
PLC 集控系统在选煤厂的应用
2022-05-14 02:49刘洋
机械管理开发 2022年3期
刘 洋
(晋能控股煤业集团大地选煤厂永定庄洗煤厂,山西 大同 037001)
引言
集中控制系统是选煤厂机械设备启停控制的核心,通过集中控制系统可实现选煤厂内机械设备按照指定顺序进行开停,并可对所有选煤设备运行状态、故障情况等进行监控,及时反馈设备出现的问题,从而降低设备故障率,缩短设备维修时间,降低劳动作业强度,大大提高选煤效率。集中控制系统是选煤工艺系统的重要组成部分,使选煤厂各个控制分支进行统一自动化控制,实现安全可靠、通信灵活、便于操作的自动化控制选煤[1-2]。
1 PLC 集控系统架构及设备配制
1.1 集中控制系统三层架构
永定庄选煤厂PLC 集控系统主要由PLC 控制柜、控制箱、远程控制分站、上位机、组态软件、通信网络、操作站等部分组成,集控系统从架构上主要分为设备层、控制层和信息层。
1)设备层。设备层是整个控制系统的基础部分,它主要由控制元件、精密仪表、监控系统以及综合自动化子系统等部分组成。
2)控制层。控制层是整个系统的核心,主要对设备运行工况、参数进行实时采集,然后根据选煤工序对选煤设备、仪表等进行自动化控制,同时将各个设备运行参数及时上传至信息层内。
3)信息层。信息层主要是对所有选煤设备进行远程监测,下达控制指令,并对各类信息进行采集以及储存,从而便于操作人员后期查阅、调用等,属于人机交换层。
1.2 集中控制系统的设备配制
永定庄选煤厂采用的PLC 集中控制系统可适用于选煤厂100 台左右的中大型选煤设备集中控制,该系统主要由PLC 控制柜一台、PLC 远程控制分站若干台、上位机1 台、数据处理站、设备控制站、信号数据站等、工业环网等部分组成,如图1 所示。
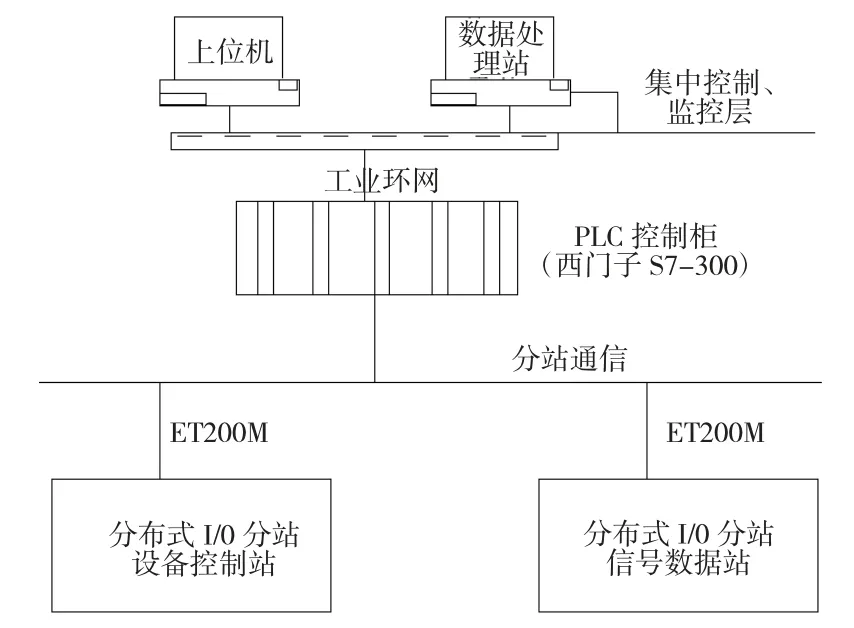
图1 PLC 集中控制系统框架结构图
PLC 控制柜主要采用AB1756 系列控制器与1734 列输人输出模块,PLC 为整个系统核心单位,根据收集的数据信号及时于井下处理,同时根据上位机发出的操作指令,控制电机、泵及阅门等执行机构完成相应的动作,上位机内安装专用ForceControl 组态软件,利用组态软件在显示器上将各类选煤设备以图形形式直观显示,从而便于操作人员对井下选煤设备运行工况进行分析。
2 PLC 集控系统控制方式
2.1 集中控制方式
永定庄矿选煤厂采用的PLC 集中控制系统,主要利用布置在操控室内的计算机对整个洗选设备进行控制,采用上位机对选煤厂各类设备运行信息进行收集,具有灵敏度高、设备集中利用率高以及精度高等优点;但是由于集中控制方式主要利用计算机进行控制,在控制过程中一旦计算机出现故障,整个控制系统将瘫痪,影响着选煤施工;计算机中利用专用组态软件进行控制,软件维护成本费用高;同时采用集中控制时,需采用无数条电缆、信号线将选煤设备连接一起,电缆布设繁琐且布设区域广,一旦电缆或信号线出现破损时,维修难度大,成本费用高,不利于选煤厂进行自动化的联网。
2.2 分布控制方式
1)PLC 分布控制方式主要通过集散型计算机控制系统实现对选煤厂选煤系统的控制,分布式控制是数据收集、分析等利用上位机中编程控制器进行处理;利用上位机对各个PLC 分站进行控制,从而控制整个选煤系统;而各类信息反馈主要通过设备稳定运行实现的,将反馈信息上传至PLC 控制柜内。
2)分布控制方式主要分为一级、二级、三级,其中一级属于集中控制方式,操控人员通过显示器中图像显示,直观掌握选煤设备运行情况;二级主要利用PLC 对整个系统进行控制,并与上位机及监控分站进行联系;三级为输出入智能分站,主要由通信模块、输入输出模块、通信接口、无线网络等部分组成,主要实现PLC 控制柜与选煤设备通信连接。
3 PLC 集控系统主要功能
3.1 实时控制功能
PLC 集中控制系统可对整个选煤厂设备进行实时监控,实现选煤中逆煤流起车、顺煤流停车顺序控制,同时根据各设备之间的闭锁关系实现闭锁控制功能;在选煤设备启动前控制系统可发出警报,选煤过程中系统出现故障时系统及时发出警报并对故障设备进行闭锁停机,从而避免事故范围扩大,降低选煤设备事故率,提高选煤效率。
3.2 图形直观显示功能
PLC 控制系统利用各类传感器、工业以太网、上位机以及组态软件,可将所有选煤设备运行情况、设备参数、设备故障情况等以图形的形式直观显示在显示器上,操作人员可对每一台选煤设备实际运行情况进行远程监控,并实施控制,解决了传统人工控制时劳动强度大、设备故障率高等技术难题。
3.3 通信功能
PLC 集中控制系统通过通讯功能进行现场监控,同时与不同系统之间采用工业环网可进行通信交流,利用通讯功能该系统实现了人家界面、人机交换,从而为远程操控人员提供直观信息平台,实现对选煤系统进行远程监控、故障排查等,提高选煤厂各设备之间联动效率,保证选煤设备稳定运行。
3.4 监控功能
PLC 集中控制系统具有远程监控功能,操控人员利用组态软件对选煤场所内各类监控设备进行控制,实现对选煤设备启停情况、选煤情况以及选煤场所可能存在的潜在危险因素进行远程监控,从而全面了解选煤厂生产情况。与传统人工监控相比,具有实时监控、劳动强度低、便于监控储存调阅以及精度高等优点。
3.5 网络、管理功能
PLC 集中控制系统利用工业环网实现上位机与监控分站、监控分站与PLC 控制柜之间进行数据交换,与传统布线相比,提高了数据传输速度,从而便于选煤厂管理人员对选煤工艺进行管控;同时系统利用网络系统可对选煤生产中各个环节进行记录、储存,并形成报表,从而为选煤厂管理人员全面了解整个生产情况,以及选煤工作有序开展提供依据[3]。
4 应用效果分析
永定庄选煤厂采用PLC 集中控制系统后,通过现场观察以及实际应用效果来看,PLC 集中控制系统能够对选煤厂内所有选煤设备进行集中控制管理以及实时监控,实现了选煤厂选煤工艺无人值守以及远程控制的目的,大大提高了选煤效率,取得了显著应用成效。
猜你喜欢
世界汽车(2022年6期)2022-07-13
交通科技与管理(2022年8期)2022-05-07
安徽电子信息职业技术学院学报(2021年1期)2021-03-16
山西电力(2020年4期)2020-09-11
煤矿安全(2019年6期)2019-08-05
现代职业教育·中职中专(2018年7期)2018-05-14
山东工业技术(2016年24期)2017-01-12
车迷(2015年11期)2015-08-23
环球时报(2009-03-18)2009-03-18
