
基于盲源分离技术的航空发动机轴承故障诊断
2022-05-07 12:03:02吴金钟艾延廷陈英涛
滨州学院学报 2022年2期
吴金钟,艾延廷,陈英涛,田 晶
(沈阳航空航天大学 航空发动机学院,辽宁 沈阳 110136)
0 引言
在旋转机械中,滚动轴承起着支撑转轴及传递轴向载荷的作用,对于航空发动机来说,滚动轴承更是其核心部件。通常滚动轴承的工作环境恶劣,其故障对航空发动机的安全使用危害最高,因此,许多航空发动机领域的专家越来越重视滚动轴承的故障诊断技术,该技术对提高航空发动机的安全可靠性具有重大的科学意义和工程使用价值[1]。
现今已有一些具有代表性的故障诊断方法,例如,轴承振动信号监测、瓦吉姆噪声信号检测分析、基于快速傅立叶变换的功率谱分析、滑油超谱分析等,这些方法大部分已应用到实际工程中且具有一定效果。但传统的信号处理方法对于轴承上多混叠的振动以及通过振动信号进行故障诊断来说还有一些不足。盲源分离技术具有在没有任何先验知识以及不知道各源信号混合过程的情况下,可以仅从观测信号中分离出各振源产生的振动信号的优势。盲源分离方法还可以与快速傅立叶变换等方法结合运用,为传统的信号分析方法增添新的维度。在现有的发动机试车台架上无须改变传感器位置,对测得的航空发动机轴承振动信号进行盲分离处理,完成对航空发动机轴承振动数据采集,为航空发动机轴承故障诊断提供了一种新的思路[2]。
本文深入研究了盲源分离中的独立分量分析(ICA)方法,利用MATLAB软件编制相应的计算机程序,通过模拟试验台进行滚动轴承振动测试,并对振动信号进行盲源分离,提取出轴承各部件的故障频率,分析轴承振动特性,进行故障诊断与状态识别,并在此基础上进行了实验验证,实验结果说明了该方法的有效性。
1 盲源分离技术的理论基础与算法简介
盲源分离(Blind Source Separation,BSS)是指在不知道源信号与混合通道的参数情况下,仅根据观测到的混合信号来恢复并提取出无法直接观测的各原始信号的过程,是一种基于人工神经网络、信号的统计处理理论衍生出来的信号处理方法。这里的“盲”包含两个概念:一是指需要得到的信号来源是未知的且无法直接采集;二是各个源信号的混叠过程未知,其混合系统的特征及一些先验信息也未知。因此,盲源分离方法的关键点在于如何寻找分离矩阵,即寻找信号混合系统的解混过程。盲源分离的基本思路是抽取统计独立的特征作为输入,而又不丢失信息,属于无监督学习[5]。
1.1 盲源分离的数学模型
盲源分离问题根据各源信号混合方式的不同大体上可分为3种类型:线性瞬时混合盲分离、线性卷积混合盲分离和非线性混合盲分离。现对其混合模型分别陈述如下。
1.1.1 线性瞬时混合盲分离模型
线性瞬时混合盲源分离问题可用如下的矩阵形式表示:
x(t)=As(t)+n(t)。
(1)
式中,x(t)为N个信道通过传感器获得的N维观测矢量x(t)=[x1(t),x2(t),…,xN(t)]T;s(t)为M个独立源信号s(t)=[s1(t),s2(t),…,sM(t)]T;n(t)为N维噪声信号n(t)=[n1(t),…,nN(t)]T。
从(1)式可知,任意一维的观测矢量x(t)都可以表示为关于源信号s(t)与噪声信号n(t)的线性组合;A为各源信号混叠的混合矩阵。盲源分离的关键问题在于如何从观测矢量中得到独立的源信号。即要寻求混合矩阵A的解混矩阵,分离矩阵W,通过一个线性变换y=Wx,求得y是源信号的最优估计。
1.1.2 线性卷积混合盲分离模型
通常某一旋转机械设备上的振动传感器所接收的信号是同一机械设备不同振源或不同机械部件的振动以某种混合方式共同作用的结果。振动的每条传播路径可以看作是一个线性滤波器,当激振源经过不同的线性滤波器后形成观测信号,则可以表示为下面的矩阵形式:x(t)=A(t)*s(t)+n(t)。式中,x(t)、s(t)、n(t)的含义与式(1)中一致;A(t)为未知的线性滤波器矩阵,表征从振动源到传感器的传播路径。
1.1.3 非线性混合盲分离模型
在实际工程应用中非线性混叠的情况较为普遍。采集的观测信号通常也是经过非线性混合的,那么线性混合的盲分离算法就不再适用,否则会得到完全错误的结果。该模型主要通过对线性模型的扩展和用自组织特征映射方法求解。其模型可以表示如下:x(t)=f(s(t))+n(t)。式中,x(t)、s(t)的含义与式(1)一致,f(·)是非线性混合函数矩阵。
1.2 基于独立分量分析(ICA)的盲源分离方法
1.2.1 独立分量分析的基本模型
根据上述盲源分离原理建立如图1所示的基本原理模型。

图1 盲源分离原理图
未知的混合系统是各源信号归纳集合后的传输通道,也可以理解为是各未知源信号的混合过程,其中包含未知的源信号s(t),将信号混叠的混合矩阵A,系统及环境的噪声信号n(t),通过传感器采集到的观测信号x(t)。在盲源分离过程中,W是指需要将观测信号解混的分离矩阵,通过分离矩阵能够将源混合信号解混,得到未知源信号的最优估计,因此,y(t)即为未知源信号的最优估计。
根据未知源信号在混合系统内的不同混合方式,可将盲源信号的处理模型分成3类。(1)线性瞬时混合模型:x=As,A是M×N维矩阵;(2)线性卷积混合模型:x=Aq×s(k),Aq是第q个延迟上M×N维矩阵,*为线性卷积;(3)非线性混合卷积。实际环境中噪声信号的影响是在所难免的,但是可以通过有效的手段尽可能地减少噪声对观测信号的干扰。因此,从尽可能简化模型的角度,基于独立分量分析(ICA)的盲源分离模型可以将噪声部分去掉。这也是因为有噪声部分与线性卷积混合模型的混合方式比较复杂,ICA算法在实际应用中会存在一定的局限性,所以本文选择的研究对象均为线性瞬时混合无噪声模型。
ICA进行盲源分离的基本模型的数学表述如下:
x=A·s,
(2)
y=W·x。
(3)
式(2)中,s表示一组由n个独立信号源组成的源信号s=[s1(t),s2(t),…,sn(t)]T,在经过未知传输通道A后,通过传感器接收到观测信号x=[x1(t),x2(t),…,xm(t)]T,共有m个观测信号。假设m≥n,式中s是一个由n个独立源信号构成的矩阵,A是一个未知的混合矩阵,与信号通道密切相关。式(3)中,x是观测到的混合信号矩阵,W是求解出的m×n的解混矩阵,那么y则是通过ICA方法得到的源信号s的估计。因此,运用ICA方法进行盲源分离的关键就在于如何求解出解混矩阵W。
1.2.2 独立分量分析求解的假设条件
为便于研究,本文选取无噪声线性瞬时混合模型进行分析。用ICA方法求解时,各源信号的混合过程是未知的,只能利用观测信号的信息去求解源信号的最优估计,从数学角度来说,这样的求解过程是庞杂且无解的,需要对该模型有一定的先验知识。因此,运用ICA方法求解盲源分离问题时,需满足如下几点假设条件:(1)各源信号是零均值的实随机变量,且瞬时相互独立;(2)混合矩阵A存在逆矩阵A-1;(3)需得到的源信号数目小于或等于观测信号数目;(4)源信号为非高斯信号或最多允许有一个独立源满足高斯分布;(5)没有噪声或仅有一附加的低噪声,能量很小。
其中,条件(1)是求解ICA盲源分离问题的重要假设条件,各源信号虽然都来自同一混合系统,但具有不同物理特性,因此需要保证所产生的信号是相互独立的。这个假设具有一定的现实意义,在实际应用中大多数源信号也能够满足这一假设。条件(4)要求最多只允许有一个独立源满足高斯分布,否则将会导致混合信号无法分离。如果源信号中只有一个满足高斯分布,这样的ICA盲源分离问题是可以求解的。
2 航空发动机滚动轴承振动分析
用于支撑航空发动机转子系统的滚动轴承,起着承受及传递载荷的作用,保证高、低速转子良好运转,与一般旋转机械所使用的滚动轴承在结构上相同。二者都是将运转的轴与轴座之间的滑动摩擦变为滚动摩擦,支承发动机的转轴及轴上零件,并保持轴的正常支撑和旋转状态,从而减少摩擦损失的一种精密的机械元件。滚动轴承摩擦阻力小,易起动,承载能力强且工作效率高,便于维护。
2.1 正常轴承的振动特征
(1)滚动轴承在承载状态下工作时,由于轴承本身的结构特点,滚动体与内外环之间可能产生冲击从而引起轴承的振动,当承载元件发生刚性变化时就会引起轴心在周向的振动。这种振动是由滚动体绕转子轴线旋转而产生,因而称为滚动体的公转振动。其振动主要频率成分为fcZ,其中Z为滚动体数目,fc为滚动体公转频率。

2.2 故障轴承的振动特征
滚动轴承故障的种类是各种各样的,大体可区分为局部损伤、磨损、胶合等有代表性的3种类型。这里重点讨论局部损伤引起的振动。局部损伤包括轴承表面剥落、腐蚀、裂纹等使滚动面发生局部异常的状态。在发生局部损伤时,滚动体与滚道之间会产生冲击振动。滚动体依次滚过工作表面缺陷时受到反复冲击而产生的低频脉动,称为轴承的“通过振动”,其振动频率可由转速和零件的尺寸求得。在轴承的滚道上出现了一处剥落时,滚动体滚过此剥落的频率称为“通过频率”。通过频率因剥落的位置不同而不同。假设轴承工作时滚动体与滚道之间做纯滚动;各个滚动体尺寸相同,且在保持架的限制下呈均匀分布;当轴承承受轴向或径向载荷时,各部分均不变形。滚动轴承运动分析如图2所示。
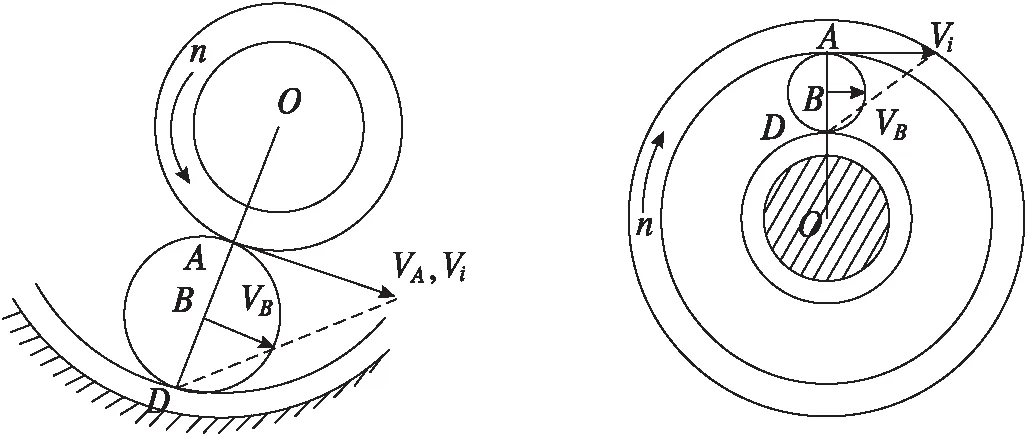
图2 滚动轴承运动分析
内环滚道的切线速度
(4)
式中,d为滚动体直径,Di为内环滚道的直径,Dm为轴承滚道节径,fn为轴的旋转频率。
单个滚动体(或保持架)相对于外环的旋转频率
(5)
式中,lm为滚动体节圆(即轴承滚道节圆)的周长。
单个滚动体(或保持架)相对于内环的旋转频率

(6)
如果外环滚道有一处缺陷时,这Z个滚动体滚过该缺陷时的通过频率
(7)
滚动体有缺陷时,滚动体相对于外环的滚动频率
(8)
3 滚动轴承振动试验
3.1 滚动轴承测试方案
被测航空涡扇发动机为双涵、双轴式,两股气流在涡轮后混合的、具有共同加力燃烧室和全状态超音速可调喷管的发动机。由于该型航空发动机轴承振动测试的工况参数及图片资料涉及保密,因此在本文中不予提供和分析,下文只对模拟试验台的滚动轴承进行振动信号分析。
本次使用的轴承的基本型号是TMB-N204,其外径为47 mm,内径为19 mm,接触角为0°,滚动半径为6 mm。在使用过程中外圈固定。该轴承一般运用在低速低载情况下。如果在实验过程中采用过高的轴承转速必然使得它与真实情况造成一定的偏差。为了保证实验的准确性,选用可调速电机,电机转速由转速控制器控制。
本实验信号采集部分涉及传感器、信号放大器、数据采集卡等硬件。实验采用的单通道传感器为ICP型压电式加速度传感器,灵敏度为 50.312 mV·m-1·s2,根据其提供的技术参数,能满足本实验的要求。信号放大器、数据采集卡、实验数据分析这3步采用的是LMS软件的相关方面应用。实验台如图3所示。

3.2 滚动轴承振动测试工况
本次实验分别选取了3种轴承,分别是:正常轴承、一道外圈划痕故障轴承和滚动体划痕故障轴承,每种轴承分别模拟高低两种转速工况,如表1所示。

表1 轴承工况
4 测试信号分析
本文通过对不同故障类型的轴承进行振动测试,并对振动测试信号进行分析。分析对象包括正常轴承、外圈故障轴承、滚动体故障轴承3种工况。对每种工况的原始信号先进行快速傅立叶变换,根据其频谱图判断能否检测出故障频率;再对原始信号进行盲源分离分析,并根据其频谱图判断检测故障频率,并比较分离前后的检测效果。由于实验过程中转轴的阻尼影响较大,轴承转速很难保持稳定。因此在每种工况下选取转速波动相对小的范围近似看作稳态来进行分析。
4.1 正常轴承振动信号分析
本节选取准稳态1212~1217 rpm工况进行分析。先用LMS对原始信号进行频谱分析。该工况的具体参数在表1中已给出。其原始信号的时域波形和频谱分析如图4所示。将原始信号数据输入MATLAB语言程序中进行盲源分离分析,得到时域波形和频谱分析如图5所示。
从图4和图5可以看出,原始信号的频率成分复杂,而盲源分离后的信号频率成分简单清晰。两组频谱图中在一倍、二倍和三倍转频均处有明显峰值,可以初步判断出试验存在转子不对中的故障,但在本文中不予分析讨论。
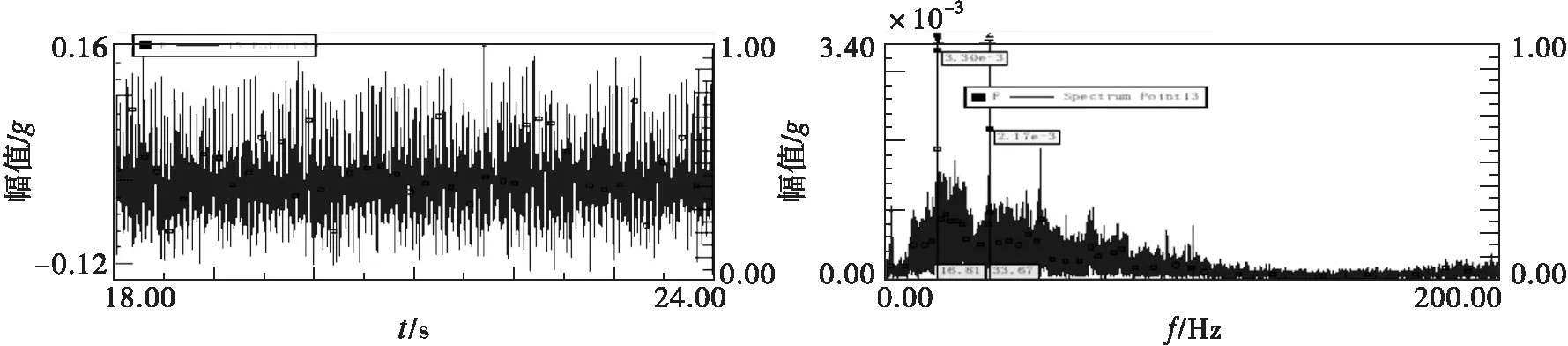
图4 振动信号时域图和频谱图(1)

图5 盲源分离后的时域图和频谱图(1)
4.2 一道外圈划痕故障的振动信号分析
本节针对一道外圈划痕故障的轴承进行故障诊断,选取轴承在转速451~456 rpm,952~957 rpm两种准稳态工况下的振动信号进行分析。两种工况的具体参数在表1中已给出。
4.2.1 第一种转速工况下的故障诊断
由式(4)~(7)求得在451~456 rpm的转速下,具有一道外圈划痕故障的频率段为33.82~34.20 Hz。
(1)原始信号时域波形和频谱分析如图6所示。经计算,轴承外圈故障特频率为34.24 Hz。从上面频谱图中可以看出信号频率成分复杂,但能够找出在故障频率处的峰值,因此可以诊断出轴承存在滚动体故障。
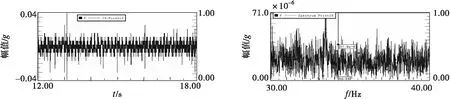
图6 振动信号时域图和频谱图(2)
(2)对上述信号进行盲源分离分析得出时域波形和频谱分析如图7所示。通过盲源分离分析,发现图7中明显存在外圈故障特征频率34.2 Hz,与理论故障频率一致,且峰值比较突出,因此可以比较容易诊断出轴承存在外圈故障,且其频谱图中信号频率成分简单清晰。
4.2.2 第二种转速工况下的故障诊断
由式(4)~(7)求得在952~957 rpm的转速下,具有一道外圈划痕故障的频率段为71.40~71.78 Hz。
(1)原始信号时域波形和频谱分析如图8所示。经计算,轴承外圈故障特频率为71.64 Hz。从上面频谱图中可以看出信号频率成分复杂,且在故障频率处峰值不明显,因此无法诊断出轴承存在外圈故障。

图7 盲源分离后的时域图和频谱图(2)

图8 振动信号时域图和频谱图(3)
(2)对上述信号进行盲源分离分析得出时域波形和频谱分析如图9所示。通过盲源分离分析,发现图9中明显存在外圈故障特征频率71.6 Hz,与理论故障频率一致,且峰值比较突出。因此可以比较容易诊断出轴承存在外圈故障,且其频谱图中信号频率成分简单清晰。

图9 盲源分离后的时域图和频谱图(3)
4.3 滚动体划痕故障的振动信号分析
本节针对具有滚动体划痕故障的轴承进行故障诊断分析,选取轴承在245~249 rpm、626~630 rpm两种准稳态工况下的振动信号进行分析。两种工况的具体参数在表1中已给出。
4.3.1 第一种转速工况下的故障诊断
由式(4)~(8)得在245~249 rpm的转速下,具有一道外圈划痕故障的频率段为10.86~11.04 Hz。
(1)原始信号时域波形和频谱分析如图10所示。经计算,轴承滚动体故障特频率为11.19 Hz。从上面频谱图中可以看出信号频率成分复杂,但能够找出在故障频率处的峰值,因此可以诊断出轴承存在滚动体故障。

图10 振动信号时域图和频谱图(4)
(2)对上述信号进行盲源分离分析得出时域波形和频谱分析如图11所示。通过盲源分离分析,发现图11中明显存在滚动体故障特征频率11.2 Hz,与理论故障频率一致,且峰值比较突出。因此可以比较容易诊断出轴承存在滚动体故障,且其频谱图中信号频率成分简单清晰。

图11 盲源分离后的时域图和频谱图(4)
4.3.2 第二种转速工况下的故障诊断
由式(4)~(7)求得在626~630 rpm的转速下,具有一道外圈划痕故障的频率段为27.75~27.93 Hz。
(1)原始信号时域波形和频谱分析如图12所示。经计算,轴承滚动体故障特频率为27.85 Hz。从上面频谱图中可以看出信号频率成分复杂,但能够找出在故障频率处的峰值,因此可以诊断出轴承存在滚动体故障。

图12 振动信号时域图和频谱图(5)
(2)对上述信号进行盲源分离分析得出时域波形和频谱分析如图13所示。通过盲源分离分析,发现图13中明显存在滚动体故障特征频率27.9Hz,与理论故障频率一致,且峰值比较突出。因此可以比较容易诊断出轴承存在滚动体故障,且其频谱图中信号频率成分简单清晰。

图13 盲源分离后的时域图和频谱图(5)
5 结论
本文首先从理论上分析了滚动轴承典型故障的产生机理,并建立了不同故障状态下的模型,通过对模拟试验台架的滚动轴承在正常和故障状态下振动信号进行频谱和盲源分离分析,得出以下结论。
(1)对轴承外圈故障,在相对低转速下,在振动信号的频谱图中可以找出故障特征频率处的峰值,但在低、高转速下无法找出,无法对轴承外圈故障进行判别。经盲源分离处理后,在两种转速下都能够较容易地找出故障特征频率处的峰值,可以诊断出轴承外圈故障。因此,在轴承外圈故障诊断中,盲源分离方法更有效。
(2)对轴承滚动体故障,在低、高转速下,振动信号的频谱图和经盲源分离处理后的频谱图中均可以找出故障特征频率处的峰值。在中速下,振动信号的频谱图中无法找出故障特征频率处的峰值,而经盲源分离处理后的频谱图中可以明显地找出故障特征频处的率峰值,可以诊断出轴承滚动体故障。因此,在轴承滚动体故障诊断中盲源分离方法具有一定效果。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:16
北京航空航天大学学报(2021年9期)2021-11-02 08:24:20
哈尔滨轴承(2020年2期)2020-11-06 09:22:34
测控技术(2018年11期)2018-12-07 05:49:02
系统工程与电子技术(2016年7期)2016-08-21 13:59:14
西北工业大学学报(2015年4期)2016-01-19 03:31:55
电测与仪表(2015年9期)2015-04-09 11:59:22
电测与仪表(2015年2期)2015-04-09 11:28:50
物探化探计算技术(2015年2期)2015-02-28 17:43:00
海军航空大学学报(2015年4期)2015-02-27 13:45:50
