铁碳微电解-超声Fenton协同处理压裂返排液技术研究
2022-05-24 00:34周佰刚吴双栾家翠陈建新程君超黄晨苏子龙
油气田地面工程 2022年5期
周佰刚 吴双 栾家翠 陈建新 程君超 黄晨 苏子龙
1中国石油集团渤海钻探工程有限公司钻井技术服务分公司
2中国石油集团渤海钻探工程有限公司泥浆技术服务分公司
随着石油天然气能源的大力开发,水力压裂技术作为最重要的增产措施,已成为低渗和特低渗透油藏的主导开发技术[1-2]。据统计数据表明,我国每年水力压裂改造的油气井约为12 000~18 000 口,随着压裂作业的大规模开展,压裂返排液的高效环保处理成为急需解决的问题。压裂返排液成分复杂,不仅含有高浓度胍胶、高分子聚合物和石油类杂质,且COD、浊度、色度、黏度、乳化程度较高,体系稳定,处理难度较大[3-5]。目前,处理压裂返排液的方法主要有物理法、化学法、生化法和组合工艺[6-8],其中物理法的设备占地面积较大,化学法由于药剂添加会产生二次污染,生化法需进行细菌培养及菌种选择。综上所述,尚没有一种单一技术可有效处理压裂返排液,组合工艺是目前发展的趋势。铁碳微电解和Fenton氧化法被广泛用于有毒有害废水处理中,且Fenton试剂与超声氧化结合会产生较高浓度的高氧化电位OH[9-10],可降低大分子有机污染物的污染,改善Fenton试剂成本较高的缺点。目前对于铁碳微电解-超声Fenton 协同处理压裂返排液技术研究较少,仍处于探索阶段。
基于此,分别采用铁碳微电解和超声Fenton法处理压裂返排废液,考察不同因素下对原水COD的去除效果,得到最佳工艺条件,并研究组合工艺对废液的降解效果,为高效、价廉、安全地处理压裂返排液提供技术支持。
1 实验
1.1 材料与仪器
压裂返排液(胍胶体系),取自华北油田雁63-1井,呈黑褐色,有臭鸡蛋气味,黏度1.3286mPa·s,pH 值5.1~5.5,化学需氧量(COD)9 960 mg/L,总有机碳(TOC)2 715.3 mg/L,悬浮物浓度90.95 mg/L,浊度47.56 NTU,色度2 152 CU,Zeta电位-852.46 mV;铁碳混合物,质量比1∶1,碳源来自吸附性较高的疏松椰子壳。
仪器包括pH500 型玻璃电极pH 计;CM-03 型COD 测定仪;恒温水浴槽;20K 型超声波反应装置;自制扰流式铁碳微电解反应装置;空气曝气装置;乌氏黏度计;WGZ-200 型在线色度、浊度仪;Delsa Nano C 型激光粒度计;Lambda 950 型紫外-可见光谱仪;HORIBAqualog-UV-800C 型三维荧光光谱仪等。
1.2 实验方法
(1)铁碳微电解。将铁碳用清水冲洗去除表面污垢,静置活化24 h,以消除碳源吸附作用对微电解的影响。取300 mL 压裂返排液,用质量分数为20%的H2SO4(为降低Cl-对COD 测试的影响)和NaOH(20%)调节废液pH值,在恒温机械搅拌下加入铁碳,保证铁碳充分悬浮,同时在反应装置底部通入空气,维持一段时间后将废液过滤再测定COD,计算COD去除率。
(2)超声Fenton:取300mL 压裂返排液,用H2SO4(20%)和NaOH(20%)调节废液pH 值,在恒温机械搅拌下加入催化剂FeSO4·7H2O和氧化剂H2O2,打开曝气装置和超声电源,试验结束后将废液过滤再测定COD,计算COD去除率。
(3)组合工艺:将压裂返排液先通过铁碳微电解反应装置进行处理,再通入超声波反应装置进行处理,工艺条件选择经实验优化后的最优工艺参数,一段时间后取上清液测试出水COD去除率。
COD参照GB11914采用重铬酸盐法测试,黏度参照GB/T 10247 进行测试,悬浮颗粒粒径中值参照SY/T5329进行测试。紫外-可见光谱分析的扫描范围为200~800 nm,步长1 nm;三维荧光光谱分析的发射波长(Em)200~550 nm,激发波长(Ex)200~500 nm,激发波长狭缝保持5 nm。
2 实验效果与分析
2.1 铁碳微电解工艺
对于铁碳微电解工艺,其反应时间、pH 值、反应温度及料液比对压裂液中污染物的降解影响较大。设置初始条件反应时间为30 min,pH 值为5,反应温度为20 ℃、料液比1∶1 g/mL(质量/体积),不同因素下对原水COD的去除效果如图1所示。
由图1a 可知,原水COD 的去除率在前30 min内迅速增加,当反应时间超过30 min后,COD去除效果变慢。在实际生产中,反应时间的延长会增加单位时间处理成本,增大能耗,因此选择反应时间25~30 min为宜。
由图1b 可知,铁碳微电解适合在酸性环境下反应,随着初始pH 值不断增加,COD 的去除率不断增加,在pH 值为4.2 时达到最高,此后COD 去除率不断下降并保持稳定。这是由于当pH 值较低时,可加速铁的腐蚀,促进Fe-2e→Fe2+和Fe+2H+→Fe2++H2反应的正向移动,此时水中产生还原性物质,大量有机高分子物质在铁碳的作用下被氧化为小分子,导致COD的去除率较快;而当pH值较高时,虽然微电解反应仍可进行,但生成的Fe2+接近平衡[11-12]且弱酸或碱性条件下会降低铁碳的分解能力,因此初始pH值选择4.2为宜。
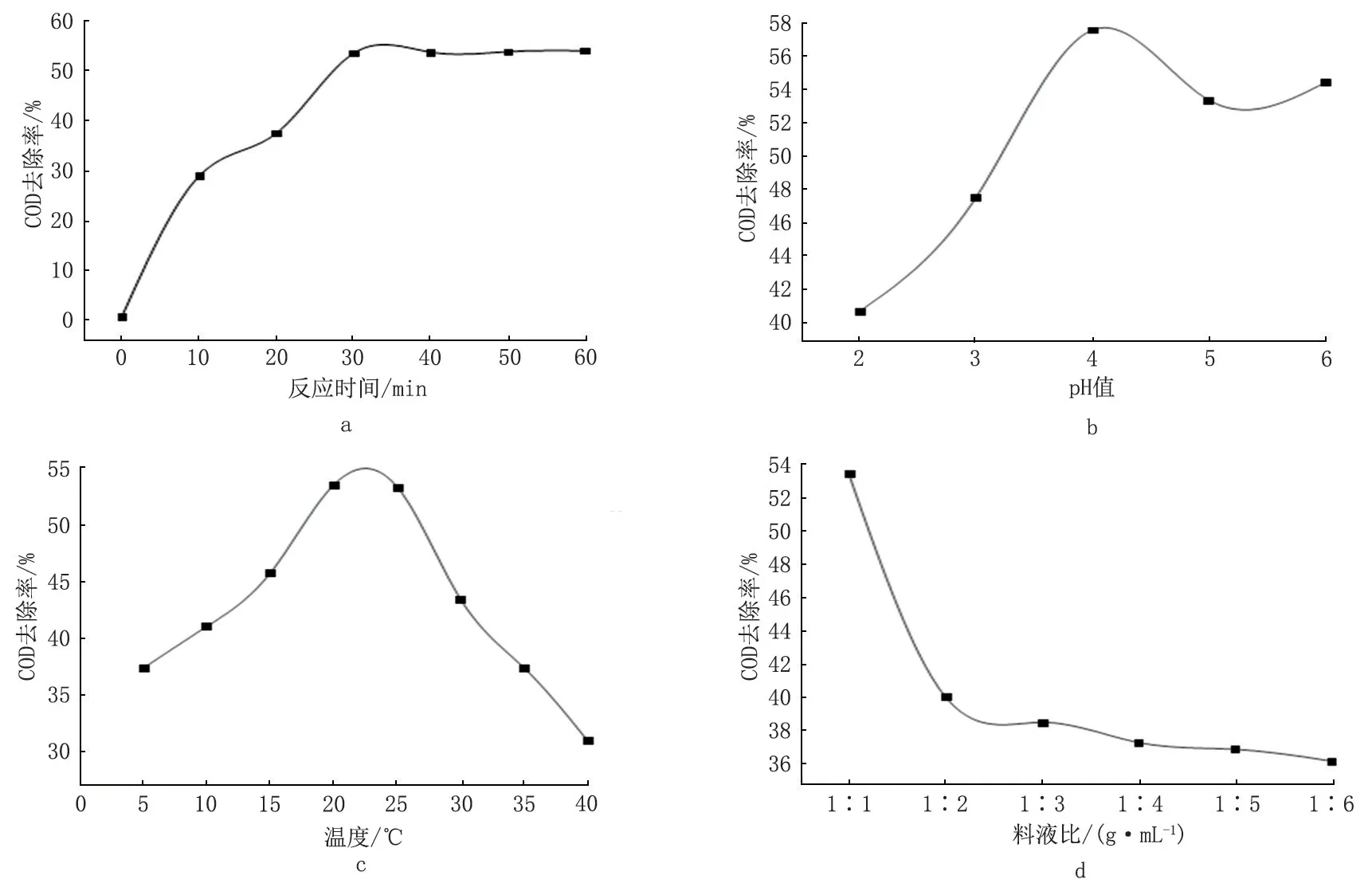
图1 铁碳微电解工艺影响因素分析Fig.1 Analysis of influencing factors of iron-carbon micro-electrolysis process
由图1c 可知,当反应温度低于20 ℃时,化学反应的活度较低,系统内分子间的布朗运动减弱,导致微电极作用下的有机物反应减缓;而当温度高于25 ℃时,布朗运动的加快反而会破坏微电场的形成,铁碳的氧化能力减弱,因此反应温度选择20~25 ℃为宜,即室温状态为宜。
由图1d 可知,随着料液比(铁碳用量与进水量之比)的降低,COD去除率不断下降,但在料液比1∶3 g/mL 之后下降缓慢,说明当铁碳用量一定时,进水量的增加会导致COD 去除率降低,但在进水量增加到一定值后,COD变化不大,即一定量的铁碳反应存在阈值效应。但料液比不能过低,否则造成原料的浪费,为更好地发挥处理效果,选择料液比1∶1 g/mL为宜。
选择5组压裂返排液水样进行平行实验,反应时间30 min,pH 4.2,反应温度20 ℃、料液比1∶1 g/mL,测定并计算COD 去除率,结果见图2。由图2 可知,在最佳工艺条件下,COD 的平均去除率为58.50%。
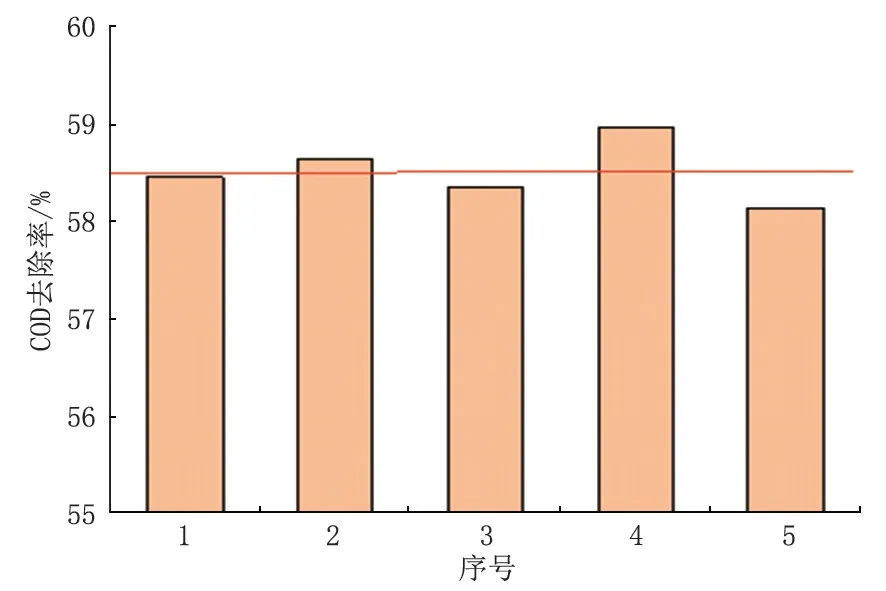
图2 5组平行实验(铁碳微电解工艺)结果Fig.2 Results of 5 groups of parallel experiments(iron-carbon micro-electrolysis process)
2.2 超声Fenton工艺
对于超声Fenton 工艺,主要考察超声时间、Fenton试剂投加量、超声功率和超声频率对COD的去除效果,初始超声时间为90 min,H2O2投加量为0.25 mol/L,Fe2+的投加量为0.025 mol/L,超声功率为120 W,超声频率为45 kHz,去除效果见图3。
由图3a 可知,随着辐照时间的增加,原水COD去除率逐渐增加,但在时间超过60 min后,去除率增加放缓,基本保持稳定。这是由于废液中的苯系物、有毒多环芳烃类化合物和长链烷烃等有机物依靠超声过程产生的空化气泡,气泡的长大和湮灭形成局部高温、高压环境,有机物在气泡内被热解;超声作用会产生OH-和H+,促进COD 去除率增加。但当超声时间超过阈值时,空化气泡中自由基的累积趋于饱和状态,故COD 的去除率增幅不大。因此选择超声时间60 min为宜。
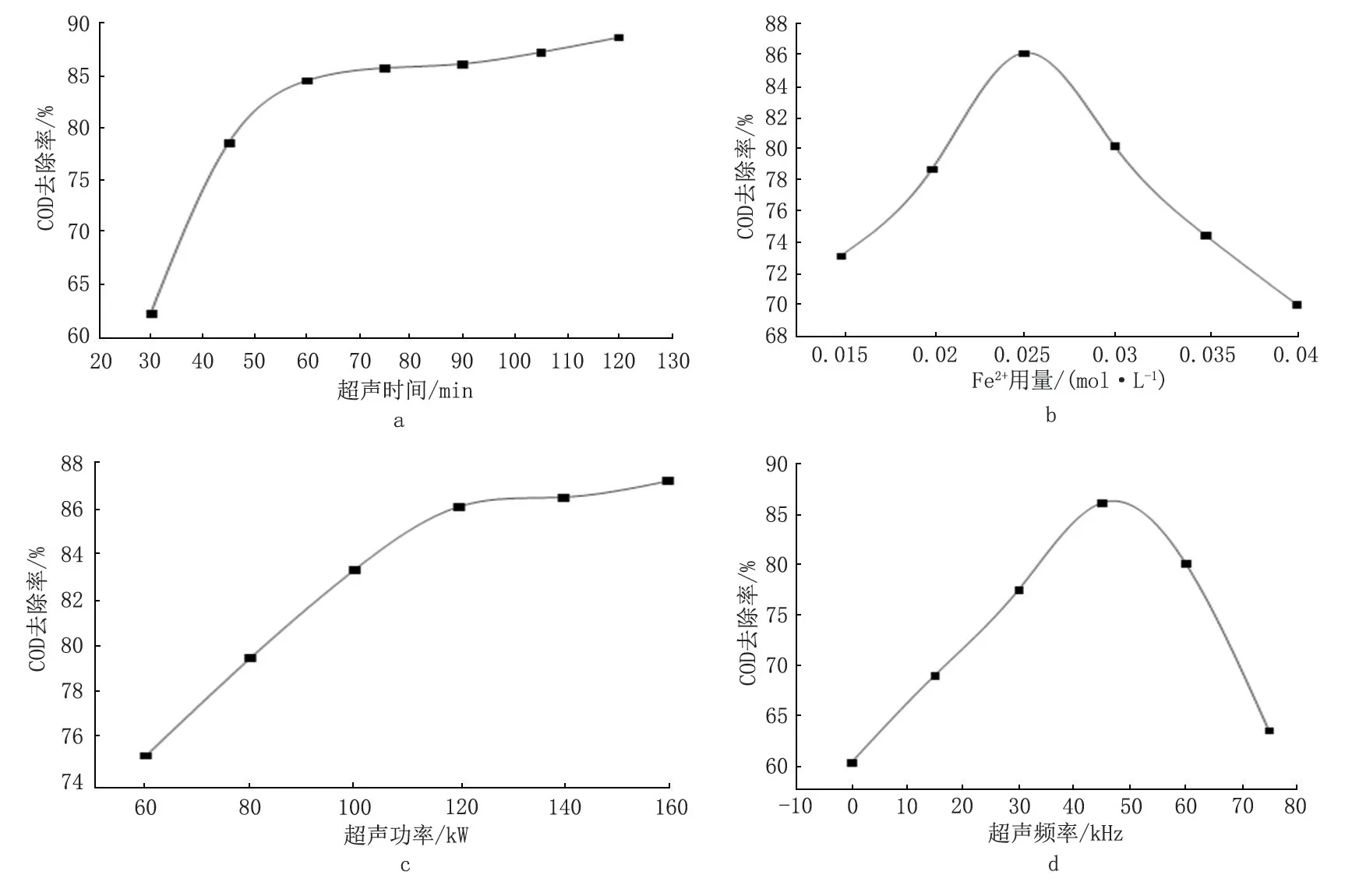
图3 超声Fenton工艺影响因素分析Fig.3 Analysis of influencing factors of ultrasonic Fenton process
由图3b可知,保持H2O2投加量不变,改变Fe2+的投加量,随着Fe2+投加量的不断增加,在用量0.025 mol/L 时,COD 的去除率最高为86.1%,此后继续增加Fe2+投加量,COD 的去除效果不断降低。这是由于在初始阶段Fe2+含量较少,此时自由基来自超声空化中水的分解:H2O+超声→OH-+H+;而当Fe2+含量增加后,超声引起的空化作用会协同Fenton 试剂产生较高浓度的OH-;当Fe2+过量时,会发生Fe2++H2O2→Fe3++OH-和Fe3++3OH-→Fe(OH)3沉淀反应,消耗较多的OH-并生成絮状沉淀Fe(OH)3,导致OH-的有效利用率降低,且Fe(OH)3会引发水质色度和浊度升高。因此选择FeSO4·7H2O的投加量0.025 mol/L为宜。
由图3c 可知,COD 的去除率随着超声功率的增大而增加,当超声功率在60~120 kW时,COD去除率呈直线上升,超过120 kW 后,增速放缓保持稳定。分析其原因,超声功率较低时,空化作用不明显,物化反应速率较低;当超声功率增大后,空化作用增强,可促进H2O2分解更多的自由基,此时从反应装置底部吹入的压缩空气被湮灭成微小气泡与降解后的颗粒物结合,气浮到液面上层,水质的色度和COD 均有所下降;而当超声功率较大时,OH-之间因相互碰撞导致的无效湮灭增加,且促进了部分Fe2+氧化成Fe3+,导致COD 去除率增幅缓慢,水质色度升高。因此选择超声功率120 kW为宜。
由图3d 可知,在无超声作用(0 kHz)时,只有Fenton 试剂起作用,此时COD 去除率较低;低频作用下虽有利于空化气泡的形成,但OH-的聚集也会导致自由基湮灭;而超声频率过高,反应装置会剧烈震动,发出刺耳噪音,空化气泡的共振半径会减少,从而削弱自由基的释放,导致COD 去除率下降。因此选择超声频率45kHz为宜。
选择5组压裂返排液水样进行平行实验,超声时间为 60 min,H2O2投加量 0.25 mol/L,FeSO4·7H2O的投加量0.025 mol/L,超声功率120 W,超声频率45 kHz,测定并计算COD 去除率,结果见图4。可知在最佳工艺条件下,COD的平均去除率为84.28%。
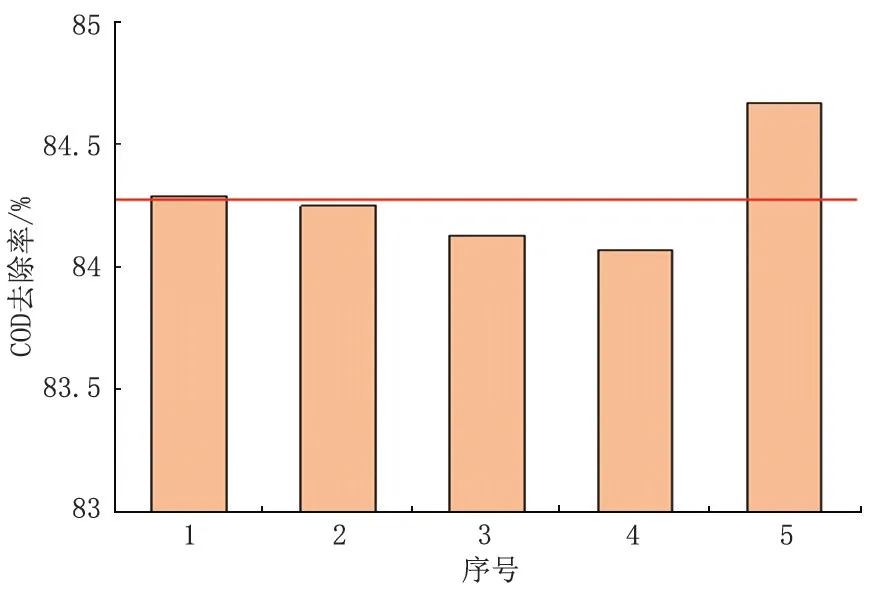
图4 5组平行实验(超声Fenton工艺)结果Fig.4 Results of 5 groups of parallel experiments(ultrasonic Fenton process)
2.3 组合工艺
在以上最佳工艺条件下,超声Fenton工艺较铁碳微电解工艺的COD 去除率提高了25%左右,超声Fenton可将压裂返排液中的有机物进行无差别降解,但该方法的成本较高,因此将两种方法联用,选择5组压裂返排液水样进行平行实验,工艺条件分别采用之间优选的最佳工艺条件,COD的处理效果见表1,其余水质指标见表2。组合工艺COD 从9 960 mg/L 下降到249.19 mg/L,平均去除率为97.49%,分别较铁碳微电解和超声Fenton工艺提高了38.99%和13.21%,优于单一处理工艺,效果较好。此外,处理后水样黏度明显降低,接近纯水黏度;色度和浊度也降低,说明水中悬浮物和溶解物的含量减少。粒径中值和Zeta电位是压裂返排液后续处理及复配回用的重要指标,在组合工艺中,水溶性的有机物被氧化降解后,生成小分子,水中原有的悬浮颗粒与新生成的小分子物质结合、碰撞、长大,颗粒物的粒径越大,在水相中越不稳定,越有助于后续的絮凝处理;同理,随着氧化反应的进行,水中负电荷逐渐减少,而正电荷在颗粒表面附着,粒径增大的同时Zeta电位向正向移动。经处理后水样分层明显,悬浮物直接上浮到液面顶层,上清液呈微黄色。
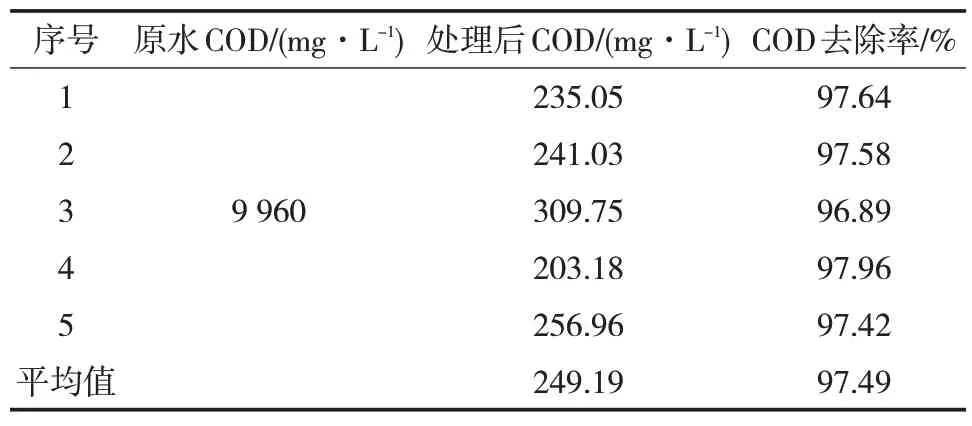
表1 组合工艺COD处理效果Tab.1 COD treatment effect of combined process
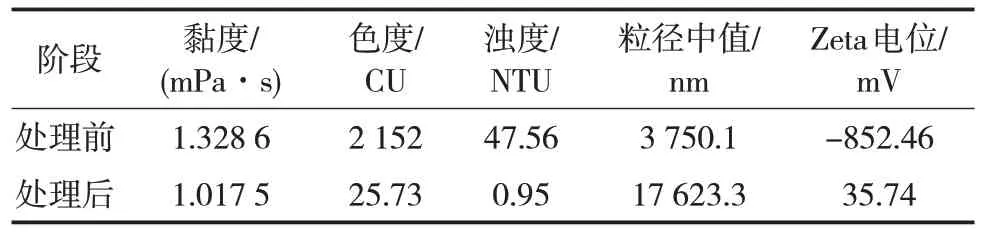
表2 其余指标效果Tab.2 Effect of other indicators
2.4 废液光谱特性
对处理前后的压裂返排液进行紫外-可见光谱分析(图5)。紫外-可见光谱分析可根据吸收光谱形状、吸收峰数量以及最大吸收波长定性分析废液中含有的溶解性有机物,其中紫外光区(200~375 nm)的吸收光谱与有机物的复杂程度和芳香化程度有很大关系。从图5可知:原水在紫外区的吸收强度较大,在可见区的吸收强度较小,说明原水的芳香化程度较高且含有多个双键共轭体系;全图谱中没有明显的吸收峰,说明原水中有机物浓度较高且种类繁多。经铁碳微电解工艺处理后,整体光谱的吸光度有所降低,但230 nm 和300 nm 处仍存在不明显波峰,说明出水中仍含有部分不饱和共轭和芳香化有机物;经超声Fenton工艺和组合工艺处理后,波长范围内的吸光度均进一步降低,说明有机物被降解,其有机物异构化程度、芳香化程度和相对分子质量均随COD的去除而降低。
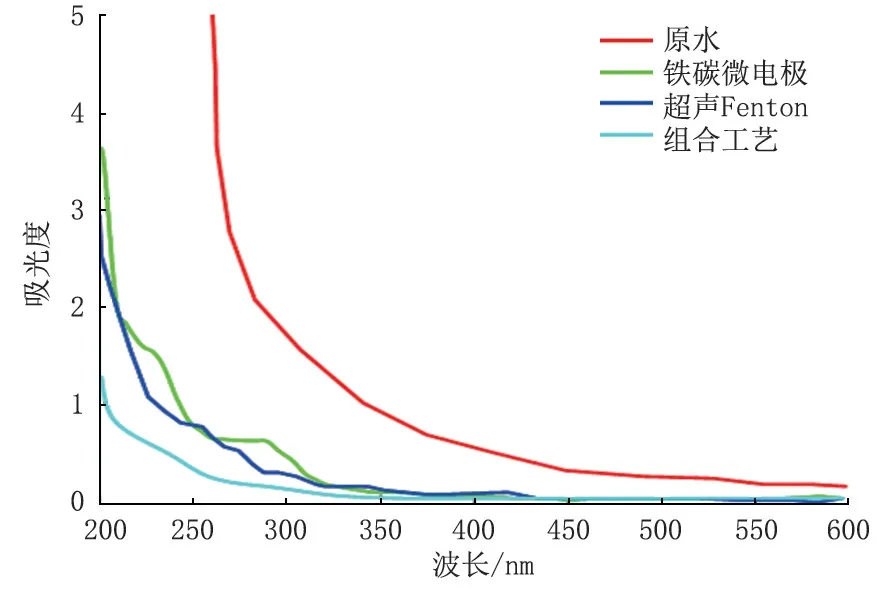
图5 处理前后废液的紫外-可见光谱图Fig.5 UV-Vis spectra of waste liquid before and after treatment
对处理前后的压裂返排液进行三维荧光光谱分析,原水中的荧光图谱主要包含两个荧光峰,分别为Ex/Em210~230/300~320 nm 和Ex/Em320~350/400~420 nm,其中前者代表芳香族化合物(二环或三环芳香烃化合物,峰A),后者代表腐殖酸类物质(峰B)。采用荧光强度(FOM)表征废液中荧光有机物的相对含量,每种工艺的FOM 及各荧光峰的平均荧光强度见图6。经处理后,芳香族化合物和腐殖酸类物质的荧光峰明显减弱,其中经铁碳微电解工艺处理后,两峰还有一定的荧光强度,与之前的分析相符;在经超声Fenton工艺和组合工艺处理后,两峰的荧光强度均明显下降,说明出水中的有机物种类、浓度和相对分子质量均有所降低,组合工艺对COD的去除效果最好,优于其余工艺。
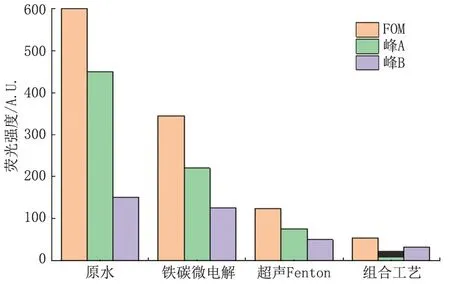
图6 处理前后废液中有机物的荧光强度Fig.6 Fluorescence intensity of organic matter in waste liquid before and after treatment
2.5 处理液回配压裂液性能评价
对以上处理后的压裂返排液采用絮凝剂处理,并用刮板刮取上层悬浮物体,对处理后废液参照DB61/T 575—2013《压裂用滑溜水》进行回配,并与使用自来水配置的压裂液性能进行比较,结果见表3。虽然以上实验只考虑了COD的去除率,但水中COD 的降低会使黏度、色度、浊度均降低,属于综合性指标,采用处理后废液配置的压裂液与自来水配置的压裂液的各项指标值接近,满足规范的相关要求。
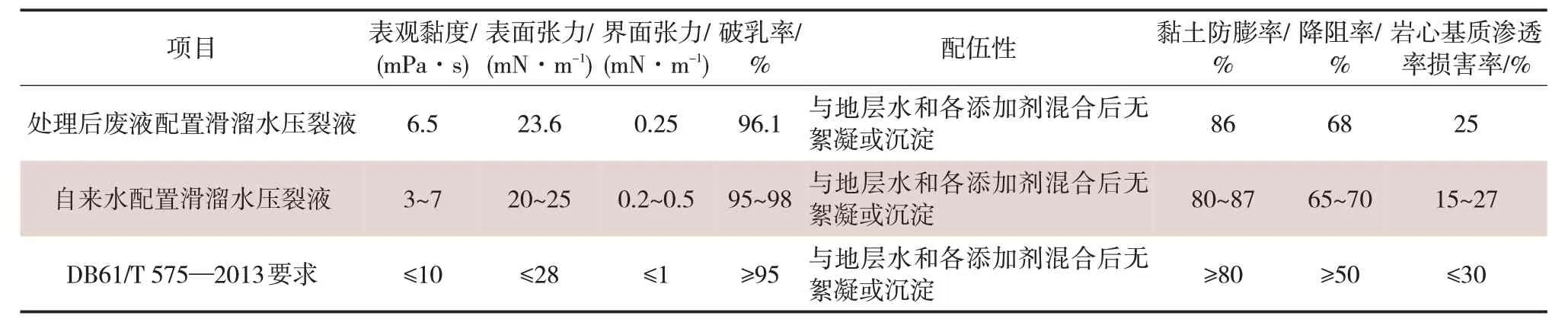
表3 处理后废液与自来水配置的压裂液性能指标对比Tab.3 Comparison of fracturing fluid performance indexes between treated waste liquid and tap water
2.6 经济性分析
压裂返排液按照以上工艺处理后可保证100%回用,实现返排液全部配液。华北油田位于京津冀环境敏感区,对于“三废”的排放管理严格,因此实现压裂返排液的重复利用不仅具有经济效益,更具备环保效益。冀中地区清水价格20 元/m3,采用返排液回配压裂液,1 m3压裂液可节约成本50元左右,平均每口单井(水平井或定向井)产生的压裂返排液为1 000~5 000 m3,单井可节约费用5~25 万元,经济效益显著。
3 结论
(1)分别采用铁碳微电解和超声Fenton工艺处理压裂返排液,考察不同因素下对原水COD 的去除效果,得到最佳工艺条件,组合工艺的COD 平均去除率为97.49%,分别较铁碳微电解和超声Fenton 工艺提高了38.99%和13.21%,处理后水样黏度、色度和浊度明显降低,粒径中值增大,同时Zeta电位正移,说明组合工艺的处理效果较好。
(2)采用紫外-可见光谱和三维荧光光谱对处理前后的水质进行分析,经组合工艺处理后,芳香族化合物和腐殖酸类物质的荧光峰明显减弱,说明出水中的有机物分子结构从复杂趋于简单。
猜你喜欢
绿色科技(2022年8期)2022-05-25
中国中医药信息杂志(2022年3期)2022-03-16
长江大学学报(自科版)(2022年1期)2022-02-25
商品与质量(2021年40期)2021-11-24
保鲜与加工(2021年8期)2021-09-08
科技创新与应用(2020年26期)2020-12-24
当代化工(2020年7期)2020-08-23
当代化工(2019年2期)2019-12-10
中国房地产业·下旬(2017年1期)2017-10-20
艺术研究(2016年4期)2017-01-16