
4.2.3 自制非标斜楔机构示意图
依据各部件设计方法,完成非标斜楔的设计,图11所示为设计完成机构,长920mm,宽390mm,高395mm,重达560kg。图12所示为非标斜楔应用于模具。
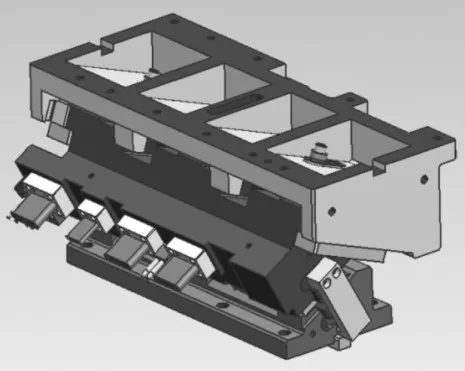
图11 非标斜楔

图12 非标斜楔应用于模具
5 结束语
非标斜楔机构是汽车覆盖件模具的重要结构,其结构灵活,种类较多,可以实现制件各个角度、各种工艺的成形加工,满足结构需求。非标斜楔的研究能促进汽车产品开发,加速整车研发的多样性,整车厂也能提供更多大气美观的车型供消费者选择。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
模具制造(2022年5期)2022-06-27
有色金属材料与工程(2022年2期)2022-05-09
模具制造(2022年3期)2022-04-20
模具制造(2022年2期)2022-03-25
今日财富(2019年33期)2019-12-10
汽车实用技术(2019年16期)2019-09-11
大陆桥视野·下(2017年8期)2017-09-19
海峡科技与产业(2017年4期)2017-05-24
科学与财富(2016年34期)2017-03-23