不同收缩段宽度条件下硼硅酸盐玻璃全电熔窑的模拟研究
2022-05-27 06:32:54刘东昕佟连杰许世清刘世民
玻璃 2022年5期
刘东昕 佟连杰 许世清 刘世民
(1. 山东鲁玻玻璃科技有限公司 济宁 272502;2. 燕山大学材料科学与工程学院 秦皇岛 066004)
0 引言
硼硅酸盐玻璃具有优异的化学耐久性、气密性和强度,是药品包装的理想材料[1]。利用全电熔窑的方式生产药用包材可以减少硼挥发,提高熔窑效率,避免排放污染,在药品包材生产中得到了广泛应用。药用管制瓶生产分两步进行:玻璃原料被熔窑熔化,结合丹纳法或维络法成形为玻管,随后冷却到室温状态;再通过火焰重新加热玻管,利用机械工具将玻管重塑为所需包材的种类及尺寸(西林瓶、注射器、安瓿瓶等)。因此,玻管质量直接影响药用包材的质量。本研究采用有限元法对全电熔窑收缩段宽度对熔融玻璃液循环过程的影响作系统分析。
1 基本数学模型、生产工况及材料属性
1.1 基本数学模型
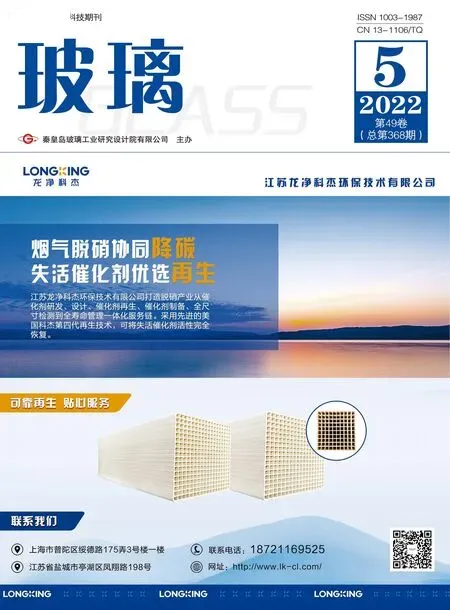
研究对象为全电熔玻璃熔窑,其结构如图1(a)所示。熔融玻璃液充满熔窑,其中主熔化区的功能是熔化和均化玻璃液。收缩段的作用为均化和澄清玻璃液,也称之为辅熔化区。主熔化区的熔化面积大于辅熔化区。在熔窑内布置有三层钼电极,电极的位置是固定的,但每层的电功率可以调整。电极还安装在流液洞、上升道和主路中,用于加热玻璃液,以防其过度冷却影响成形过程。熔窑壁面由耐火砖组成,以提供足够的保温功能,保温层被设置为具有固定导热系数的散热面。玻璃的拉引量为21 t/d。虽然在实际生产过程中,熔窑的顶部是投料口,上覆盖有一定厚度的玻璃生料,本研究简化了生料对熔融玻璃液的影响,将生料与熔融玻璃的界面设置为质量流入口,质量流入口处熔融玻璃的温度为1110 ℃。全电熔窑的网格划分采用边长为50 mm的四面体网格,网格数为1587658。图1(b)为全电熔窑在不同收缩段宽度下的模型,收缩和扩大程度均在收缩段的外接圆直径值基础上进行改变。
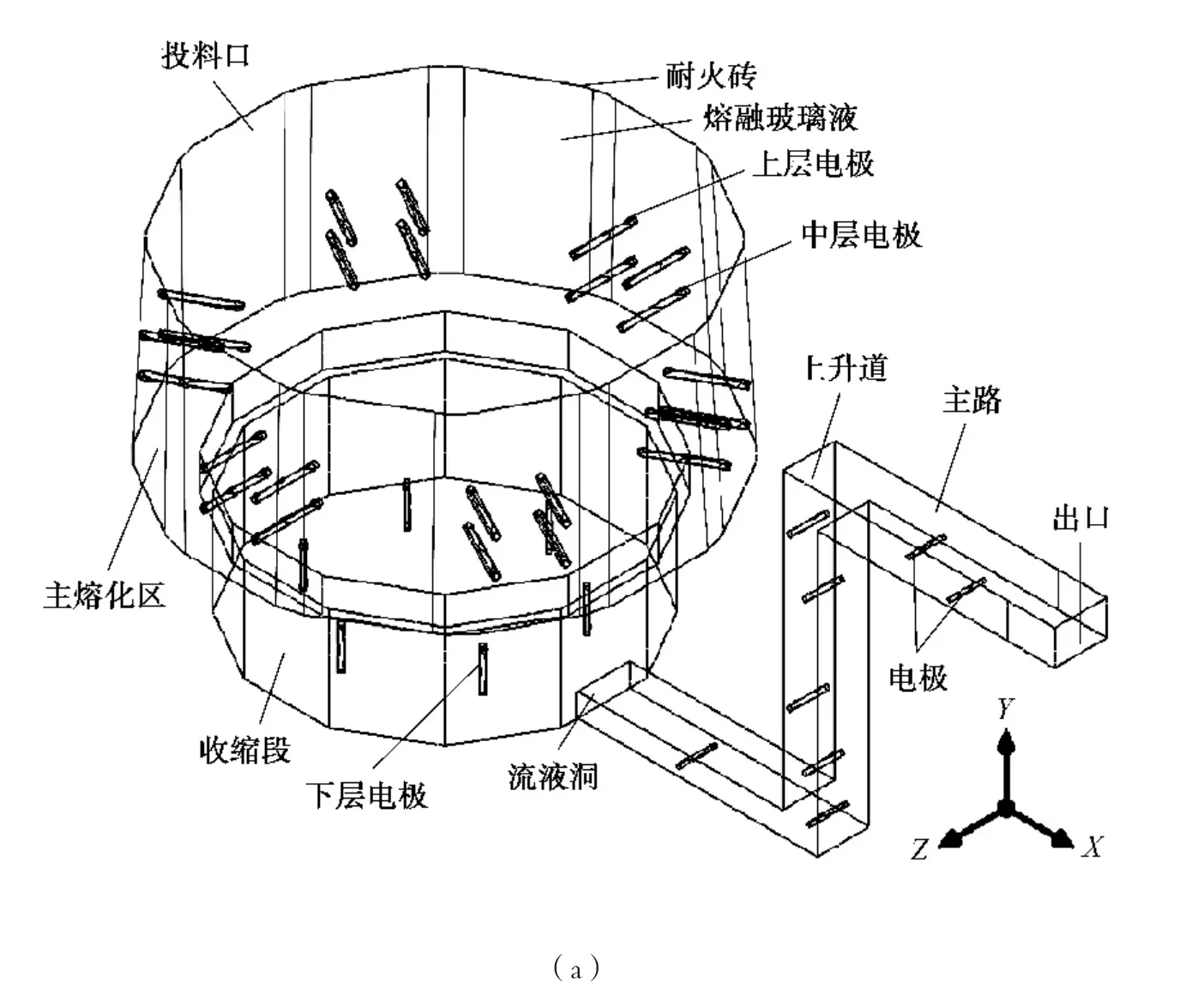

图1 全电熔玻璃熔窑结构图(a)和不同收缩段宽度模型(b)
1.2 生产工况
熔化区的每一层电极都是对向成对供电方式,如图2所示,其中一个电极组和其空间对向电极组是一个供电回路。在熔化区,中层电极功率最高,上层电极功率次之,底层电极功率最低。此外,图2中还显示了流液洞、上升道和主路电极的连接方式和功率参数。为保持熔融玻璃液在支线出口处的成形温度,除电极加热外,顶盖砖也是主要热源。顶盖砖上方的硅碳棒加热顶盖砖,并通过热电偶监测顶盖砖温度,主路的顶盖砖温度为1350 ℃。

图2 熔窑中电极连接方式、功率参数及顶盖砖温度
1.3 材料属性
硼硅酸盐玻璃成分如表1所示[2]。

表1 硼硅酸盐玻璃成分


2 结果与分析
2.1 全电熔窑不同截面的温度分布
图3为熔窑中不同截面的温度分布。图3(a)为不同截面的空间位置,截取位置是图3(b)一对电极组的中截面和图3(c)相邻电极对的中截面。
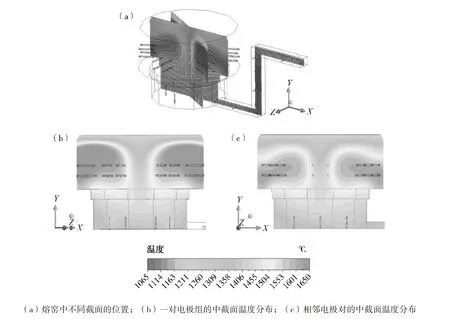
图3 熔窑中不同截面的温度分布
电极是熔窑的热源,由于本研究的电极供电方式是空间对向电极成对供电,且熔化区的中层电极高于上层和下层电极。因此,在熔窑的深度方向玻璃液的温度先升高后降低,且一对电极组所在截面的温度明显高于相邻电极对的所在截面。此外,图3(b)的高温区位于上层电极上方,而图3(c)的高温区位于中层电极附近。上层电极的熔融玻璃液向上流动和相邻电极对中间位置的玻璃液向下流动导致了这种温度分布。
2.2 全电熔窑不同截面的速度矢量分布
图4显示了熔窑中不同截面的速度矢量分布。图4(a)是截面的空间位置,(b)、(c)、(d)显示了在不同方向观察到的截面速度矢量分布。
图4 熔窑中不同截面的速度矢量分布
如图4(b)所示,其为Y方向(熔窑深度方向)的分速度矢量图,Y轴正方向为正值,负方向为负值。在电极组正上方空间为上升流,中心位置为下降流,相邻电极组的空隙位置为下降流。图4(c)和(d)为相邻电极组中截面和电极组所在中截面的速度矢量图,在中心附近投入的玻璃物料粒子会聚到主熔化区中心,并流向Y轴的负方向。到达收缩段后,开始向X轴的正方向和负方向流动,一部分液流沿左右侧壁面向Y轴的正方向流动。向上流动的玻璃液在收缩段和中层电极附近位置与向下流动的玻璃液汇聚(图4(c)中的方框)。其汇聚后沿着Z轴的正方向或负方向流动。另外一部分液流在收缩段形成底部环流。通过电极组所在中截面的速度矢量图(图4(d))可看出,在该截面存在明显的窑内环流,玻璃液随着该环流在电极正上方位置向上流动,混杂着刚刚投入的玻璃生料向中心汇聚并向收缩段流动,进而形成了窑内上下大环流。综上所述,电熔窑内共存在三个环流,分别为电极处螺旋循环、收缩段底部循环和熔窑上下循环[2-3]。
2.3 全电熔窑的流线特点
图5显示了不同方向观察远离流液洞位置投入玻璃物料的流线特点。如图5(a)所示,靠近壁面的部分物料先参与电极处螺旋循环之后参与熔窑上下循环和收缩段底部循环,最后经过流液洞流出熔窑;靠近中心附近投入的物料先通过熔窑上下循环流动到电极附近位置参与电极处螺旋循环,之后参与熔窑上下循环和收缩段底部循环后流出熔窑。其中主熔区的循环流动(电极处螺旋循环和熔窑上下循环)速度较快,在收缩段的循环速度较慢,主熔区的循环速度是收缩段循环的约100倍。如图5(b)所示,收缩段循环主要由两种循环组成,分别为收缩段壁面环流和收缩段底部直流。

图5 不同方向观察远离流液洞位置投入玻璃物料的流线特点
2.4 不同收缩段宽度的全电熔窑循环特点
图6显示了不同收缩段宽度的全电熔窑循环特点。
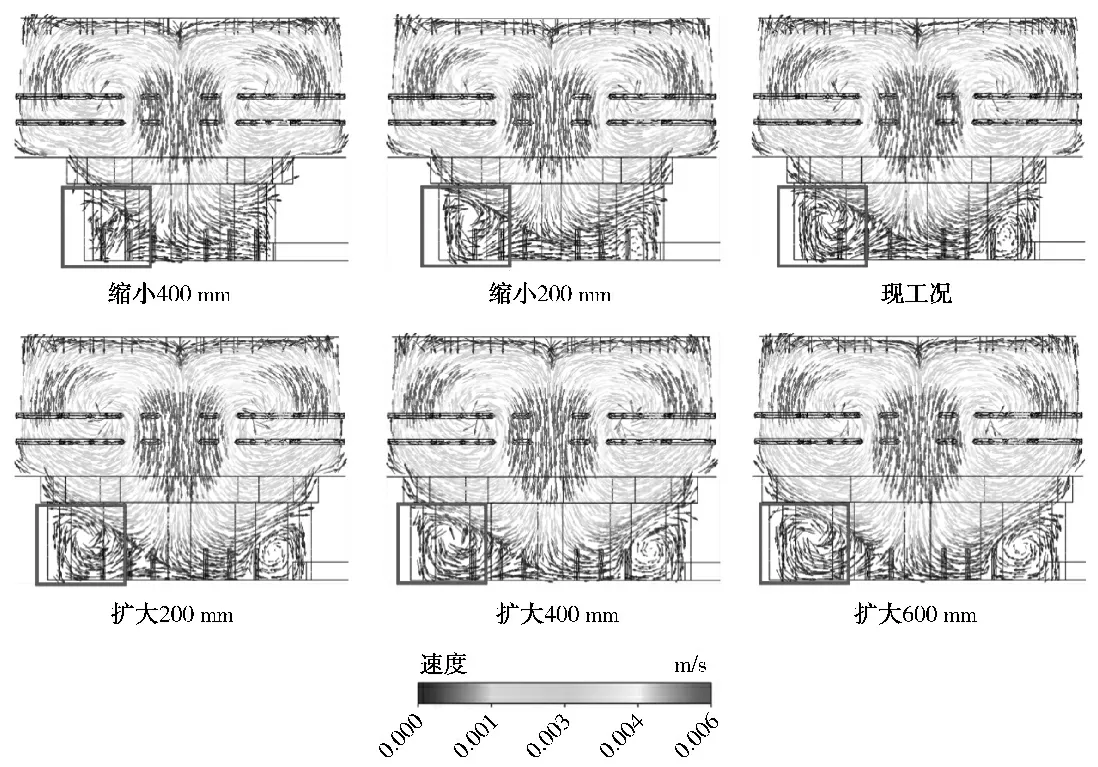
图6 不同收缩段宽度的全电熔窑循环特点
从图6中方框位置可看出,随着收缩段宽度逐渐减小,收缩段壁面环流逐渐减弱,而收缩段底部直流逐渐增强,当底部收缩段缩小400 mm时,收缩段壁面环流几乎消失,收缩段环流仅存在收缩段底部直流。收缩段壁面环流的循环路径明显长于底部直流,且玻璃液循环速度相近,收缩段壁面环流的均化及澄清时间明显长于底部直流[4]。
3 结论
本研究采用有限元法对全电熔窑在不同收缩段宽度下的熔化过程进行了系统分析,具体直观地展示了全电熔窑内熔融玻璃液的温度分布及循环方式,结果表明,全电熔窑的主熔化区玻璃液循环方式为:电极处螺旋循环和熔窑上下大循环,辅熔化区玻璃液主要为两种循环模式:收缩段壁面环流和收缩段底部直流。同时,随着收缩段宽度的逐渐减小,收缩段壁面环流将会逐渐减弱,而收缩段底部直流会逐渐增强。本项工作能够为全电熔窑液流的优化提供参考,同时也能够为熔窑的结构提供设计优化指导。
猜你喜欢
粮食问题研究(2022年2期)2022-04-25 22:50:57
军民两用技术与产品(2021年5期)2021-07-28 05:54:50
玻璃(2021年1期)2021-02-06 09:00:12
玻璃(2020年3期)2020-04-03 07:00:28
建材世界(2020年5期)2020-02-15 15:37:39
科学导报·科学工程与电力(2019年2期)2019-08-13 22:08:38
数学物理学报(2018年2期)2018-05-14 07:32:01
太空探索(2017年12期)2017-11-30 13:45:33
儿童故事画报·智力大王(2016年6期)2016-09-14 07:12:55
电源技术(2015年1期)2015-08-22 11:16:20