
客滚船减摇鳍中合拢安装精度控制研究
2022-05-06 01:12王力学周亮
中国水运 2022年3期
王力学 周亮


摘要:本文以我公司的某型客滚船为例,说明了减摇鳍的安装控制,阐述了减摇鳍从安装到焊接变形控制整个预装过程,并提出了减摇鳍水平度的精度控制措施。该安装精度和质量控制直接影响设备性能及航行安全,因此,减摇鳍安装的精度控制是十分必要。
关键词:减摇鳍;精度控制;焊接变形
中图分类号:U664.7+2 文献标识码:A 文章编号:1006—7973(2022)03-0071-03
减摇鳍是作为当今滚装船常用的提高稳性设备,并适用排水量从几千吨到上万吨范围,该设备综合性价比等多方面具有的优势。船舶在大风浪条件能有效改善耐波性,提高适航能力,减摇鳍就是一种能给船舶产生一个稳定力矩的装置,是装在船舶水线下的一种剖面形式对称的流线型装置,当船舶航行时,该减摇鳍的鳍叶打开,该流线型的鳍叶相对于速度方向有一定的角度,该偏转的鳍叶上方为低压,下方为超压,上下之压在鳍叶上产生向上升力,由于减摇鳍的升力与船舶航速有关,航速越高,效果越好,因此大量运用在滚装船上。
我厂某型客滚船是我公司为国外船东首次承建的高附加值产品,这也是我厂继滚装后的又一次技术转型,该船在机舱区域有线型也配置减摇鳍,因此安装时必须注意定位精度及线型误差,若安装过程中稍有偏差,不但会降低减摇鳍的效率,严重时会导至鳍叶打开或转运时与船体板相碰,引发安全事故,因此减摇鳍安装时必须控制线型、定位尺寸,焊接变形等各个方面精度。
1减摇鳍形式主要参数
本船在机舱非平直区域设有两个减摇鳍,分别位于 FR100~ FR114之间的内底板之上,由于该鳍叶与航速有一定角度,因此鳍叶与内底板也成一定有角度,鳍轴线位于基线2770mm,鳍轴线与横向水平夹角有180。
减摇鳍的轴向间隙限定值0.1~0.7mm 之间,鳍轴角度在±0.30。
2减摇鳍安装及控制要求
2.1转运及安装要求
(1)在鳍箱中有一个运输支架,它是专为减摇鳍的静载荷而设计的。在安装阶段,减摇鳍不得承受任何附加载荷。
(2)如果鳍箱在吊装或牵引时的安装角度大于20度,必须与厂家 SKF 服务部门讨论安装程序。如有必要,在起重机启动前必须拆除液压泵站,因为液压泵站安装在橡胶缓冲器上,超过20度倾斜角时会损坏橡胶缓冲器。
(3)安装形式为垂直吊装从上面安装。
(4)安装前,应将减摇鳍的水平、鳍轴中心线与内底板交点值提前模拟一下,并告之施工人员,以便施工人员了解鳍轴安装角度,方便鳍轴中心线点位。
(5)利用全站仪找出船体鳍轴中心的水平线,并延伸至 FR100、FR 114两处外板上,并做出标识
(6)将鳍箱吊入内底上,利用全站仪测量外板上水平线与鳍轴中心水平线是否一致,如有偏差进行微调。
(7)在减摇鳍吊运过程中,任何人不得进入起吊的减摇鳍下方或旁边的危险区域。起吊危险区域必须有相应的警戒和监视。
(8)在吊装及安装过程中减摇鳍不能承受较大的载荷,防止减摇鳍上的重载可能会导致轴承变形和严重损坏。
(9)安装前应将减摇鳍四周的数据,提前模拟,将碍事的部位提前修整。
(10)减摇鳍下落过程中,缓慢修整外板余量,特别在鱼眼位置的线型(鱼眼区域有50mm 余量)
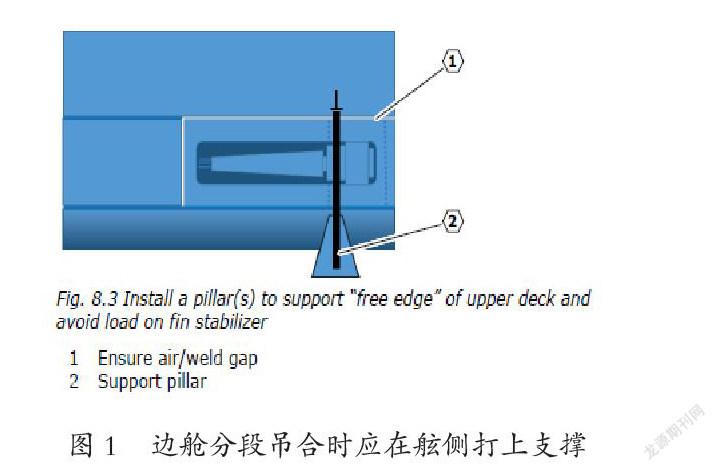
(11)安装到位后,应测量相关水平,及上面边舱分段吊合时应在舷侧打上支撑。如图1所示。
(12)在安装到位后及焊接过程中均需检查鳍轴的轴向间隙。
2.2减摇鳍轴承轴向间隙控制要求
(1)减摇鳍安装到位后,必须检查轴承的轴向间隙,该轴向间隙精度,决定了鳍叶的正确收进和展开。
(2)减摇鳍与船体结构焊接,每次焊接后都必须检查轴承轴向间隙。
(3)根据厂家检测表要求,利用深度卡尺或千分表测量。
(4)由于减摇鳍轴承间隙精度要求较高,对于所检查卡尺的精度5/100mm。
(5)在每次测量后和下一个安装步骤前,轴承必须覆盖并防止灰尘。
(6)轴承轴向间隙必须在0.1~0.7mm 之间。
3减摇鳍焊接變形控制
为了控制减摇鳍与船体结构的焊接变形,减少减摇鳍轴承间隙超标问题,因此施焊过程中应按如下要求操作。
(1)为了避免因焊接飞溅或粉尘造成减摇鳍部件受损,因此在焊接前应将设备作好防护。
(2)按图纸要求进行定位安装,在保证其主尺寸及满足公差要求的前提下,保证装配间隙。
(3)清洁坡口,坡口两侧50mm 范围内不能有油、水、锈污等杂物,坡口的表面缺陷必须修复处理 , 采用 CO2气体保护焊。
(4)焊接材料:CO2焊丝使用3Y 级药芯焊丝 E501T-1, 规格:Φ1.2mm。CO2焊丝保持干燥。
(5)采用 CO2气体保护焊,施工场地必须采取有效的防风措施,如围蔽隔离等,保证电弧的稳定性,减少气孔等焊接缺陷的产生。
(6)整个焊接过程要有监控和检查。
(7)使用短弧焊接,每层焊接的起弧点应错开30~50mm 左右。
(8)多层多道焊时,每层焊道清渣后,使用小锤敲击焊缝以释放焊接应力,防止裂纹的产生。如有缺陷还要及时用砂轮打磨,进行修复处理。
(9)焊接工作应连续在同一周期进行。
(10)施焊时应先焊对接后角接,先焊应力大的,施焊时应尽量上下对称施焊。
(11)整个施焊顺序:①减摇鳍箱体与船体外板;②减摇鳍箱体与内底纵壁;③减摇鳍箱体内部构件与内底板;④减摇鳍箱体两端头横壁与内底横壁。
(12)根据减摇鳍箱体焊接顺序要求,将减摇鳍箱体与船体外板焊接,焊接时根据图2中1~10焊接顺序进行施焊。
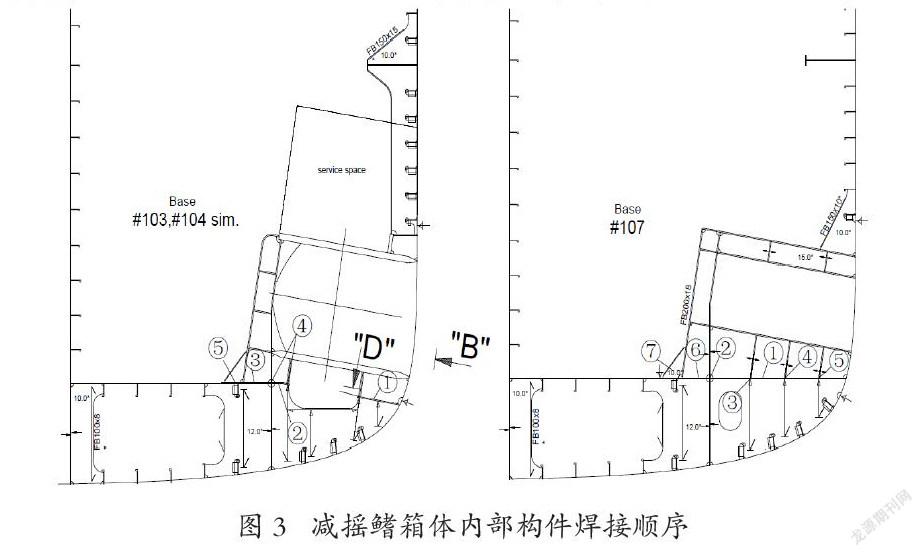
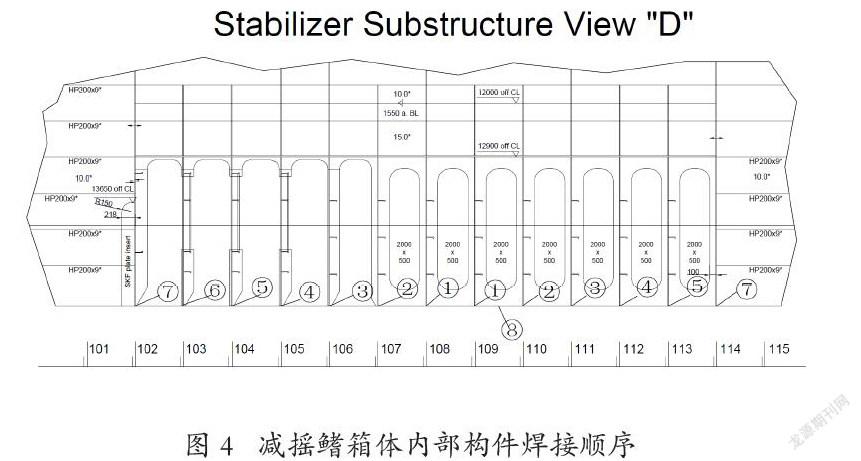
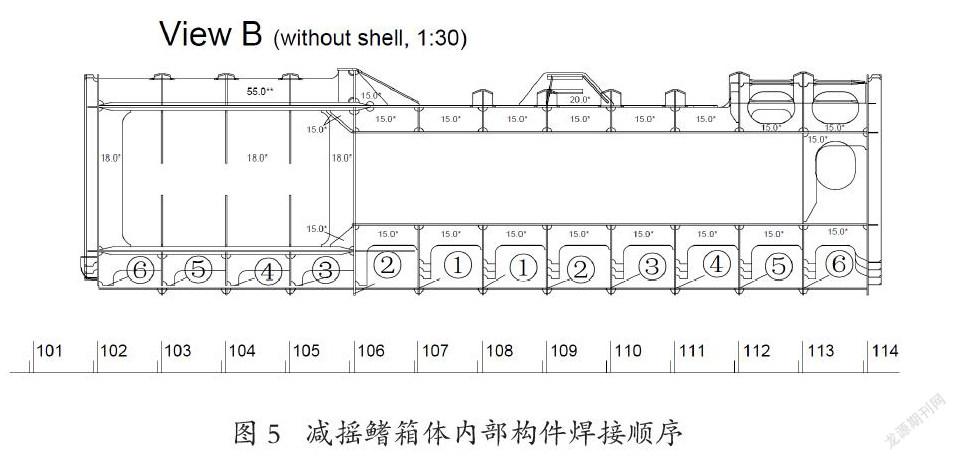
(13)根据先对接后角接顺序原则,减摇鳍箱体内部构件按图3、图4、图5焊接顺序中的1~7进行施焊。
(14)每焊完一段焊缝后,立即用带圆角的尖头小锤快速锤击焊缝,焊缝底部锤击不便,可用圆扁铲轻捻,这样既可以松弛焊接应力,防止裂缝,又可以锤紧焊缝微孔,增加焊缝致密性。
(15)每焊完一个区域时,必须测量轴承的轴向间隙,记录测量结果。
(16)施焊过程中 CO2焊接参数(表1)。表1 施焊过程中 CO2焊接参数
(17)焊完48小时后,对外板作无损检测。
4中合拢状态预装注意事项
(1)对于船体结构本身的水平及肋距开档必须达到厂家要求。
(2)减摇鳍定位过程前后,必须有精控测量及辅助定位。
(3)所有的定位数据,每一个步骤必须有品质人员确认方可进行下一步。
(4)焊接变形控制,减少轴承的轴向间隙超标。
(5)必须实时监测轴承的轴向间隙,记录测量结果。
5结论
随着减摇鳍中合拢成功预装,标志着我公司大型设备在中合拢安装精度提高了,对于减摇鳍安装中不仅要考虑减摇鳍与外板线型光顺,还需控制鳍轴中心水平线,鳍轴角度、鳍体焊接变形。
该减摇鳍在中合拢阶段成功预装,为后续船舶的设备安装提供有利的技术保障。
参考文献:
[1]黄浩.船体工艺手册[M].北京:国防工业出版社 ,1989[2] GB/T12773-2016, 中国造船质量标准[S].
[3]高介祜.船体建造精度管理[M].哈尔滨:哈尔滨工业大学出版社 ,2010.
猜你喜欢
建筑建材装饰(2016年8期)2016-12-29
科学与财富(2016年18期)2016-12-22
中国高新技术企业(2016年30期)2016-12-20
科技传播(2016年11期)2016-07-20
企业文化·中旬刊(2015年10期)2016-03-09
科技资讯(2015年19期)2015-10-09
无线互联科技(2015年3期)2015-04-13
